








4 секрета о лазерной сварочной головке, которые вы никогда не узнаете
In my journey through the world of laser welding technology, I’ve uncovered some fascinating insights about laser welding heads that aren’t commonly discussed. While many professionals understand the basics, there are four secrets about laser welding heads that can significantly impact performance and outcomes. These insights have helped me optimize my welding processes and achieve better results in my projects. In this article, I will reveal these four secrets you will never know about laser welding heads, providing valuable information that can enhance your understanding and use of this advanced technology.
What is Laser Welding Head:
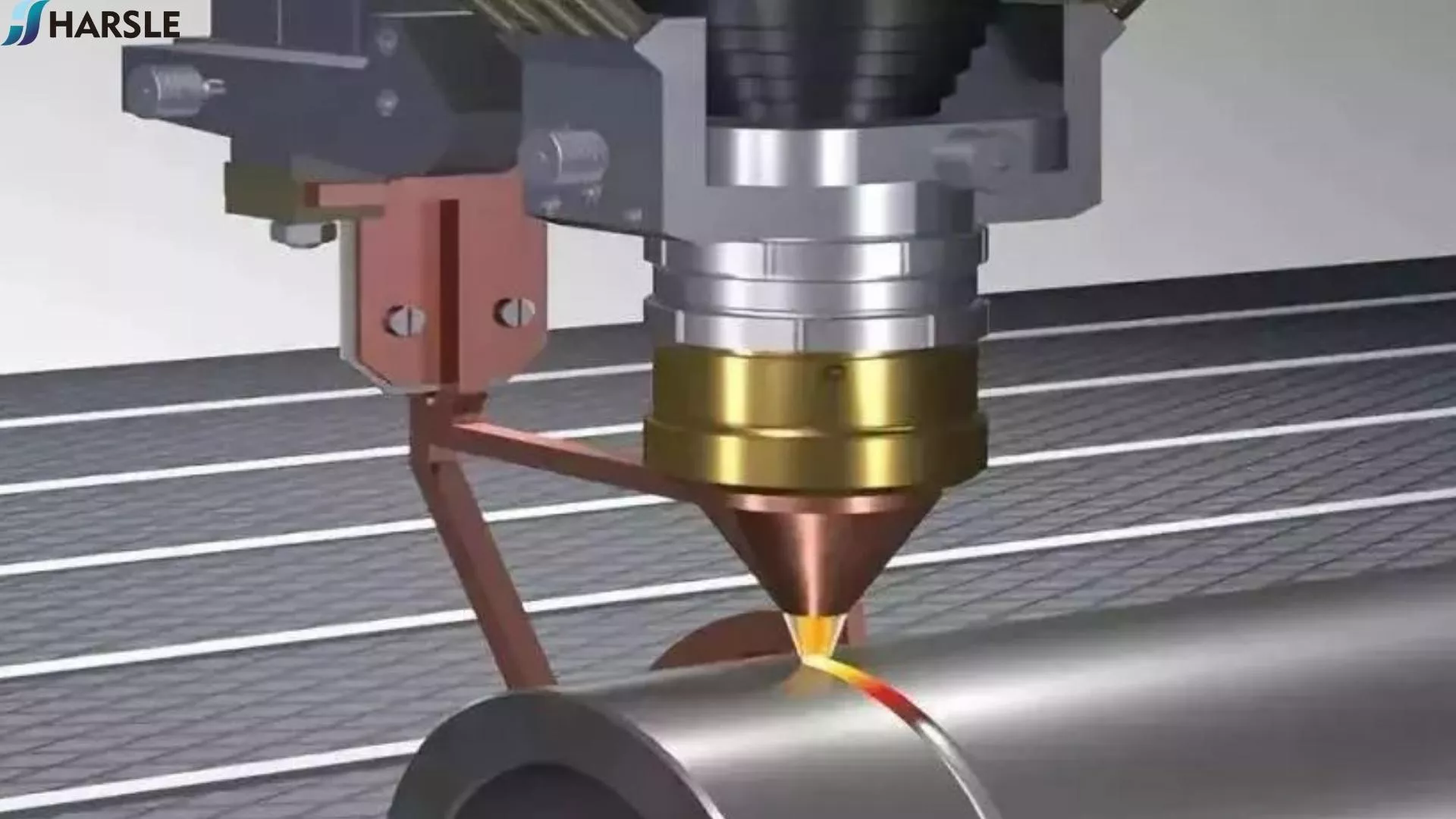
A laser welding head is a critical component of лазерная сварка systems, designed to focus and direct the laser beam onto the workpiece for precise and efficient welding. This technology utilizes high-energy laser beams to melt and fuse materials together, typically metals or thermoplastics, producing strong and clean welds.

The laser processing head is a key component of the laser welding equipment. Use it to adjust the focus and working distance, so as to obtain the appropriate spot size. In the laser welding head, there are integrated units with different functions, which include laser focusing and importing. Unit, shielding gas introduction and distribution unit, cooling system, lens protection system, etc., in the laser welding process with feedback control, also have a monitoring and feedback control unit.
The laser processing head is a key component of the laser welding equipment. Use it to adjust the focus and working distance, to obtain the appropriate spot size. In the laser welding head, there are integrated units with different functions, which include laser focusing and importing. Unit, shielding gas introduction and distribution unit, cooling system, lens protection system, etc., in the laser welding process with feedback control, also have a monitoring and feedback control unit.
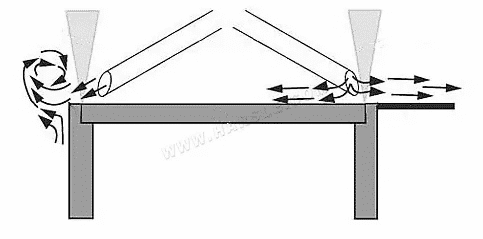
The structure of the laser welding nozzle is relatively complicated, which plays an important role in ensuring welding quality. Many laser nozzles with their own characteristics have been developed at home and abroad. From the perspective of gas protection, it is necessary to ensure that the gas is smoothly introduced and evenly distributed, and flowed to ensure uniform coverage of the laser welding area to form a good protection effect. Generally speaking, the integrated design of the coaxial arrangement of the nozzle of the protection zone and the laser beam is the mainstream. Although the structure is complicated and the cost is high, the protection effect is good, and it is stable and reliable. The method of introducing protective gas from front to back is relatively simple, but the protective effect is poor, so it has been seldom used. Usually, the distance from the nozzle to the workpiece is 3mm-10mm. The nozzle diameter is 4mm -8mm, and the gas flow rate is 8L/min-30L/min. The following figure shows the schematic diagram of the laser welding nozzle.

Когда CO2 laser welding adopts oxygen protection, the nozzle design requirements are higher to ensure a good gas flow geometry. The basic principle of the design is to ensure that the argon gas obtains a higher flow rate to increase the liquid metal to inhibit the generation of plasma. The greater the energy density of the laser used, the greater the flow rate of argon is required. However, an excessive flow rate of argon gas will blow the molten pool and cause the weld to deviate. Nitrogen does not require high nozzle structure design and gas flow geometry, but if the laser power density is high, appropriate measures should be taken to suppress the generation of plasma.
2. Shielding Gas Nozzle For Laser Welding:
There are two different welding processes in laser welding:
Thermal conductivity welding
Deep penetration welding
For thermal conductivity welding, the material only melts on the surface. The weld formed is a few tenths of a millimeter deep. This welding process is mainly used for pulsed Nd: YAG lasers. In contrast to thermal conductivity welding, deep penetration welding produces very deep and very narrow weld seams. Deep penetration welding is performed by Nd: YAG laser in continuous wave operation mode.
● Pulsed Laser
In order to obtain the best welding results with a pulsed laser, the welding wire is usually pierced slowly. The input direction of the shielding gas can be freely selected.
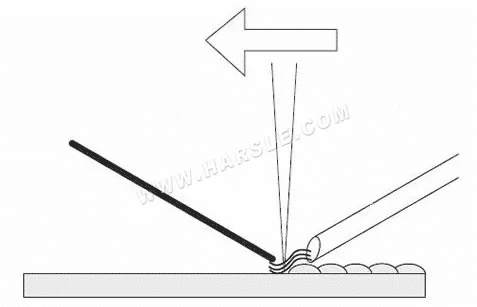
● Continuous Laser
In order to obtain the best welding results with continuous-wave lasers, the shielding gas must be inputted forward and the welding wire input must be slowed down.

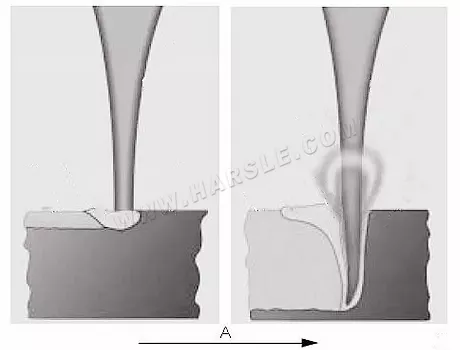
● Weld-on The Edge
The arrangement of the shielding gas input nozzles must be such that a laminar and uniform airflow can be produced. Especially when welding on the edge, a vortex will be generated, which will bring the oxygen in the environment into the welding position. If the oxygen content is> 0.5%, the material can react with oxygen. If welding on the edge, the vortex of the airflow on the edge can be prevented by installing a buffer plate. In order to achieve the best welding results with continuous-wave lasers, the shielding gas must be inputted forward and the welding wire input must be slowed down.
3. Components of Laser Welding Head:
The laser welding head is composed of a laser focusing and introduction unit, shielding gas introduction and distribution unit, cooling system, lens protection system, etc. In the laser welding process with feedback control, it also has a monitoring and feedback control unit.
First of all, the structure of the laser welding nozzle is relatively complicated, but it plays a very important role in protecting and improving the machine during welding quality. Moreover, in recent years, both domestic and foreign, laser nozzles of various forms have been developed according to market needs and the requirements of processed products. From the point of view of gas protection, its purpose is to effectively ensure the smooth introduction of gas and achieve a balanced distribution, which can ultimately form a better protective effect. From the current point of view, the protection zone nozzle and the laser beam are coaxial and have begun to move towards an integrated design, although such a setting is relatively complicated, and it also increases the cost of use. But in terms of the final result, the protection effect is relatively good, stable, and reliable.
4. The Role of Laser Welding Head:
The laser processing head is a key component of the laser welding equipment. Use it to adjust the focal length and working distance, so as to obtain a suitable spot size.
When we usually use equipment like a laser welding machine, the laser head is actually working when the laser is emitted. Because the equipment is in the process of welding, the energy required is from this equipment. In order to effectively improve the quality of work, it is necessary to do a good job of protection and maintenance in peacetime. First of all, we need to pay attention to the stability of the whole part, because in actual use, the position of the laser head can be moved freely according to the needs of the workpiece to be processed. However, if the overall instability occurs during use, it will lead to a larger range of deviations, and the final result will cause the quality of the processed parts to fail to meet the corresponding requirements, so this also needs to be paid attention to of.