6 вещей, которые вам следует знать о технологии лазерной сварки

Что такое лазерная сварка
Технология лазерной сварки – это сплав сварочная технология Система использует лазерный луч в качестве источника энергии для его воздействия на сварной шов с целью сварки. Она состоит из оптического генератора и среды, расположенной между зеркалами на обоих концах резонатора генератора.
1. Основная информация
Возбуждать электроны или молекулы, создавая концентрированные и фазово-идентичные световые лучи, преобразуя их в энергию. Название «лазер» происходит от первой буквы английской аббревиатуры Light Amplification by Stimulated Emission Radiation (усиление света с помощью вынужденного излучения).
Он состоит из оптического генератора и среды, расположенной между зеркалами на обоих концах резонатора генератора. Когда среда возбуждается до состояния высокой энергии, она начинает генерировать световые волны той же фазы и отражаться туда и обратно между зеркалами на обоих концах, создавая эффект фотоэлектрического струнного перехода, усиливая световые волны и получая достаточную энергию для излучения лазерного света.
Первый в мире лазерный луч был получен в 1960 году с помощью лампы-вспышки для возбуждения рубиновых зёрен. Из-за ограниченной теплоёмкости кристалла лазер способен генерировать лишь очень короткие импульсы с очень низкой частотой. Хотя мгновенная пиковая энергия импульса может достигать 10~6 Вт, это всё равно низкая выходная мощность.
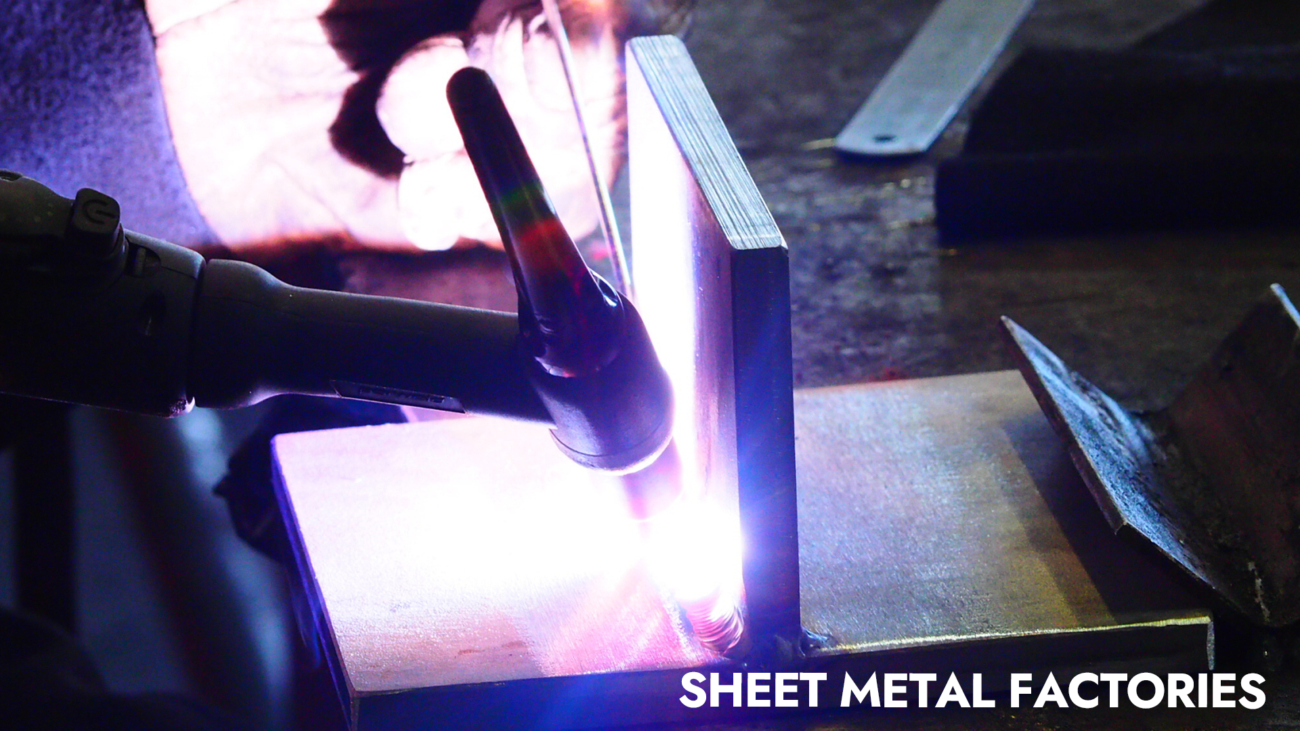
2. Особенности лазерной сварки
Лазерная сварка значительно снижает тепловложение, что обеспечивает очень малую зону термического влияния с минимальными металлографическими изменениями и крайне низкой деформацией, вызванной теплопроводностью. Это исключает необходимость в электродах, предотвращая проблемы их загрязнения или повреждения. Благодаря бесконтактному процессу износ и деформация оборудования также значительно сводятся к минимуму. Кроме того, лазерный луч легко фокусируется, выравнивается и направляется оптическими приборами. Такая гибкость позволяет располагать луч на необходимом расстоянии от заготовки или направлять его между инструментами и препятствиями, где другие методы сварки не могут быть использованы из-за ограниченного пространства.
Ещё одним преимуществом лазерной сварки является возможность размещения заготовки в замкнутом или ограниченном пространстве во время выполнения сварочных операций. Высококонцентрированный луч может быть сфокусирован на очень малой площади, что делает её идеальной для сварки небольших или близко расположенных деталей. Она также позволяет соединять широкий спектр материалов, включая различные типы металлов и разнородные материалы, которые трудно сваривать традиционными методами. Эта возможность значительно расширяет спектр промышленных применений, где требуются высокая точность и гибкость.
Лазерная сварка также хорошо совместима с системами автоматизации и цифрового управления. Высокоскоростные сварочные процессы легко интегрируются с компьютерами или системами ЧПУ, обеспечивая стабильное качество и производительность. При сварке тонких материалов или проволоки малого диаметра лазерная сварка позволяет избежать многих трудностей, связанных с дуговой сваркой, таких как чрезмерное тепловложение или деформация. Эти преимущества делают лазерную сварку эффективным и универсальным решением для производителей, которым требуются высококачественные, точные и надёжные соединения для различных изделий и производственных условий.

3. Преимущества лазерной сварки
● Подвод тепла может быть снижен до минимально необходимого значения, диапазон металлографических изменений в зоне термического влияния невелик, а деформация, вызванная теплопроводностью, также минимальна.
● Параметры сварочного процесса однопроходной сварки пластин толщиной 32 мм были проверены и квалифицированы, что позволяет сократить время, необходимое для сварки толстых пластин, и даже сэкономить расход присадочного металла.
● Нет необходимости использовать электроды, и нет необходимости беспокоиться об их загрязнении или повреждении. Кроме того, поскольку это не контактная сварка, износ и деформация оборудования могут быть сведены к минимуму.
● Лазерный луч легко фокусируется, выравнивается и направляется оптическими приборами. Его можно расположить на необходимом расстоянии от заготовки и направлять между инструментами или препятствиями вокруг заготовки. Другие методы сварки не могут быть использованы из-за вышеупомянутых ограничений пространства.
● Заготовку можно разместить в закрытом пространстве.
● Лазерный луч можно сфокусировать на небольшой площади и сваривать небольшие и близко расположенные детали.
● Существует широкий спектр свариваемых материалов, а также можно соединять друг с другом различные разнородные материалы.
● Высокоскоростную сварку легко автоматизировать, ею также можно управлять с помощью цифрового или компьютерного оборудования.
● При сварке тонких материалов или проволоки малого диаметра не возникнет таких проблем, как при дуговой сварке.
● Не подвержен влиянию магнитного поля (дуговая сварка и электронно-лучевая сварка легко поддаются обработке) и позволяет точно выравнивать свариваемые изделия.
● Можно сваривать два вида металлов с разными физическими свойствами (например, разным сопротивлением)
● Не требуется вакуумная или рентгеновская защита.
● При использовании перфорированной сварки соотношение глубины и ширины сварного шва может достигать 10:1.
● Устройство можно переключить для передачи лазерного луча на несколько рабочих станций.

4. Преимущества и недостатки
● Положение сварной конструкции должно быть очень точным и находиться в пределах фокусировки лазерного луча.
● Если для сварки требуется использовать кондуктор, необходимо убедиться, что конечное положение сварной конструкции совпадает с точками сварки, на которые воздействует лазерный луч.
● Максимальная толщина свариваемого материала ограничена, а толщина проплавления заготовки значительно превышает 19 мм. Лазерная сварка не подходит для производственной линии.
● Свариваемость материалов с высокой отражательной способностью и высокой теплопроводностью, таких как алюминий, медь и их сплавы и т. д., может быть изменена лазером.
● При выполнении сварки лазерным лучом средней и высокой энергии необходимо использовать плазменный контроллер для удаления ионизированного газа вокруг расплавленной ванны, чтобы обеспечить повторное появление сварного шва.
● Эффективность преобразования энергии слишком низкая, обычно менее 10%.
● Сварной шов быстро затвердевает, и могут возникнуть опасения относительно пористости и хрупкости.
● Оборудование дорогое.
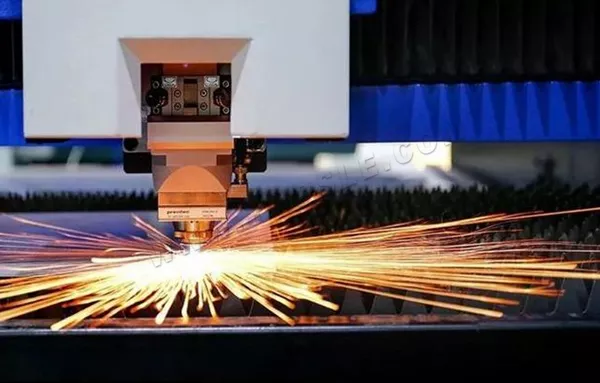
5. Приложение
Технология лазерной сварки широко используется в таких областях высокоточного производства, как автомобилестроение, судостроение, самолетостроение и высокоскоростное железнодорожное строительство, что значительно повысило качество жизни людей и вывело индустрию бытовой техники в эру прецизионного производства.
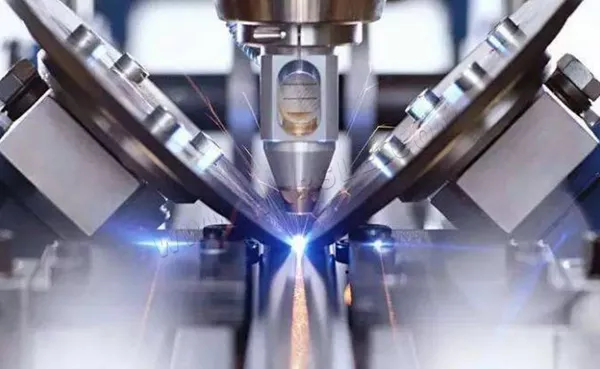
6. Преимущества гибридной сварки
Технология лазерной гибридной сварки обладает значительными преимуществами. Она обеспечивает более глубокое проплавление, увеличенный допуск на зазор и повышенную прочность сварного шва, а добавление присадочных материалов улучшает структуру сварного шва. Этот процесс минимизирует прожоги и наплывы на обратной стороне и имеет широкую область применения с меньшими инвестициями при использовании лазерной технологии. В лазерной сварке MIG в среде инертного газа он обеспечивает более высокую скорость, глубокое проплавление, меньшее тепловложение и прочные, узкие швы с минимальным выступом. Это обеспечивает стабильное производство, высокую готовность оборудования, сокращение времени подготовки и постобработки швов, сокращение времени сварки, снижение затрат, повышение эффективности и отличную совместимость с оптическим оборудованием.
Однако инвестиционные затраты на лазерную гибридную сварку в энергетическом оборудовании относительно высоки. С дальнейшим расширением рынка стоимость энергетического оборудования также снизится, и технология лазерной гибридной сварки найдет применение в более широких областях. Как минимум, лазерная гибридная сварка является весьма подходящим методом сварки алюминиевых сплавов и в долгосрочной перспективе станет основным инструментом сварочного производства.
Russia-Customer-Feedback-2.jpg)