








7 основных решений проблем с изгибом

В своем опыте работы с металлообработкой я сталкивался с различными проблемы с изгибом которые могут снизить производительность и качество. За годы работы я выделил семь основных решений изгиб Проблемы, которые могут помочь оптимизировать процесс и улучшить результаты. Понимание этих решений позволило мне эффективно устранять неполадки и повышать производительность гибочных операций. В этой статье я поделюсь семью основными решениями проблем гибки, предоставив знания, которые помогут как новичкам, так и опытным специалистам преодолевать трудности и добиваться точности гибки в своих проектах.
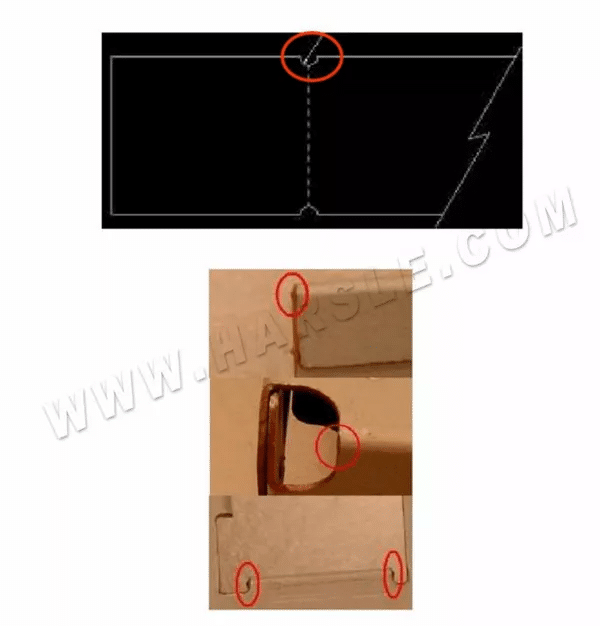
1. По обе стороны угла листового металла после изгибМеталлический материал будет выступать из-за экструзии. Ширина больше исходного размера, а величина выступа зависит от толщины используемого материала. Чем толще материал, тем больше точка выступа. Чтобы избежать этого явления, можно заранее сделать полуокружности по обе стороны от линии сгиба. Диаметр полуокружности предпочтительно должен быть более чем в 1,5 раза больше толщины материала. Если кромка материала предназначена для загиба, используется тот же метод.
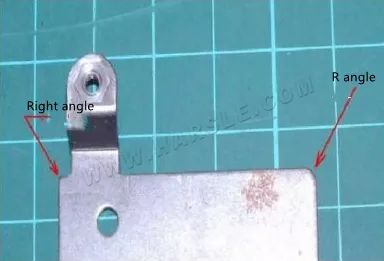
2. При гибке листового металла внутренний угол R предпочтительно должен быть больше или равен 1/2 толщины материала. Если угол R не задан, после нескольких пробивок прямой угол постепенно исчезнет, и угол R естественным образом сформируется. После этого длина угла R с одной или обеих сторон будет немного больше.

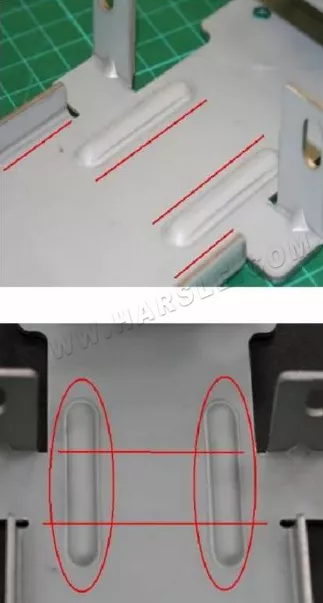
3. Листовой металл легко деформируется под действием силы после изгиба. Чтобы избежать деформации, в месте изгиба можно добавить соответствующее количество ребер жесткости, расположенных под углом 45 градусов, что повышает прочность, исходя из принципа отсутствия помех другим деталям.

4. Как правило, детали из листового металла сложно сохранять прямолинейность, если они длинные и узкие, и они более склонны к деформации под нагрузкой. Поэтому мы сгибаем один край в форме буквы L или два края в форме скругления, чтобы сохранить прочность и прямолинейность, но часто L-образные и круглые формы невозможно соединить от начала до конца. Что делать, если они по каким-либо причинам прерываются? Необходимое количество рёбер жёсткости для повышения прочности.
5. Лучше сделать узкое отверстие в переходе между плоской поверхностью и поверхностью изгиба или отогнуть край отверстия после изгиба. В противном случае образуются заусенцы. Ширина узкого отверстия должна быть предпочтительно в 1,5 раза больше толщины куска мяса. При вытягивании не забудьте или поленитесь не отметить угол R. Форма для вырубки прямоугольных и остроугольных изделий легко треснет. В дальнейшем подвешивание и шлифовка приведут к дополнительным потерям.

6. Если нет особых требований к углу металлического листа, чтобы он был 90-градусным, обязательно рассматривайте его как соответствующий угол R. Прямой угол на краю металлического листа легко может стать причиной острых выступов и порезов. В случае с матрицей, прямоугольный кончик подвержен трещинам из-за концентрации напряжений. В матрице легко треснуть на кончике, что приводит к необходимости ремонта формы и задержке массового производства. Даже если он не треснет, со временем из-за износа образуется угол R, который приводит к образованию заусенцев и дефектов.
7. Подол
Дисконтирование можно разделить на одностороннее и двустороннее. Если требуется точность, лучше использовать двустороннее, которое обеспечивает более высокую точность.
Высота сложенного края предпочтительно должна быть более 3 мм. (T: 1,0~1,2 мм) В противном случае размер будет нестабильным из-за слишком малого размера зажима.

● l При сгибании кромки детали на боковой стенке или внутренние выступы не должны располагаться слишком близко к нижней поверхности, предпочтительно более чем на 10 мм, иначе углы под выступами будут больше углов R с левой и правой стороны без использования пуансона. Угол R не является непрерывным, что может повлиять на внешний вид. Решением может быть вырубка углубления соответствующей длины на линии сгиба перед сгибанием, что улучшит внешний вид.

● l При сгибании края отверстие на боковой стенке не должно располагаться слишком близко к нижней поверхности, желательно более чем на 3 мм, иначе отверстие будет деформировано из-за изгиба. Решением может быть пробивание длинного отверстия длиной, равной длине отверстия и в 1,5 раза превышающей толщину материала на линии сгиба перед сгибанием. Его функция заключается в том, чтобы срезать зазор, не влияя на внешний вид отверстия.

Проблемы изгиба представляют собой серьёзную проблему в различных отраслях промышленности, влияя на эксплуатационные характеристики и долговечность конструкций и компонентов. Внедряя 7 основных решений проблем с изгибом— включая тщательный выбор материалов, оптимизацию конструкции, методы усиления, надлежащие системы поддержки, передовые производственные процессы, регулярное техническое обслуживание и использование метода конечных элементов — инженеры и проектировщики могут эффективно решать эти проблемы. Применение этих стратегий не только обеспечивает целостность конструкции, но и повышает общую эффективность и безопасность, открывая путь к более устойчивым и надежным системам.











