








Руководство по расчету допуска на изгиб для листогибочных прессов

Расчет правильной компоновки плоской модели имеет решающее значение для получения готовой детали хорошего качества. листогибочный пресс. Тем не менее, многие программисты САПР и ЧПУ понятия не имеют, как рассчитать необходимые значения. Много лет назад настоящие эксперты создавали шпаргалки и прикрепляли их к стене. Они учили новичков только применять результаты, показанные в шпаргалке, а не тому, как рассчитать числа. Что ж, теперь эти эксперты ушли на пенсию, и пришло время новому поколению научиться правильному расчёту развёртки. Вы также можете воспользоваться нашими калькулятор допуска на изгиб или калькулятор вычета изгиба чтобы легко получить результаты.
Рассчитать длину развёртки по трёхмерной детали на самом деле не так уж сложно. Хотя вы можете найти несколько различных формул, которые, как утверждается, позволяют это сделать. рассчитать Припуск на изгиб (см. определения изгиба) обычно рассчитывается по той же формуле, только с упрощённым указанием угла или коэффициента К. Да, и да, для расчёта припуска на изгиб необходимо знать коэффициент К.
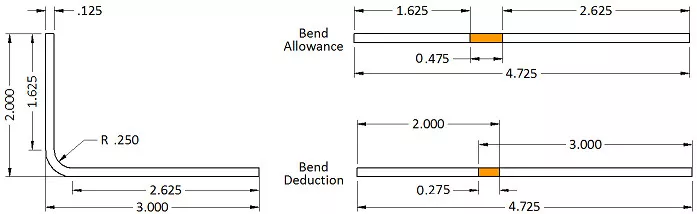
Возьмём в качестве примера простой L-образный кронштейн. У него две ножки: одна длиной 2 дюйма (5 см), другая — 3 дюйма (7,5 см), толщина материала 0,125 дюйма (3,5 см) и внутренний радиус изгиба 0,250 дюйма (6,5 см). Угол изгиба составляет 90 градусов. Чтобы найти длину в развёртке, измерение производится не от внутренней или внешней поверхности, а от нейтральной оси. Именно здесь используется коэффициент К. Коэффициент К представляет собой положение нейтральной оси в процентах от толщины материала. Для этого расчёта мы используем коэффициент К, равный 0,42, чтобы определить правильный допуск на изгиб и форму развёртки.
Формула (см. Формулы изгиба) имеет вид:
Допуск на изгиб = Угол * (π / 180) * (Радиус + К-фактор * Толщина).
Подставив наши числа, получаем: Допуск на изгиб = 90 * (π / 180) * (0,250 + 0,42 * 0,125) = 0,475″
Итак, длина развёртки составляет 1,625 дюйма + 2,625 дюйма + 0,475 дюйма, что равно 4,725 дюйма. Таким образом, если сложить длину развёртки всех фланцев и добавить один допуск на изгиб для каждой области изгиба, то получится правильная длина развёртки детали.
Теперь взгляните на чертеж внимательнее. В реальных конструкциях из листового металла размеры обычно указываются до пересечения фланцев — это называется линией литья. Поэтому для учёта площади каждого изгиба необходимо вычесть из общей суммы удвоенную толщину материала и радиус изгиба. Это значение называется отступом. В таких случаях использование компенсации изгиба часто оказывается более простым. Компенсация изгиба позволяет использовать размеры линии литья для каждого фланца, а затем корректировать итоговую величину, добавляя по одному значению компенсации на каждый изгиб. В данном случае компенсация составляет -0,275, поэтому после вычитания 5 дюймов (5 дюймов) становится 4,725 дюйма (4,725 дюйма).
Определения:
Допуск на изгиб = Угол * (π / 180) * (Радиус + K-фактор * Толщина)
Компенсация изгиба = Допуск на изгиб – (2 * Отступ)
Внутренний отступ = tan (Угол / 2) * Радиус снаружи
Отступ = tan (Угол / 2) * (Радиус + Толщина)
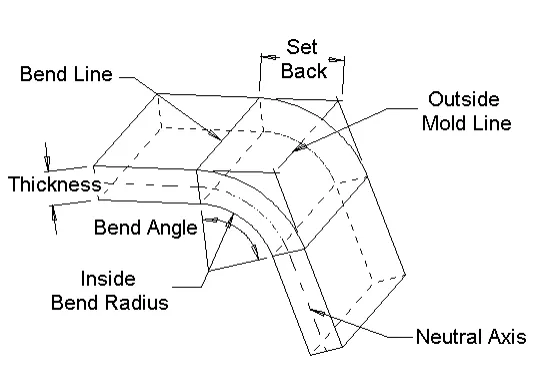
Допуск на изгиб – Длина дуги через область изгиба на нейтральной оси.
Угол изгиба – Внутренний угол дуги, образованной в результате операции гибки.
Компенсация изгиба – Степень растяжения или сжатия материала при изгибе. Предполагается, что всё растяжение или сжатие происходит в области изгиба.
Линии изгиба – Прямые линии на внутренней и внешней поверхностях материала, где граница фланца встречается с областью изгиба.
Внутренний радиус изгиба – Радиус дуги на внутренней поверхности области изгиба.
К-фактор – Определяет положение нейтральной оси. Измеряется как расстояние от внутренней части материала до нейтральной оси, делённое на толщину материала.
Линии пресс-формы – Для изгибов менее 180 градусов линии литья представляют собой прямые линии пересечения поверхностей фланца, ограничивающего область изгиба. Это происходит как на внутренней, так и на внешней поверхности изгиба.
Нейтральная ось – Если взглянуть на поперечное сечение изгиба, то нейтральная ось – это теоретическое положение, в котором материал не сжимается и не растягивается.
Отложить – Для изгибов менее 180 градусов отступ равен расстоянию от линий изгиба до линии формы.
Как рассчитать коэффициент «К»:
Насколько мне известно, формулы для расчёта k-фактора не существует. Конечно, где-то у какого-нибудь инженера-математика есть формула. Но, скорее всего, она слишком сложна для понимания или использования большинством из нас.
Коэффициент k — это процент толщины материала, при котором в зоне изгиба не происходит его растяжения или сжатия. Таким образом, ось является нейтральной!
Чем твёрже материал, тем меньше сжатие внутри изгиба. Следовательно, растяжение снаружи больше, и нейтральная ось смещается внутрь изгиба. Более мягкие материалы допускают большее сжатие внутри, и нейтральная ось остаётся ближе к центру толщины материала.
Радиус изгиба оказывает аналогичное влияние. Чем меньше радиус изгиба, тем больше потребность в сжатии, и нейтральная ось смещается внутрь изгиба. При большем радиусе нейтральная ось остаётся вблизи центра толщины материала.
| Общие К-факторы | Алюминий | Сталь | |
| Радиус | Мягкие материалы | Средние материалы | Твердые материалы |
| Воздушная гибка | |||
| 0 до толщины | 0.33 | 0.38 | 0.40 |
| Толщина до 3×толщины | 0.40 | 0.43 | 0.45 |
| Больше 3×толщины | 0.50 | 0.50 | 0.50 |
| Дно | |||
| 0 до толщины | 0.42 | 0.44 | 0.46 |
| Толщина до 3×толщины | 0.46 | 0.47 | 0.48 |
| Больше 3×толщины | 0.50 | 0.50 | 0.50 |
| Чеканка | |||
| 0 до толщины | 0.38 | 0.41 | 0.44 |
| Толщина до 3×толщины | 0.44 | 0.46 | 0.47 |
| Больше 3×толщины | 0.50 | 0.50 | 0.50 |
В качестве приблизительного значения К-фактора для гибки в воздухе вместо таблицы можно использовать следующую формулу:
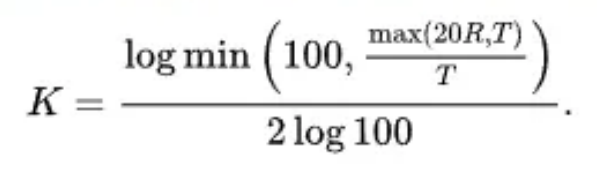
Схема и формулы расчета припуска на изгиб
Чтобы помочь вам проще и быстрее освоить формулу расчёта развёрнутой длины изгиба, мы привели четыре таблицы распространённых коэффициентов, проиллюстрировали шестнадцать формул расчёта развёрнутой длины изгиба и привели несколько примеров для лучшего понимания. Надеюсь, что следующая информация будет вам полезна на практике. Если у вас есть вопросы, пожалуйста, свяжитесь с нами.
| Ширина V-образной канавки\толщина пластины | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | Самый короткий размер |
| В4 | 0.9 | 1.4 | 2.8 | ||||||||||
| V6 | 1.5 | 1.7 | 2.0 | 4.5 | |||||||||
| В7 | 1.8 | 2.1 | 2.4 | 5.0 | |||||||||
| V8 | 1.9 | 2.2 | 2.5 | 5.5 | |||||||||
| В10 | 2.1 | 2.3 | 2.7 | 7.0 | |||||||||
| В12 | 2.2 | 2.5 | 2.8 | 3.4 | 8.5 | ||||||||
| В14 | 3.5 | 3.8 | 6.4 | 6.8 | 10.0 | ||||||||
| В16 | 3.1 | 3.8 | 4.5 | 5.0 | 11.0 | ||||||||
| В18 | 3.3 | 4.0 | 13.0 | ||||||||||
| В20 | 4.0 | 4.9 | 5.1 | 6.6 | 7.2 | 7.8 | 14.0 | ||||||
| В25 | 4.4 | 5.0 | 5.5 | 6.8 | 7.8 | 8.3 | 16.5 | ||||||
| В32 | 5.0 | 5.5 | 6.1 | 8.7 |
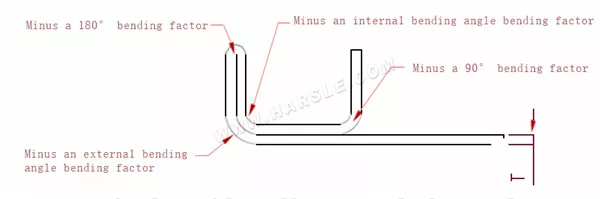
Примечание: Если графический размер детали отмечен отрицательным допуском, то значение коэффициента изгиба можно увеличить, как показано в таблице, красную часть можно увеличить до: 2,8; 2,82; 3,4; 3,43 или 3,44:4,5; 4,6; 5,5:5,6.
| Толщина мм\угол | канавка формы ширина | 90° | Внутренний угол | Внешний угол | 180° | ||
| 1.5 | В10 | 3.0 | 3.2 | 4.1 | 0.8 | ||
| 2.0 | В12 | 3.8 | 3.7 | 4.6 | 1.0 | ||
| 2.5 | В16 | 4.5 | 4.8 | 6.1 | 1.3 | ||
| Толщина мм\угол | 30° | 45° | 60° | 120° | 135° | 145° | |||||||||
| 1.0 | 0.35 | 0.7 | 1.1 | 1.0 | 0.6 | 0.4 | |||||||||
| 1.2 | 0.4 | 0.8 | 1.2 | 1.0 | 0.6 | 0.4 | |||||||||
| 1.5 | 0.5 | 1.0 | 1.6 | 1.4 | 0.9 | 0.6 | |||||||||
| 2.0 | 0.6 | 1.2 | 2.0 | 1.7 | 1.1 | 0.7 | |||||||||
| 2.5 | 0.8 | 1.6 | 2.6 | 2.2 | 1.4 | 0.85 | |||||||||
| 3.0 | 1.0 | 2.2 | 3.4 | 2.8 | 2.0 | 1.2 | |||||||||
| 4.0 | 3.7 | 2.4 | 1.4 | ||||||||||||
| Толщина мм | 0.5 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | |||||
| Технологическое отверстие мм | 1.Никаких отверстий 2.Можно открыть отверстие φ2 | φ2 | φ2.5 | φ3.0 | φ3.5 | φ4.0 | φ5.5 | φ6.0 | φ7.0 | ||||||
Примечание: Если есть особые требования, можно использовать большую диафрагму.
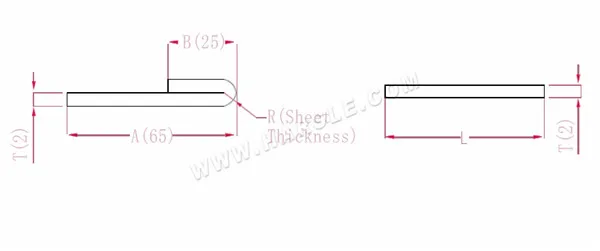
Схема и формула расчета для одноповоротного
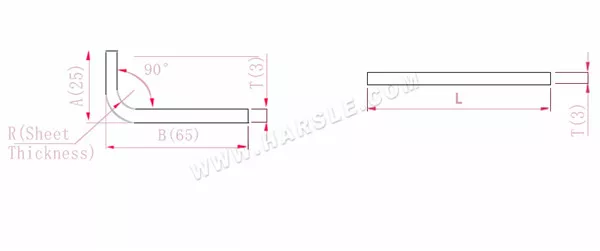
А, В — длина гиба заготовки
P'—коэффициент изгиба кромки (коэффициент изгиба: один коэффициент минус один изгиб)
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Расширенная длина L=A+B-P', то есть L=25+65-5,5=84,5
Согласно таблице 1, толщина пластины составляет 3, нижний штамп — V25, коэффициент изгиба — 5,5.
Примечание: Согласно таблице 1, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
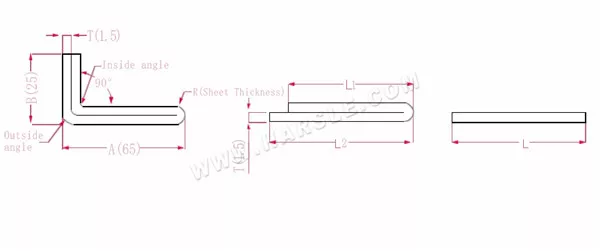
Схема и расчетная формула двухколенника
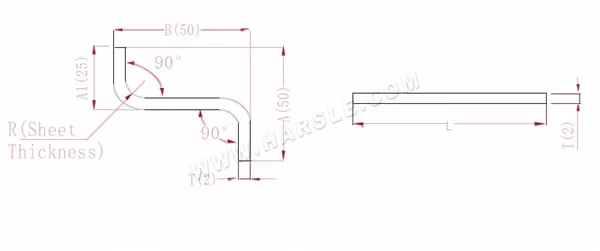
А(А1), В — длина гиба заготовки
P'—коэффициент изгиба кромки (коэффициент изгиба: один коэффициент минус один изгиб)
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Расширенная длина L=A+T+B-2*P', что составляет L=50+2+50-2*3,4=95,2
Согласно таблице 1, толщина пластины составляет 2, нижний штамп — V12, а коэффициент изгиба — 3,4.
Примечание: Согласно таблице 1, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
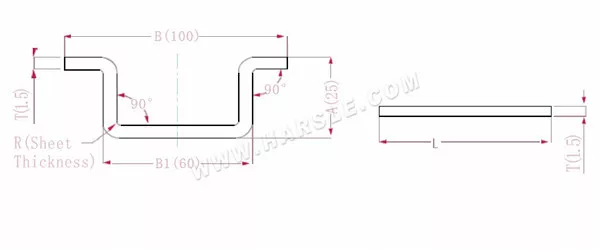
Схема и расчетная формула трехколесного

А(А1), В(В1)-длина гиба заготовки
P'—коэффициент изгиба кромки (коэффициент изгиба: один коэффициент минус один изгиб)
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Расширенная длина L=A+T+B+T-3*P', что составляет L=50+2+90+2-3*3,4=133,8
Согласно таблице 1, толщина пластины составляет 2, нижний штамп — V12, а коэффициент изгиба — 3,4.
Примечание: Согласно таблице 1, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
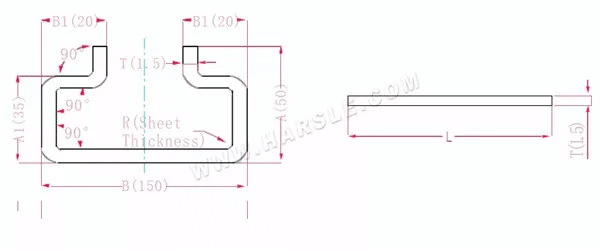
Схема и расчетная формула четырехколенника
А, В (В1)-длина гиба заготовки
P'—коэффициент изгиба кромки (коэффициент изгиба: один коэффициент минус один изгиб)
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Расширенная длина L=A+A+B+T+T-4*P', что составляет l = 25+25+100+1,5+1,5-4 * 2,8 = 141,8
Согласно табл. 1 толщина пластины составляет 1,5, нижний штамп — V12, коэффициент изгиба — 2,8.
Примечание: Согласно таблице 1, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
Схема и расчетная формула шестиколесного
А(А1), В(В1)-длина гиба заготовки
P'—коэффициент изгиба кромки (коэффициент изгиба: один коэффициент минус один изгиб)
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Длина расширения L=A+T+A+T+B+B1+B1-6*P'
что равно l = 50+1,5+50+1,5+150+20+20-6 * 2,8 = 276,2
Согласно табл. 1 толщина пластины составляет 1,5, нижний штамп — V12, коэффициент изгиба — 2,8.
Примечание: Согласно таблице 1, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
Схема и формула расчета изгиба на 180 градусов
А, В — длина гиба заготовки
P'—коэффициент изгиба сплющивающегося галтеля
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Расширенная длина L=A+B-P', то есть L=25+65-1=89
Согласно таблице 2, толщина пластины равна 2, нижний штамп — V12, а коэффициент изгиба — половина толщины пластины.
Примечание: Согласно Таблице 2, выбор различных нижних штампов имеет различные коэффициенты изгиба и различную толщину пластины.
Схема и расчетная формула двухслойного изгиба
А, В — длина гиба заготовки
P1— коэффициент изгиба внутреннего угла
P2— коэффициент изгиба внешнего угла изгиба
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Расширенная длина L1=(A-1,5) +(B-1,5)-P1, что составляет L1= (65-1,5) +(25-1,5)-3,2=83,8
L2=A+B-P2, что равно L2=65+25-4,1=85,9
L=L1+L2-T/2, что равно L=83,8+85,9-0,75=168,95
Согласно таблице 2 толщина пластины составляет 1,5, нижний штамп — V12, коэффициент гиба внутреннего угла — 3,2, коэффициент гиба внешнего угла — 4,1, коэффициент гиба на 180° — 0,75.
Примечание: Согласно таблице 2, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
Схема и расчетная формула двухслойного изгиба с одним ребром
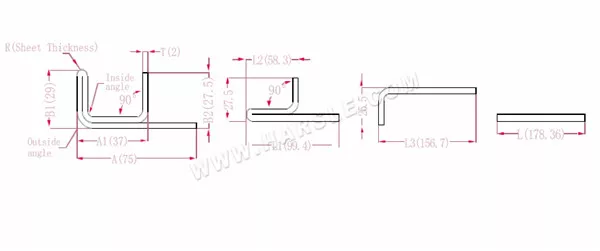
A, A1, A2, B1, B2, L, L1, L2, L3 — длина гибки заготовки
P1— коэффициент изгиба внутреннего угла
P2— коэффициент изгиба внешнего угла изгиба
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Расширенная длина L1=(A1-T) +(B2-T)-P1, что составляет L1= (35-2) +(34-2)-3,7=61,3
L2=(B1-T) +(A2-T)-P1, что равно L2= (50-2) +(34-2)-3,7=76,3
L3=A+B1+B2-2*P2, что равно L3=70+35+50-2*4,6+145,8
L=L1+L2+L3-2*P3, что равно L=61,3+75,3+145,8-2*1=280,4
Согласно таблице 2, толщина пластины равна 2, нижний штамп — V12, коэффициент гибки внутреннего угла — 3,7, коэффициент гибки внешнего угла — 4,6, коэффициент гибки под углом 90° — 1.
Примечание: Согласно таблице 2, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
Схема и расчетная формула двухслойного изгиба по двум кромкам
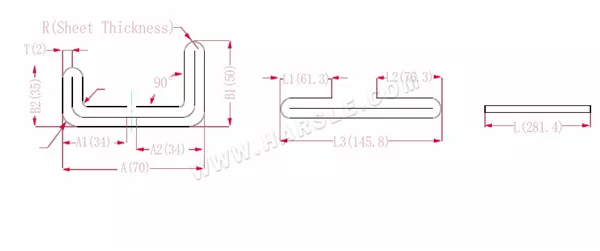
A, A1, A2, B1, B2, L, L1, L2, L3 — длина гибки заготовки
P1— коэффициент изгиба внутреннего угла
P2— коэффициент изгиба внешнего угла изгиба
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Расширенная длина L1=(A1-T) +(B2-T)-P1, что составляет L1= (35-2) +(34-2)-3,7=61,3
L2=(B1-T) +(A2-T)-P1, что равно L2= (50-2) +(34-2)-3,7=76,3
L3=A+B1+B2-2*P2, что равно L3=70+35+50-2*4,6+145,8
L=L1+L2+L3-2*P3, что равно L=61,3+75,3+145,8-2*1=280,4
Согласно таблице 2, толщина пластины равна 2, нижний штамп — V12, коэффициент гибки внутреннего угла — 3,7, коэффициент гибки внешнего угла — 4,6, коэффициент гибки под углом 90° — 1.
Примечание: Согласно таблице 2, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
Схема и расчетная формула ступенчатого изгиба

А, В — длина гиба заготовки
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Длина в разложенном виде L=A+1
Примечание: Если шаг равен толщине двух пластин, добавьте 0,5 для каждого шага и 1 для каждого уступа.
Схема и расчетная формула гибки специального угла 1
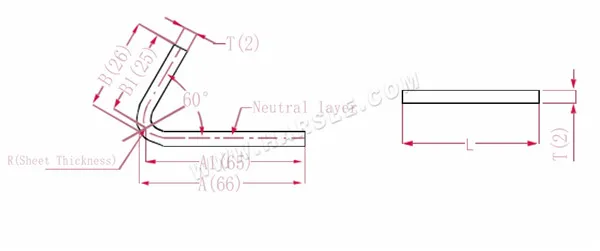
А(А1), В(В1)-длина гиба заготовки
P'—коэффициент изгиба кромки (коэффициент изгиба: один коэффициент минус один изгиб)
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Длина расширения L=(AT) +(BT)-P', что составляет L= (66-1) +(26-1)-2=65+25-2=88
Согласно таблице 3, толщина пластины равна 2, нижний штамп — V12, а коэффициент изгиба 60 равен 2.
Примечание: Согласно таблице 3, в качестве длины и ширины гиба выбирается нейтральный слой.
Схема и расчетная формула гибки специального угла 2
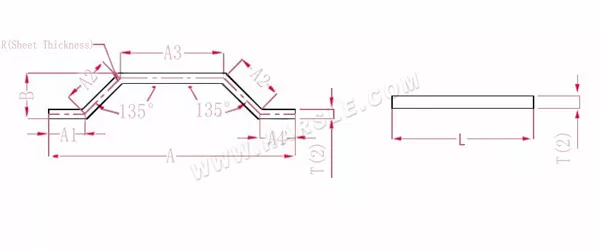
А (А1, А2, А3, А4), В — длина гибки заготовки
P — коэффициент изгиба 135 углов изгиба
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Длина расширения L = A1+A2+A3+A2+A4-PP.
Примечание: при том же давлении изгиба достаточно уменьшить только два коэффициента.
Согласно таблице 3: толщина пластины равна 2, нижний штамп — V12, коэффициент изгиба при 135° равен 1,1.
Схема и расчетная формула гибки специального угла 3

А (А1, А2), В (В1, В2)-длина гибки заготовки
P1 — коэффициент изгиба 120°
P2 — коэффициент изгиба 145°
P3 — коэффициент изгиба 90°
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
Примечание: если на форме указан размер графики, то при расчете длины развертки размер формы следует преобразовать в размер нейтрального слоя;
Длина расширения L=A11+B11+B21+A21-P1-P2-P3, что составляет l = 80+50+103+70-1,7-0,7-3,4 = 297,2
Согласно таблице 3: толщина пластины составляет 2, нижний штамп — V12, коэффициент изгиба под углом 120° составляет 1,7, коэффициент изгиба под углом 145° составляет 0,7, а коэффициент изгиба под углом 90° составляет 3,4.
Примечание: Согласно таблице 3, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
Схема и расчетная формула общего присоединения 1
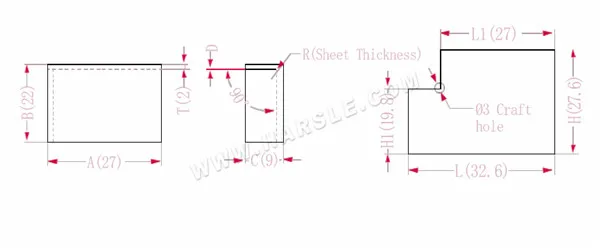
А, В, С — длина, ширина и высота кромки гиба заготовки
P— коэффициент изгиба
R — изгиб и скругление (обычно толщина пластины)
H(H1), l (L1)-развернутая длина каждой стороны
T— толщина материала
D — зазор при гибке (обычно 0~0,5)
Расширенная длина L1=A, то есть L1=27
L=A+CP, что равно L=27+9-3,4=32,6
H1=BTD, то есть H1=22-2-0,2=19,8. Примечание: D равен 0,2.
H=B+CP, что равно H=22+9-3,4=27,6
Согласно Таблице 1: толщина пластины равна 2, нижний штамп равен V12, а коэффициент изгиба равен 3,4.
Примечание: Согласно таблице 1, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
Схема и расчетная формула общего присоединения 2
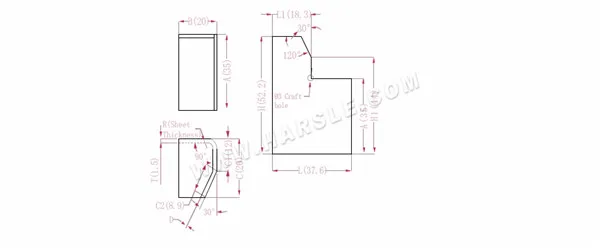
А, В, С — длина, ширина и высота кромки гиба заготовки
H(H1), L (L1)-развернутая длина каждой стороны
P — коэффициент изгиба 90° P1 — коэффициент изгиба 30°
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
D — зазор при гибке (обычно 0~0,5)
Расширенная длина L1=BTD, то есть L1=20-1,5-0,2=18,3
L=B+C1+C2-P-P1, что равно L=20+12+8,9-2,8-0,5=37,6
H1 = C1 + APD, то есть H1 = 12 + 35 - 2,8 - 0,2 = 44. Примечание: D = 0,2.
H=A+CP, что равно H=35+20-2,8=52,2
Согласно таблице 1: толщина пластины составляет 1,5, нижний штамп — V12, коэффициент гибки — 2,8, коэффициент 30-го изгиба — 0,5.
Примечание: Согласно таблице 1, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.
Схема и расчетная формула общего присоединения 3
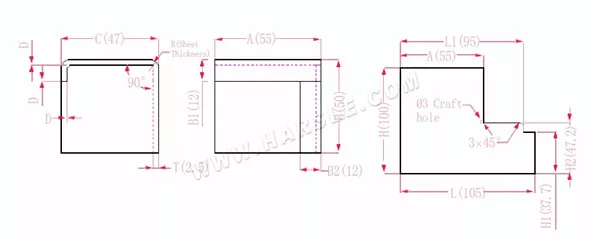
А, В, С — длина, ширина и высота кромки гиба заготовки
H(H1), L (L1)-развернутая длина каждой стороны
P— коэффициент изгиба
R — изгиб и скругление (обычно толщина пластины)
T— толщина материала
D — зазор при гибке (обычно 0~0,5)
Длина в развёрнутом виде H1=B-B1-D, то есть H1=50-12-0,3=37,7. Примечание: D равен 0,2.
H2=BTD, что равно H2=50-2,5-0,3=47,2
H=B+C+B1-2*P, что равно H=50+47+12-2*4,5=100
L1=A+CTDP, что равно L1=55+47-2,5-0,3-4,5=94,7
L=A+C+B2-2*P, что равно L=55+47+12-2*4,5=105
Согласно Таблице 1: толщина пластины 1,5, нижний штамп V16, коэффициент изгиба 4,5.
Примечание: Согласно таблице 1, различные коэффициенты изгиба нижних штампов и различные толщины пластин различны.

Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)

