








Гидравлический листогибочный пресс: диагностика и анализ неисправностей
По моему обширному опыту работы с гидравлические листогибочные прессыЯ сталкивался с различными неисправностями, которые могут нарушить работу оборудования и повлиять на качество гибки. Точная диагностика этих проблем критически важна для минимизации простоев и поддержания производительности. За годы работы я разработал системный подход к диагностике и анализу неисправностей, что позволяет мне выявлять распространённые проблемы, такие как утечки в гидравлической системе, проблемы с центровкой и износ компонентов. В этой статье я поделюсь своими наблюдениями о гидравлический листогибочный пресс Анализ диагностики и устранения неисправностей, предоставление практических советов и решений, помогающих операторам эффективно решать эти проблемы и повышать производительность своих машин.
Гидравлический листогибочный пресс

Скорость обратного хода ползуна низкая, что приведет к снижению эффективности производства листового металла. гибочная машина и влияют на эффективность производства предприятия. В данной работе анализируются причины выхода из строя гидравлического листогибочного станка, проводится комплексная диагностика и устранение неисправности, что даёт новые представления о методах устранения связанных с этим неисправностей в будущем и имеет практическое значение для повышения эффективности производства предприятия.
Технические параметры
Гидравлический гибочный станок для листового материала модели wc67y-125t /3200, номинальное давление 1250 кН, длина стола 3200 мм, ход ползуна 120 мм, скорость хода ползуна вниз/внутрь/наружу быстрая 36/9/45 мм/с, максимальное рабочее давление гидравлической системы 20 МПа.
Принцип работы
Благодаря взаимодействию гидравлической системы трансмиссии листогибочного пресса и электрической системы управления этот станок может заставить ползунок реализовать рабочий цикл быстрого, медленного, поддержания давления, сброса давления и обратного хода, чтобы соответствовать требованиям гибки заготовки.
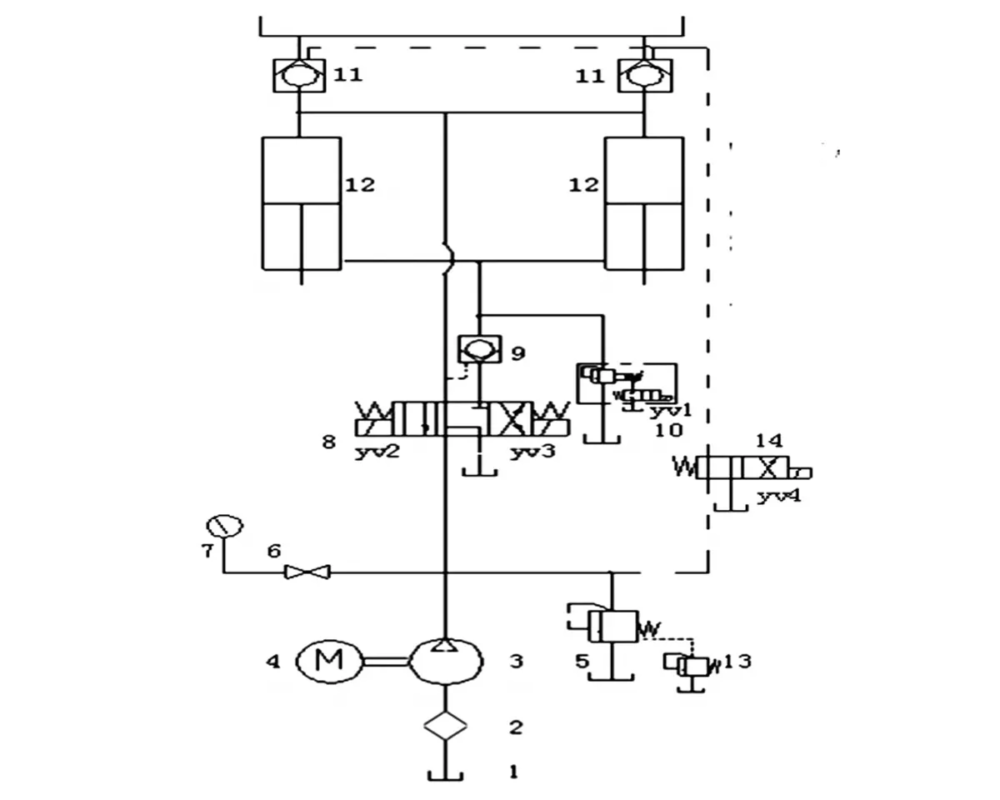
1) Быстрое опускание. Электромагнитный реверсивный клапан 8 (YV2), электромагнитный перепускной клапан 10 (YV1). Подача масла: масло, поступающее из масляного насоса 3, через клапан 8 поступает в верхнюю камеру двух масляных цилиндров 12, толкая штоки поршней двух масляных цилиндров и перемещая ползун вниз. Управление маслом в масляном контуре обеспечивает открытие обратного клапана управления жидкостью 9 и клапана подачи жидкости 11.
При опускании ползуна клапан 11 обеспечивает высокую подачу масла, обеспечивая быстрое опускание ползуна. Возврат масла: масло из нижней камеры двух масляных цилиндров возвращается в масляный бак через электромагнитный перепускной клапан 10 раз.
2) Замедление ползуна. Питание электромагнитного клапана 8 (YV2), двух четырёхходовых клапанов 14 (YV4). Масло: Масло, поступающее из масляного насоса 3, через клапан 8 поступает в верхнюю камеру двух масляных цилиндров 12, толкая штоки поршней двух масляных цилиндров, приводя ползун вниз. Управление маслом в масляном контуре осуществляется открытием обратных клапанов гидравлического управления 9. Возврат масла: Масло из нижней камеры двух масляных цилиндров 12 возвращается в масляный бак через обратный клапан с жидкостным управлением 9 и электромагнитный распределитель 8.
3) Удержание напряжения в системе. Управляемое реле времени KTI, удержание ползуна под давлением обеспечивает формовку и гибку заготовки. Время удержания под давлением регулируется.
4) Сброс давления в системе. Чтобы снизить обратное воздействие на ползун, Yv2 на короткое время отключается перед обратным ходом ползунка. Сначала осуществляется сброс давления в системе, а затем обратный ход ползунка. Время сброса давления можно регулировать.
5) Возврат ползуна. Электромагнитный реверсивный клапан 8 привода YV3. Подача масла: масло поступает из масляного насоса 3 через электромагнитный направляющий клапан 8 и гидравлический односторонний клапан 9 в нижнюю камеру двух цилиндров 12, толкая оба цилиндра, шток толкает ползун назад. Одновременно управляйте маслом в масляном тракте через двухпозиционный четырёхходовой реверсивный клапан 14, открывая гидравлический односторонний клапан 11, чтобы подготовить масло к возврату из верхней камеры.
Возврат масла: масло из верхней камеры 12 цилиндров напрямую возвращается в масляный бак через 11-й гидравлический регулирующий односторонний клапан, что обеспечивает быстрый возврат ползуна.
6) Регулировка рабочего давления в системе. В зависимости от давления, необходимого для работы гидравлического листогибочного пресса, это можно осуществить с помощью ручки дистанционного регулятора давления 6. После регулировки необходимо закрыть крышку за ручкой и отрегулировать клапан высокого давления 5 перед выпуском с завода. Максимальное рабочее давление в системе не должно превышать 20 МПа.
Анализ причин отказов
Анализируя принципиальную схему работы и рабочий процесс гидравлической системы гидравлического листогибочного пресса, можно выделить следующие причины медленного возврата ползуна: 1) неплотно прилегают гидроцилиндр и поршень, что приводит к взаимной утечке между верхней и нижней камерами. 2) перепускной электромагнитный клапан 10 заблокирован и неплотно закрыт. 3) не установлен на место односторонний клапан гидроуправления 9. 4) засорение того же демпфирующего отверстия сердечника 11 одностороннего клапана гидроуправления приводит к плохому возврату масла. 5) сильный износ сердечника 8 электромагнитного реверсивного клапана, что приводит к отказу реверса.
Диагностика неисправностей и меры по их устранению
1) Проанализируйте рабочее состояние гидравлического листогибочного пресса. Ползун в норме для быстрого прессования листового материала, и на внешней поверхности гидроцилиндра нет утечек. Следовательно, можно исключить утечки из верхней и нижней полостей гидроцилиндра, а также отсутствие обратных клапанов гидроуправления 9.
2) Отрегулируйте давление электромагнитного перепускного клапана 10, когда цилиндр пересечения давления совершает обратный ход, при этом показания манометра будут соответственно регулярно изменяться, так что производительность электромагнитного перепускного клапана 10 будет нормальной.
3) Проверьте и проверьте гидравлический регулирующий односторонний клапан 11. В демпфирующем отверстии сердечника клапана нет засорения, и клапан 11 открывается и закрывается на месте с нормальной производительностью.
Проверяя, сравнивая и проверяя вышеперечисленные условия по отдельности, мы можем практически исключить их влияние на неисправность, что позволяет предварительно определить, что неисправность электромагнитного распределителя 8 является причиной медленного возврата гибочного станка. В результате капитального ремонта электромагнитного распределителя 8 был выявлен значительный износ поверхности сердечника электромагнитного распределителя 8, что привело к блокировке электромагнитного распределителя 8 в процессе возврата YV3, что привело к необходимости подачи гидравлического масла в электромагнитный распределитель и однонаправленное гидравлическое управление.
Шток 12 нижнего клапана 9–8 цилиндра приводит в движение ползун на обратном пути. Из-за серьёзных потерь в сердечнике клапана 8, направляющий механизм не достигает заданного положения, давление гидравлического масла в ползунке недостаточно, что приводит к низкой скорости обратного хода. Замените электромагнитный направляющий клапан 8 и проведите пробную проверку. Скорость обратного хода увеличится, клапан 1 будет работать нормально.
Заключение
Подводя итог, можно сказать, что для устранения неисправностей гидравлического листогибочного пресса необходимо освоить конструкцию и принцип работы гидравлической системы и связанных с ней гидравлических компонентов, иметь глубокое понимание работы каждого гидравлического компонента во время соответствующего рабочего хода гидравлического оборудования и точно выявлять неисправности оборудования, наблюдая за неисправностями оборудования.
Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)


