








Каковы наиболее распространённые дефекты гнутых деталей?

Как опытный специалист в области металлообработки, я часто сталкиваюсь с проблемами, связанными с гнутыми деталями. Понимание распространённых дефектов гнутых деталей крайне важно для обеспечения высокого качества производства и минимизации отходов. В этой статье я расскажу о типичных дефектах, с которыми мы сталкиваемся, таких как коробление, трещины и неправильные углы, а также о причинах их возникновения. Выявляя эти проблемы на ранних этапах процесса, мы можем внедрить эффективные решения и улучшить наши методы гибки. Присоединяйтесь ко мне, и мы подробно рассмотрим распространенные дефекты, которые могут повлиять на целостность гнутых деталей, а также способы их эффективного устранения.
Распространенные дефекты и меры по их устранению для гнутых деталей
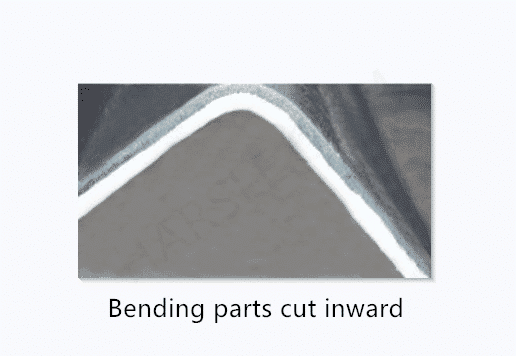
⒈Излом при изгибе: После резки или вырубки материал часто имеет заусенцы или мелкие трещины на кромках. При изгибе возникает концентрация напряжений, что приводит к разрушению заготовки. На следующем рисунке показано, как заготовка разрушается при её разрушении, а место образования трещины находится в месте её сдвига. Ремень и роликовый ремень.
Технические меры, принимаемые для этого, следующие:
①Заготовка после резки или штамповки гарантированно разрезается в направлении изгиба, то есть под давлением, как показано на рисунке, эффект формовки лучше.

②Перед изгибом заготовку зачищают от заусенцев, а изгиб можно отшлифовать ручной шлифовальной машиной.
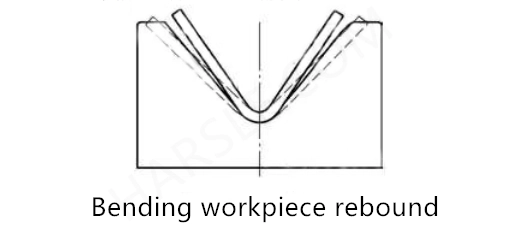
⒉ Отскок:В процессе гибки металлического материала одновременно наблюдаются как пластическая, так и упругая деформация. В конце гибки происходит отскок, обусловленный восстановлением упругой деформации, как показано на рисунке. Явление отскока напрямую влияет на размерную точность заготовки и должно контролироваться.
Технические меры, принимаемые для этого, следующие:
①Метод компенсации угла. Если заготовка изгибается под углом 90°, нижний угол раскрытия гибочного станка можно выбрать равным 78°.
②Длительность воздействия давления увеличивает метод коррекции. В конце гибки коррекция давления выполняется для увеличения времени контакта между верхней формой и нижней канавкой гибочной машины, что увеличивает степень пластической деформации в скругленном углу нижней канавки, благодаря чему тенденция волокна к отскоку в зоне растяжения и сжатия противодействует друг другу, тем самым уменьшая отскок.
⒊ Выпуклость:При гибке пластин средней толщины (толщиной t≥6 мм) ситуация особая. В процессе гибки волокна в области линии гиба удлиняются, что приводит к образованию выпуклости на скруглённом углу. При осмотре заготовки в цехе видно, что размер скруглённых выступов увеличивается с увеличением толщины пластины. Для некоторых заготовок с высокими требованиями к качеству скруглённые выступы могут повлиять на точность размеров при сварке или сборке и требуют устранения технологическими средствами.
Технические меры, принимаемые для этого, следующие:
① Если для резки используется оборудование для горячей резки, мастер сделает внутреннюю вогнутую дугу, центрированную на линии изгиба, при этом линия изгиба будет служить центром, и удалит лишний лист, как показано на рисунке, где R — радиус дуги.
② Для заготовок, которые не подвергались резке листового металла, гнутые детали После гибки заготовка шлифуется вручную до необходимой точности размеров. Если требуется высокая точность сборки, заготовку необходимо фрезеровать.

⒋Слайд:
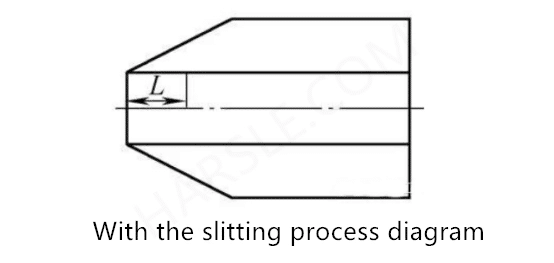
① Случай 1: Линия гиба и линия края заготовки не параллельны при гибке, то есть один конец имеет точку опоры на нижнем пазу гибочного станка, а другой конец не имеет точки опоры. Заготовка показана на рисунке, где L — длина пропила.
②Случай 2: Линия сгиба сгибаемой детали параллельна краевой линии сгибаемых деталей, но на нижнем пазу гибателя с обоих концов отсутствуют точки опоры.
Технические меры, принимаемые для этого, следующие:
① Увеличьте глубину обработки пропила.
Для случая 1: мастер добавляет к линии вырубки прорезь по направлению линии гиба заготовки, длина которой равна длине заготовки: линия гиба смещена наружу, а ширина смещения составляет половину ширины нижнего паза гибочного станка.
②Увеличение обработки маржи.
Случай 2: мастер увеличивает размер карты вырубки таким образом, чтобы кромка имела точку опоры в нижнем пазу гибочного станка для обеспечения необходимого изгиба. После завершения гибки припуск на резку обрабатывается в соответствии с чертежом изделия, а отверстие для резки подрезается в соответствии с требованиями к качеству изделия.
⒌ Вмятины или царапины:При гибке заготовка сжимается верхним штампом и нижним пазом гибочного станка, образуя вмятины или проскальзывания различной степени. Как правило, шероховатость поверхности деталей из углеродистой стали невысокая, и небольшие дефекты не оказывают на них влияния.
①Для материала из углеродистой стали увеличьте ширину нижней канавки, чтобы увеличить радиус формирующегося галтеля и уменьшить выдавливание нижней канавки на заготовку.
②Для специальных материалов из нержавеющей стали подготовьтесь к гибке заранее, положив бумагу на нижний паз гибочного станка. Если обе стороны заготовки требуют защиты, её можно раздвинуть по направлению линии гиба. При наличии более благоприятных производственных условий можно использовать противовдавливающую прокладку.











