Угол гибки R и выбор V-образной канавки
В этой статье я рассмотрю тему угла гиба R и выбора V-образной канавки, уделив особое внимание тому, как эти факторы влияют на качество и точность гибки металла. Понимание правильного угла гиба R и выбора V-образной канавки имеет решающее значение для достижения оптимальных результатов при изготовлении. Я поделюсь своими знаниями о передовых методах выбора правильных углов и канавок, а также о влиянии этих факторов на свойства материала и качество готовой продукции. Присоединяйтесь ко мне, чтобы обсудить эти важные аспекты металлообработки и их влияние на наши проекты.
Понимание Угол изгиба R
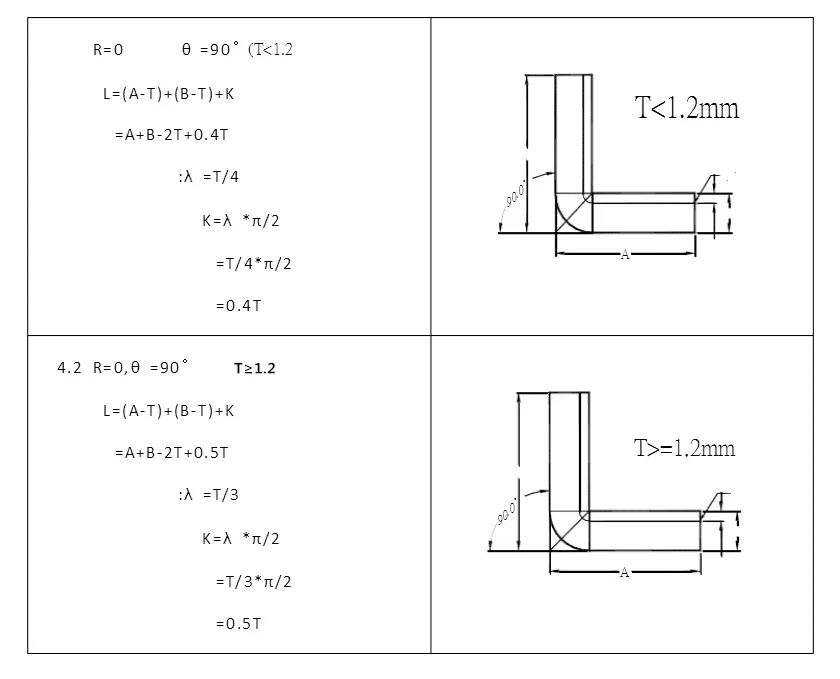
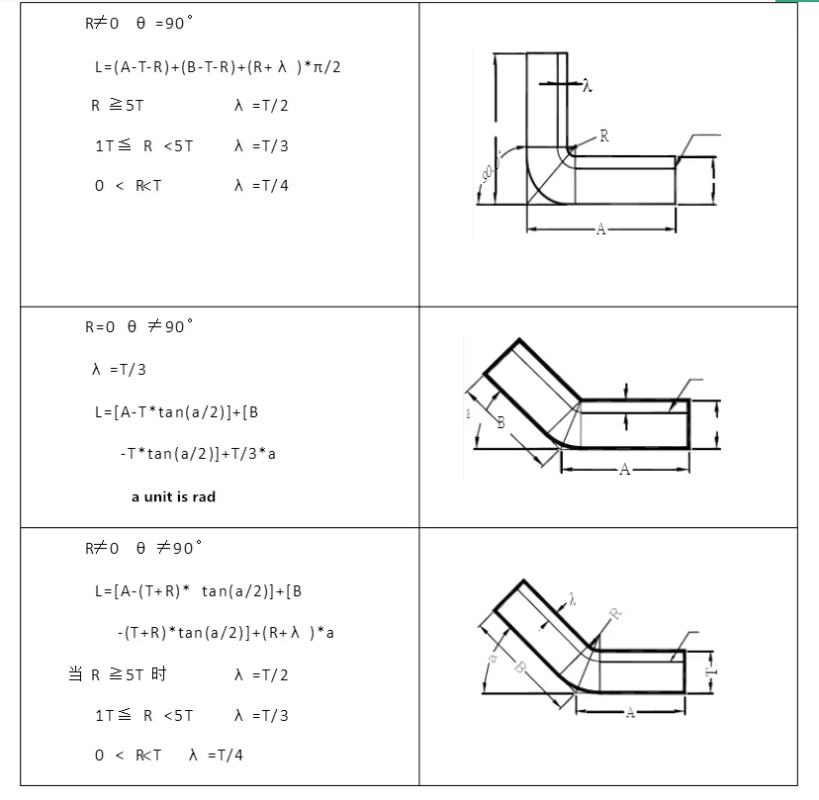
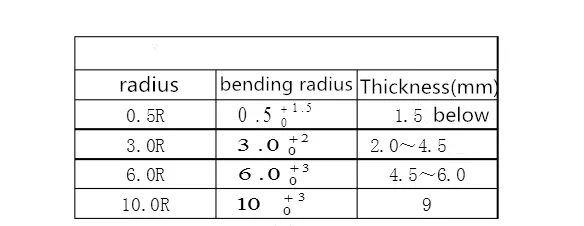
Угол гиба R – это радиус гиба, который играет важную роль в определении качества и прочности готового изделия. Правильно выбранный радиус гиба помогает предотвратить разрушение материала, такое как растрескивание или деформация, в процессе гибки. Общее правило заключается в выборе радиуса гиба, пропорционального толщине изгибаемого материала.

Угол гибки листового металла R является ключевым фактором, влияющим на коэффициент гибки, и на угол гибки R влияет множество факторов, таких как толщина листового металла, материал листового металла, угол верхней гибочной формы, угол нижней гибочной формы, давление гибки, рабочая температура и т. д.
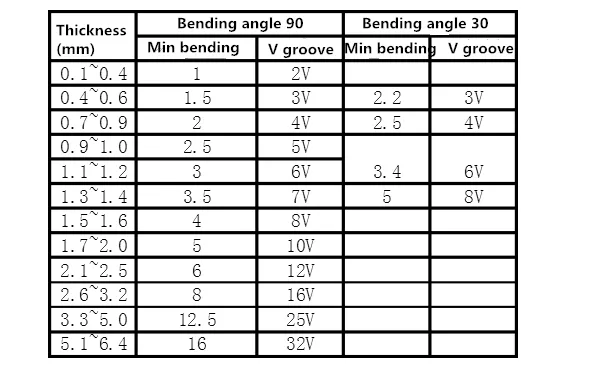
1. Толщина листа: В реальных условиях эксплуатации толщина листа больше, а гибочная кромка больше. Как известно, чем толще лист, тем больше давление гибки и больше V-образный паз.
2. Листовой материал: У листов разных типов при одинаковой толщине коэффициент изгиба практически не отличается. Это доказывает, что характеристики материала влияют на угловой изгиб. Материал обладает свойством сопротивления изгибу и может напрямую влиять на радиус изгиба. Материал влияет на радиус изгиба, но мало влияет на фактическое использование.
3. Скругление верхнего штампа: обычное скругление гибочного штампа не превышает R1, а минимальное скругление гибочного штампа не менее 1, что не оказывает существенного влияния на необязательный радиус гибки. Для листового металла со скруглением меньше 1 или больше 1, которое не определяется скруглением верхнего штампа. Следовательно, скругление верхнего штампа напрямую влияет на радиус гибки.
4. Давление гибки: чем толще листовой металл, тем выше его способность противостоять изгибу. В этом случае необходимо регулировать давление. Давление гибки не может увеличиваться бесконечно, и его необходимо регулировать до соответствующего значения. Давление гибки прямо пропорционально толщине листового металла и обратно пропорционально ширине паза нижнего штампа. При гибке толщина листового металла задаётся, а ширина паза нижнего штампа выбирается в соответствии с толщиной листа. Таким образом, давление гибки является постоянной величиной, определяемой другими факторами. Радиус гибки может быть свободен от давления.
5. Низкий гибочный штамп: ширина канавки нижнего штампа связана с толщиной листа, и существует соответствующая зависимость. На практике, чем больше толщина, тем больше галтель гиба.
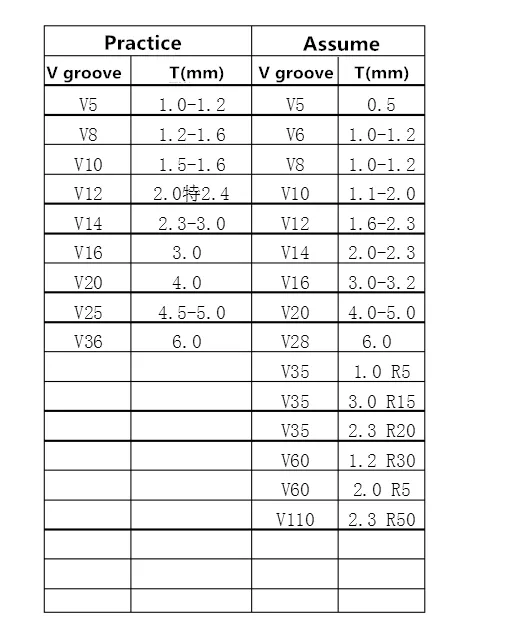
Выбор V-образной канавки
Тонкая пластина: 1-3 мм выбор канавки правило составляет 4-6 толщин материала.
Толстая пластина: правило выбора канавки 4–10 мм составляет 8–10 толщин материала.
Чем меньше ширина канавки, тем меньше угол R после гибки и тем большее усилие гибки требуется. Чем больше ширина канавки, тем больше угол R и тем меньшее усилие гибки требуется.