








Процесс производства линии защитных дверей

В этой статье я расскажу вам о Процесс производства линии защитных дверей, освещая основные этапы производства высококачественных защитных дверей. По ходу этого процесса я поделюсь информацией о материалах, оборудовании и технологиях, которые обеспечивают долговечность и безопасность наших готовых изделий. Понимание принципов работы этой производственной линии крайне важно для любого представителя отрасли, будь то производитель или потребитель, ищущий надежные решения для обеспечения безопасности. Присоединяйтесь ко мне, и мы рассмотрим каждый этап производственного процесса и выясним, почему защитные двери так важны для безопасности и защиты.
Сейчас в каждом доме есть бронированная дверь, и все хорошо знакомы с ней. Однако о процессе производства бронированных дверей известно немного. Эта статья расскажет о процессе производства бронированных дверей и о необходимом для этого оборудовании. Надеюсь, эта статья поможет нуждающимся.
Производство защитных дверей — выбор материала
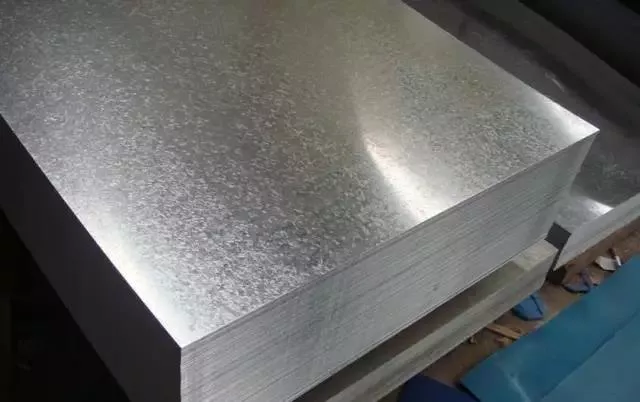
Дверное полотно изготовлено из оцинкованного листа. Стандартный размер — 1000*2000 мм, толщина — по желанию заказчика. Дверная коробка изготовлена из оцинкованного листа. Стандартный размер — 290–340 мм.
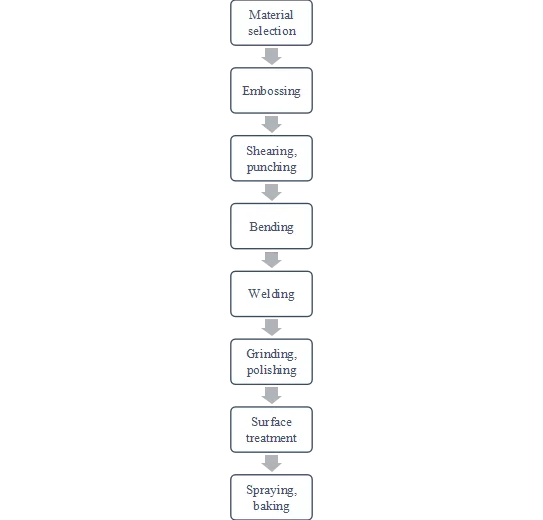
2. Тиснение: в зависимости от различных требований мы можем использовать различные формы для выдавливания дверной панели с различными узорами. Для этого нам понадобится машина для тиснения (как показано на рисунке 1).

3. Резка: Ножницы (показаны на рисунке 2) могут разрезать стальную пластину-полуфабрикат на подходящий для производства размер, что удобно для выполнения следующего процесса.

4. Перфорация: В зависимости от расположения формы и подложки, пробивной станок (как показано на рисунке 3) может точно выполнить угол пробивки, пробить отверстие для руки, пробить отверстие для дверного звонка, пробить замочную скважину, пробить отверстие для кошачьего глаза и обеспечить соответствующий размер изделия.

5. Гибка: Мы можем использовать современный листогибочный пресс, оснащенный гибочным инструментом (как показано на рисунке 4), повторить гибку дверной панели и дверной рамы несколько раз, чтобы удовлетворить производственные требования.

6. Электросварка: Нашим рабочим необходимо сварить небольшие детали дверной панели (как показано на рисунке 5). Портал необходим для сварки рёбер, бетонного покрытия и четырёх рам дверной коробки.

7. Обезжиривание, удаление окалины и фосфатирование: Для обезжиривания, удаления ржавчины и фосфатирования мы обычно используем линии обезжиривания, удаления окалины и фосфатирования без сточных вод (как показано на рисунке 6).

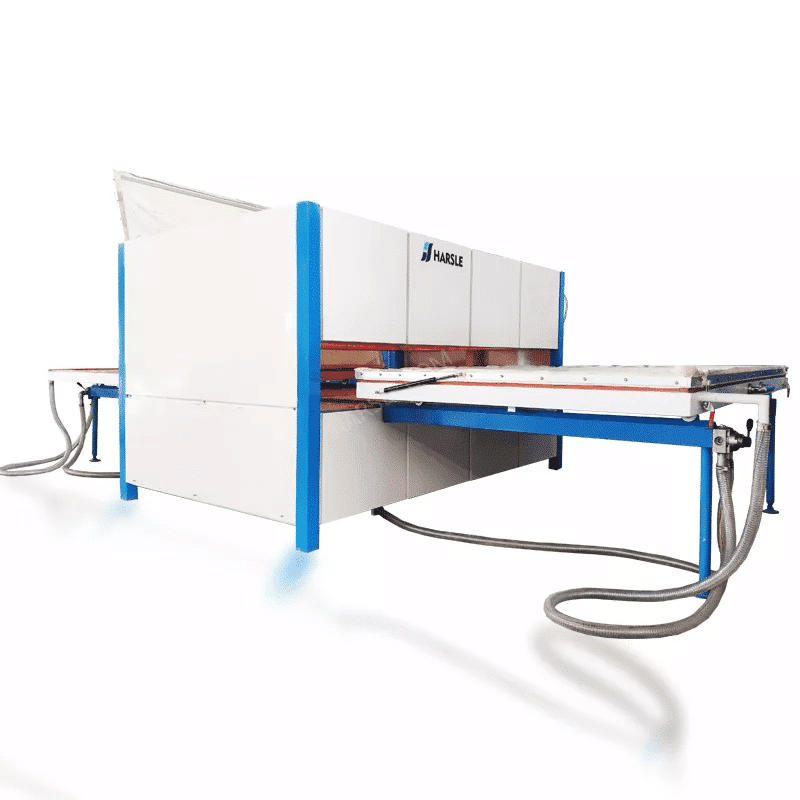
8. Сварка клеем: средняя часть передней и задней панелей двери заполняется сотовой бумагой или огнестойкой ватой для сварки. Панель двери фиксируется горячим прессом (как показано на рисунке 7), благодаря чему фасад получается ровным и неизменным.

9. Распыление, перенос, водяная мельница: специальная обработка дверной панели обеспечивает красоту цвета фасада и текстуры древесины. В окрасочном цехе фасад окрашивается, моется, сушится, наносится термоперенос текстуры древесины, обрабатывается маслом и сушится.
10. Покрытие духовки: Чтобы решить проблему выцветания стальной дверцы под воздействием ультрафиолета, необходимо повысить противовыцветающую способность поверхности.

Заключение
Сайт Производство защитных дверей Линейный процесс — это кропотливый процесс, требующий тщательного планирования и выполнения на каждом этапе. Понимая этот процесс, производители могут повысить эффективность производства и выпускать высококачественные защитные двери, отвечающие потребностям клиентов. Качественно изготовленная защитная дверь — залог спокойствия и защиты, будь то жилое или коммерческое использование.


Мы хотим наладить производство дверей в ИНДИИ
Не могли бы вы предоставить мне свой адрес электронной почты или WhatsApp, чтобы наш отдел продаж мог отправить вам более подробную информацию?.