








Базовое руководство по гибочному станку с ЧПУ на заводе по производству листового металла
Если вы ищете четкий и простой для понимания учебник по гибке с ЧПУ, вы попали по адресу. Будучи редактором в HARSLE, я регулярно помогаю операторам и руководителям заводов разобраться в основных принципах работы гибочных станков с ЧПУ. В этом руководстве я расскажу о настройке, основных принципах эксплуатации и техническом обслуживании листогибочных прессов с ЧПУ, что поможет вам повысить точность, производительность и продлить срок службы станка. Независимо от того, новичок вы или хотите освежить свои знания, здесь вы найдете ценную информацию.
Пунш Гибочный станок с ЧПУ
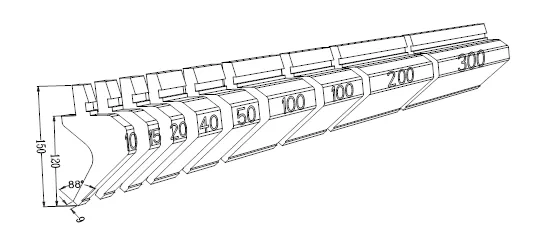
Пуансон, также называемый ножом для гибочного станка с ЧПУ, подразделяется на два типа: цельный и составной. Длина цельного типа: 415 мм и 835 мм.
Длина разъема: 10, 15, 20, 40, 50, 100 (левый рог), 100 (правый рог), 200, 300 (мм); может комбинироваться в различные длины гибки с помощью разъемных форм.
Пуансоны делятся на четыре типа: прямой нож, гибочный нож, дуговой нож и специальный нож.
1. Типы прямых ножей и особенности их обработки
Подходит для гибки и симметричных изделий, переднее и заднее направление позволяют избегать положения, толщина инструмента составляет 6 мм, поэтому отверстие для гибки может быть всего 6 мм.
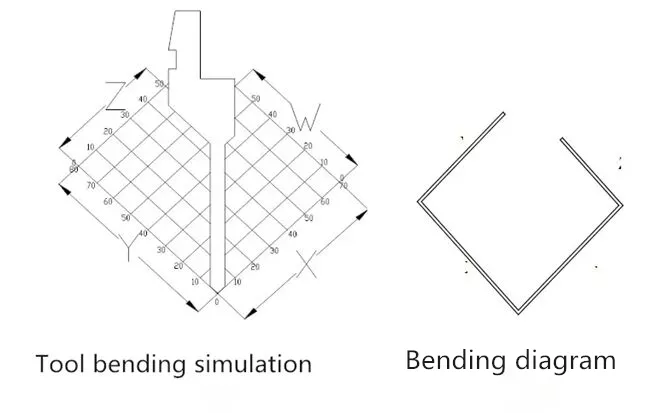
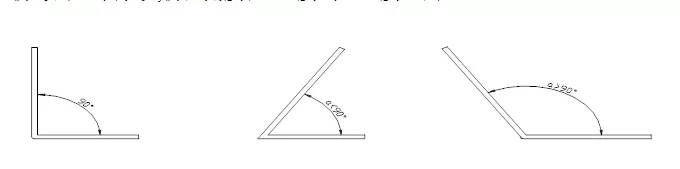
Анализ инструмента: Из диаграммы моделирования изгиба инструмента видно, что можно избежать изгиба передней и задней части инструмента, но длина Z и W меньше длины X и Y. Угол острия ножа этого инструмента составляет 88 градусов, а угол острия ножа R составляет 0,2. Кроме того, часто используют инструмент с углом 30 градусов и 45 градусов.
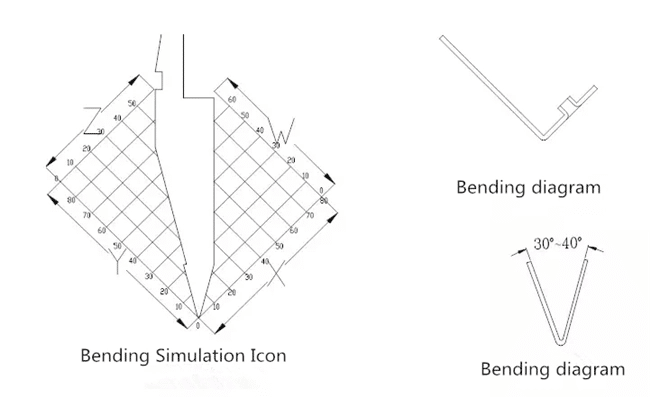
Анализ инструмента: угол наклона острия ножа 30 градусов, угол наклона острия ножа 0,67, что позволяет сгибать детали под углом от 30 до 180 градусов. Небольшой угол наклона острия ножа позволяет обойти отверстия в почках, орехах и т. д. Также может использоваться в качестве формы с глубокой вставкой. Можно избежать использования как передних, так и задних инструментов.
2. Типы гибочных ножей и характеристики обработки
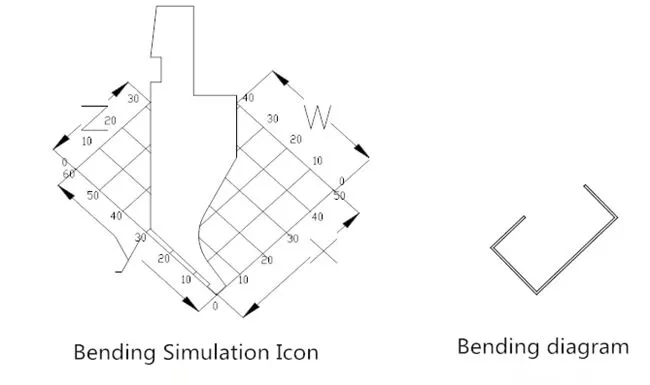
Анализ инструмента: Инструмент в основном использует уклонение в направлении W во время гибки. При X>15 мм эффект уклонения становится всё сильнее. При Y>30 условие гибки выполняется, в противном случае инструмент ударяется об инструмент. Инструмент обычно называют малым гибочным ножом.
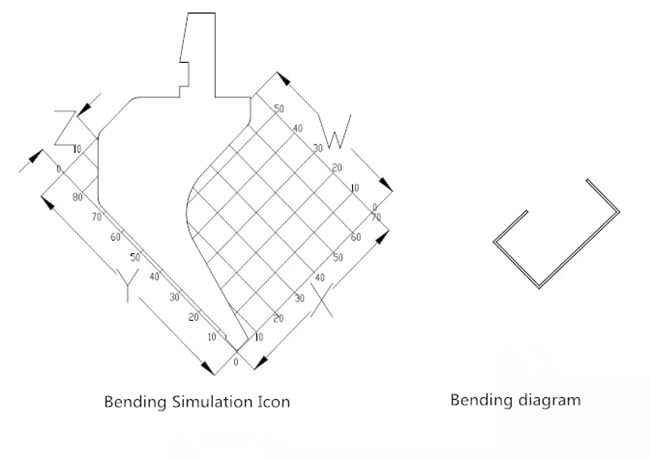
Анализ инструмента: Инструмент в основном использует уклонение в направлении W во время гибки. При X>25 мм эффект уклонения становится всё хуже. При Y>75 мм условие гибки выполняется, в противном случае инструмент ударяется об инструмент. Этот инструмент широко известен как большой гибочный нож.
3. Тип дугового ножа и особенности обработки

Анализ инструмента: дуговые ножи подразделяются на фиксированные и подвижные. Дуговые ножи предназначены для обработки дугообразной гибки, заменяя круглый пруток. При X-образном ноже X10>10 мм они не подвержены изгибу. Эффект резца аналогичен эффекту малого мачете. Распространённым критерием выбора V-образной канавки матрицы является диаметр дуги плюс две толщины пластины.
4. Типы специальных ножей и особенности их обработки
Специальные ножи для листогибочного пресса включают в себя офсетные пуансоны и матрицы, кромкозагибочные пуансоны и матрицы, а также некоторые специальные формы пуансонов.
● Офсетные пуансоны и матрицы выпускаются двух типов: 415 мм и 835 мм. Размер разделяемой формы совпадает с размером инструмента. Формируется форма гибки, соответствующая спецификации чертежа, но при большой толщине листа, например, T= 2,0, учитывая более серьёзные вмятины и ограничения самой формы, формовка будет затруднена.

● Пуансон кромкозагибочного пуансона и матрицы представляет собой плоскую матрицу, которую можно заменить обычной гибочной матрицей, но следует избегать использования V-образной канавки. Он в основном используется для обработки плоских поверхностей, заклёпочных гаек и т. д.
Штамп гибочного станка с ЧПУ
1. Типы штампов листогибочного пресса: гибочные, вставные, кромкозагибочные и т. д.
⑴ Гибочный штамп
Выбор гибочного штампа для гибочного станка с ЧПУ в первую очередь зависит от толщины обрабатываемого изделия. В настоящее время компания Yi Xin использует новый стандарт выбора штампа – 6T, что является стандартом для работы в полевых условиях без особых условий. При обработке больших или малых V-образных канавок необходимо соответствующим образом скорректировать коэффициент гибки.
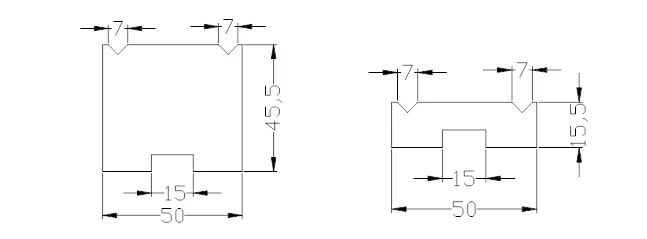
Анализ пресс-формы: На рисунке показан один из типов штампов. В основном, используются гибочные ножи с V-образными канавками 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V, а также некоторые специальные гибочные ножи с большими V-образными канавками. По высоте штампы подразделяются на два типа: высотой 46 и 26.
⑵ Вставьте глубокую матрицу

Анализ пресс-формы: на рисунке показан один из типов V-образных канавок. В основном, это 4V, 6V, 8V, 12-гранные канавки, а также некоторые специальные вставные штампы с глубокими пазами, подходящие для гибки под любым углом от 30 до 180 градусов.
⑶ Плойка
В настоящее время на предприятии отсутствует специальный кромкозагибочный штамп, который обычно заменяется гибочным штампом.
2. Метод формовки на листогибочном прессе
⑴ Обработка L-образной гибки
Основные формы изгиба, угол изгиба от 30 градусов до 180 градусов.
При гибке острого угла необходимо вставить глубокую матрицу и острый пуансон, а для гибки под углом 90 градусов или тупым углом можно выбрать любую обработку пресс-формы.
① Принцип обработки L-образной гибки
A: Основано на принципе двух задних упоров (две точки), позиционируемых в зависимости от формы заготовки.
B: Когда задний датчик установлен, обратите внимание на перекос, а требуемый размер изгиба должен находиться на той же центральной линии.
C: При выполнении небольшого изгиба оптимальным вариантом будет обработка в обратном положении.
D: Лучше опустить середину правила в соответствии с задним правилом (правило нелегко поднять после того, как положение зафиксировано).
Э: Лучше полагаться на правило, наиболее приближенное к правде.
Ф: Лучше полагаться на длинную сторону.
G: Используйте приспособление как вспомогательную позицию (скос и неровная сторона согнуты).
② Меры предосторожности при работе на L-образном гибочном станке с ЧПУ
A: При сборке формы выполняется гибка, и задний упор необходимо оттянуть назад, чтобы предотвратить деформацию заготовки в процессе гибки;
B: При изгибе внутренней части большой заготовки, из-за большой формы заготовки и малой области изгиба, нож и область изгиба трудно перекрываются, что затрудняет позиционирование изгибаемой заготовки или повреждает изгиб заготовки.
③ L-меры предосторожности при обработке гибки формы
A: При изгибе детали небольшого размера, будут ли мешать пуансон и задний упор.
B: Если положение отверстия находится ближе к линии сгиба или размер сгибаемой кромки меньше половины V-образной канавки, обратите внимание на материал сгиба.
④ Специальный метод гибки для обработки L-образной гибки
A: Метод эксцентричной гибки
Анализ процесса:
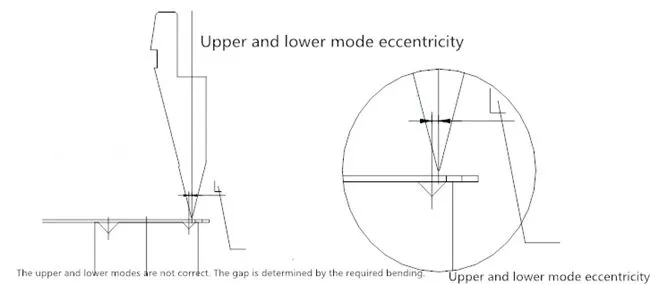
Эксцентриковая гибка отличается положительной и отрицательной нагрузкой штампа. При обработке заготовка располагается с внутренней или внешней стороны линии гиба, что обеспечивает разницу. Кроме того, эксцентриковая гибка — это особый метод обработки, сопряженный с определенными опасностями, и его не следует применять в особых случаях.
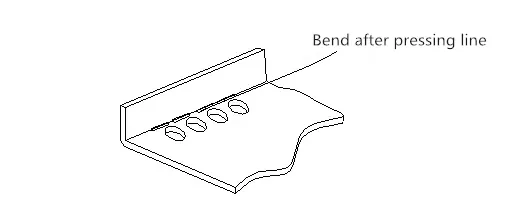
B: Метод изгиба линии
Анализ процесса:
Из-за эффекта сдвига при эксцентриковой гибке некоторые изделия с высокими требованиями к качеству поверхности не используются. Время прессования и гибки такое же, как и при эксцентриковой гибке. Перед гибкой можно использовать резак с углом 88 градусов или специальный пресс-форму для сгибания. Продавите линию сгиба и согните с помощью обычной формы.
C: малый V-образный изгиб, большой угол, большое V-образное давление.
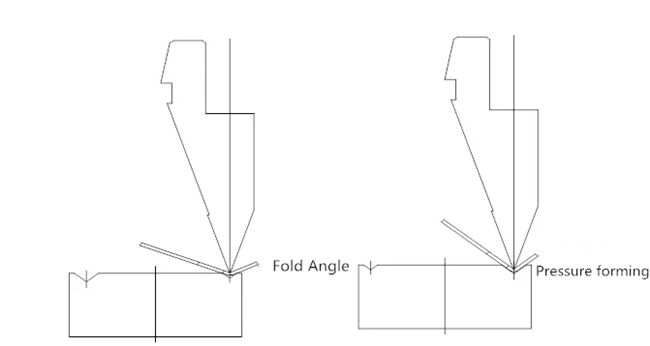
Анализ процесса: сначала используют небольшой V-образный паз для гибки на большой угол, а затем используют обычную форму для гибки; этот метод обработки позволяет избежать небольшого размера расширения, вызванного прямым изгибом небольшого V-образного паза.
D: изгиб прокладочной полосы плюс

Вышеуказанные четыре метода обработки можно также объединить, и эффект формования будет более идеальным.
Анализ процесса: Этот метод обработки больше подходит для изделий с повышенными требованиями к форме заготовки. Кроме того, в большинстве случаев он ограничивается обработкой образцов.
⑵ Обработка Z-образной гибки
Определение: Любой изгиб, имеющий обратную форму, называется Z-образным изгибом.
Диапазон обработки стандартной гибки: высота Z-образного изгиба > краевого расстояния V-образной канавки плюс T.
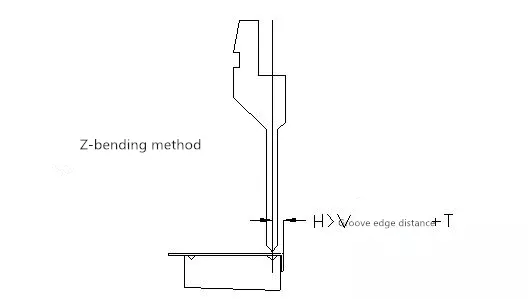
Минимальный размер обработки ограничивается формой обрабатывающей машины, а максимальный размер обработки определяется формой обрабатывающего станка.
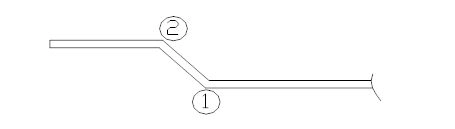
① Z-обработка Z-шаги
A: Во-первых, L-образная гибка обрабатывается в соответствии с методом обработки L-образной гибки;
B: Обработка Z-гибки посредством L-гибки;
(Или выполните Z-образный изгиб с другой стороны L-образного изгиба.)
② Z-обработка Принцип Z-гибки
A: Удобно полагаться на положение и хорошую устойчивость;
B: В целом положение такое же, как при L-образном изгибе;
C: При обработке второй позиции заготовка и матрица должны быть плоскими.
③ Меры предосторожности при Z-обработке
A: Угол обработки L-образного изгиба должен быть соблюден, обычно он составляет от 89,5 до 90 градусов;
B: После установки правила оттяните его назад, чтобы не допустить деформации заготовки.
④ Z-общие методы обработки
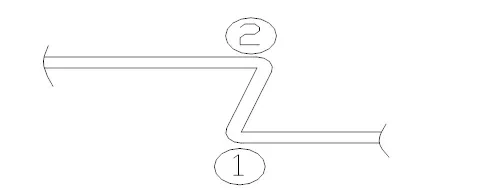
A: следует рассмотреть последовательность обработки на следующем рисунке, сначала согнуть 1, а затем согнуть 2.
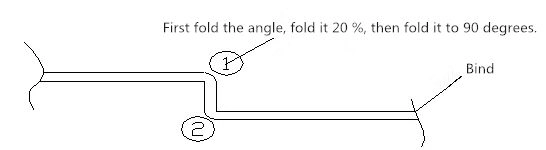
B: Сначала выполняется гибка типа L, затем обработка гибки типа Z, и проверяется, мешает ли процесс гибки типа Z платформе станка.
а: Если есть помехи, сначала согните 1 на большой угол, затем согните 2, затем надавите на 1;
б: Если помех нет, то в соответствии с общим методом обработки Z-гибом сначала согните 1, а затем согните 2.
C: Два острых угла, Z-образный изгиб, сначала согните на 90 градусов, затем вставьте глубину 2, затем вставьте глубину 1.
⑤ Специальные методы обработки Z-гибки:
A: Эксцентриковая обработка нижнего штампа;
B: Обработка с небольшой V-образной канавкой;
C: сначала согните большой угол, а затем сожмите;
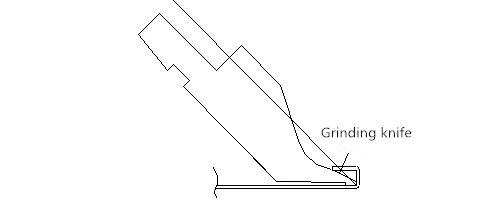
D: Выберите шлифовальный штамп.
⑥ Другие методы обработки Z-гибкой:
A: Обработка с помощью офсетной формы;
B: Формуется при помощи легкой формовки.
⑶ Обработка N-гибом
Определение: Непрерывная обработка дважды на одной и той же обрабатывающей поверхности для обработки N-гибом.
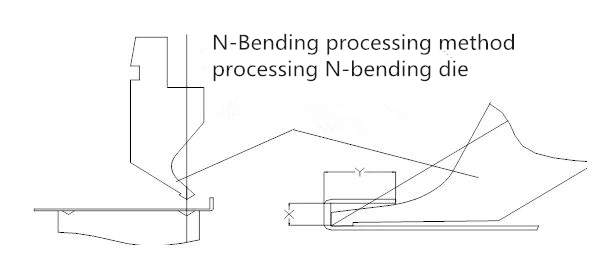
① Общие соображения по обработке N-гибки:
A: Первый угол обработки фальцовки должен быть меньше или равен 90 градусам;
B: После обработки второго сгиба калибр должен базироваться на обработанной поверхности.
② N-специальные методы обработки:
А. Если натяг верхней формы по размеру Y-образного изгиба незначительный ==>Изгиб N-образного изгиба, а затем использование пуансона и штампа для кромкования
B. Когда помеха в размере Y-изгиба N очень велика
==>A сгибает линию и сгибает её до натяга. После сгибания B складывается и затем используется (пуансон и матрица + подкладка) для придания формы.

C: Обработано шлифовальным ножом.
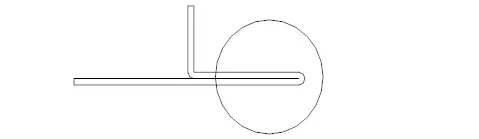
⑷ Дуговая обработка
Обработка по дуге окружности подразделяется на два вида: скругление гибочным штампом и обработка по дуге окружности. Дуговой нож подразделяется на два вида: фиксированный и круглый.
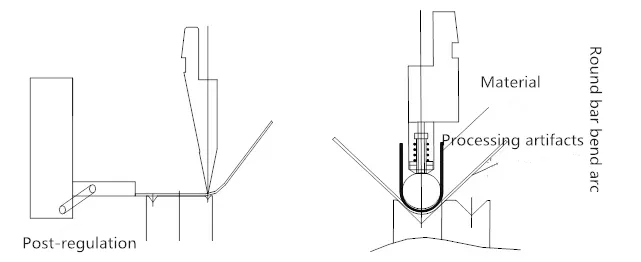
① Меры предосторожности при обработке:
A: При обработке с использованием 90-градусной матрицы будут случаи, когда обработка не будет на месте, поэтому необходимо подталкивать вручную или, если позволяют условия, использовать 88-градусную матрицу;
B: Детекторное приспособление в основном используется для обеспечения внешнего вида размера заготовки;
C: Обработка дуги в 90 градусов, выбор штампа — 2 (R+T).
3. Схема процесса гибки
⑴ Основные принципы построения процесса гибки
А. Изгиб изнутри наружу
B. Изгиб от малого к большому
C. Сначала согните общую форму, затем согните сложную форму.
D. Изгиб до обработки не влияет на принцип постобработки.
⑵ Пример схемы процесса
Независимо от сложности заготовки, она состоит из нескольких отдельных методов обработки. Поэтому необходимо освоить каждый метод гибки и научиться применять их в сочетании, чтобы иметь возможность организовать гибку заготовок различной формы в ходе операции.

3. Выбор позиционного ориентира

А. Размещение на ближайшей стороне;
Б. Размещение широкими сторонами;
C. Попробуйте уменьшить накопленную погрешность, складывая края без сгибания и загибания.
Г. Количество пробитых заготовок, расположение без заусенцев и стыков;
E. Позиционирование с небольшой величиной деформации заготовки;
F. Попробуйте выбрать два последовательных фиксированных положения;
G. Можно добавить вспомогательные приспособления на обоих концах формы, например магниты;
H. Для нестандартных заготовок используйте лазер для резки позиционирующего приспособления;
I. Большой угол или U-образный изгиб не выбирают позиционирование.
4. Принципы выбора рабочих машин на объекте
А. выберите машину в зависимости от ширины гибки;
Б. Выберите машину в зависимости от длины изгиба;
C. Выберите машину в зависимости от давления, необходимого для гибки;
D. Выбрать машину по количеству станций обработки;
E. В зависимости от типа машины, имеющейся на объекте, выбирается ее номер.
F. Выберите машину в соответствии со специальными требованиями пресс-формы;
G. Выберите машину в соответствии с требованием избегания;
H. Выберите машину в соответствии с диапазоном перемещения пост-правила;
I. Выберите машину в соответствии с формой столбчатого правила.
5. Методы контроля размеров гибки
A. Избегайте кумулятивной ошибки и измеряйте развернутый размер для каждой обработки.
Б. Не прислоняйтесь к изгибаемому краю, чтобы избежать большого угла.
C. Это должно быть изделие, согнутое по краю, а угол первого сгиба должен быть немного меньше 90 градусов;
D. Определить точность измерения перед обработкой;
E. Проведите первую проверку перед формальной обработкой и проведите тщательную проверку во время обработки;
F. В соответствии с требованиями к точности обрабатываемых изделий выбрать соответствующую машину;
G. Избегайте выбора инструментов с разной формой сердцевины. Перед обработкой убедитесь, что острия пуансонов находятся на одной линии.
H. Выбрать хороший метод обработки и хороший метод компоновки процесса, чтобы упростить сложность обработки;
I. Точное положение. Ненормальное положение должно быть обнаружено немедленно.











