Lasercheck: измерение угла гибки на листогибочном прессе с ЧПУ

Когда я впервые начал работать с ЧПУ листогибочные прессыЯ быстро осознал важность точности измерения угла гиба. Именно поэтому меня заинтересовал Lasercheck: система измерения угла гиба на листогибочном прессе с ЧПУ. Этот инновационный инструмент не только повышает точность, но и оптимизирует весь процесс гибки. По моему опыту, использование Lasercheck значительно сократило количество ошибок и повысило качество моих проектов. В этой статье я поделюсь своими мыслями о том, как работает Lasercheck и как он помогает добиться точных измерений угла гиба на станках с ЧПУ. листогибочный пресс операции.
LaserCheck
Система измерения угла гибки листогибочного пресса с ЧПУ.

Лазерная система измерения угла изгиба
● Инновационные датчики для измерения углов гибки на листогибочных прессах
● Высокотехнологичная продукция «Сделано в Германии»
● Очень высокая точность
● Работает бесконтактно
● Возможна интеграция в существующие листогибочные прессы
● Не требуется никаких модификаций инструментов.
● Параллельное использование 2 или 4 датчиков
● Расчет возврата пружины с использованием определения силы с помощью тензодатчиков или путем определения конца изменения угла
● Подключение к системе управления Cybelec через последовательный интерфейс
● Подключение к Delem через интерфейс Ethernet и Modbus
● Интегрированные OEM-решения для ESA, Amada, Bystronic и других
● Простота использования
● Поставляется полностью подключенным и откалиброванным

Производство деталей из листового металла с точными углами гиба, которые всегда поддерживаются постоянными, часто сталкивается с проблемой в процессе производства: разной толщиной материала и напряжениями. Чтобы решить эту проблему и обеспечить безопасное использование материалов низкого качества, компания Data M Engineering разработала мощное решение для измерения углов гиба на листогибочных прессах – LaserCheck. LaserCheck позволяет пользователю определять точный угол гиба на листогибочных прессах, используя лазерную триангуляцию в сочетании с тензодатчиками – и работает бесконтактно.
Принцип работы
Угол гиба измеряется путём сканирования проекции лазерного луча на поверхность листа металла с помощью КМОП-камеры. Угол между лазером и осью визирования камеры позволяет измерить расстояние. Угол между датчиком и листом рассчитывается на основе этих расстояний. Угол гиба рассчитывается с помощью второго датчика, расположенного на противоположной стороне.
Характеристики
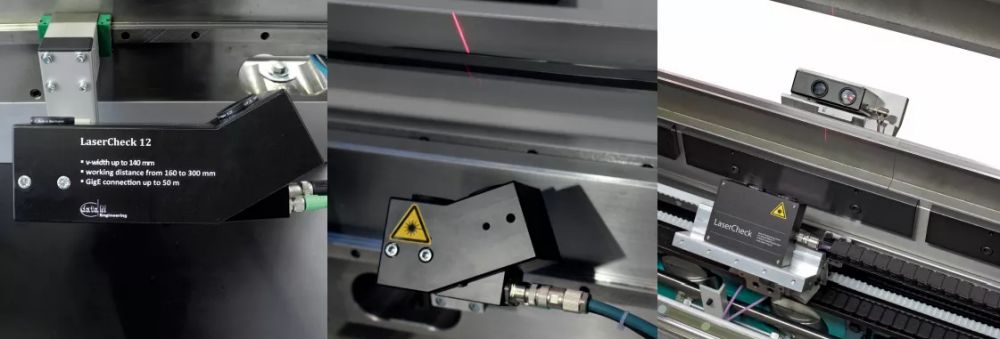
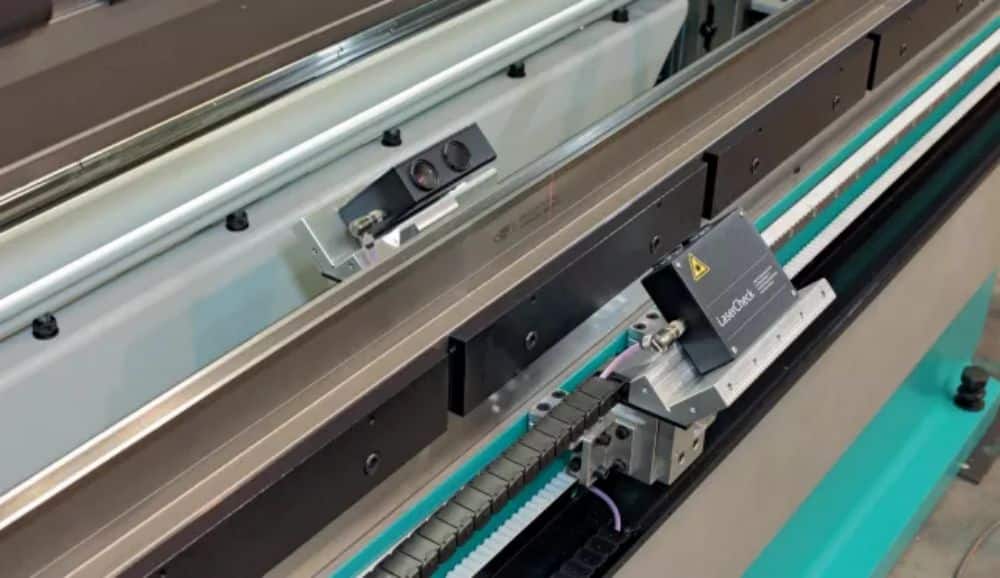
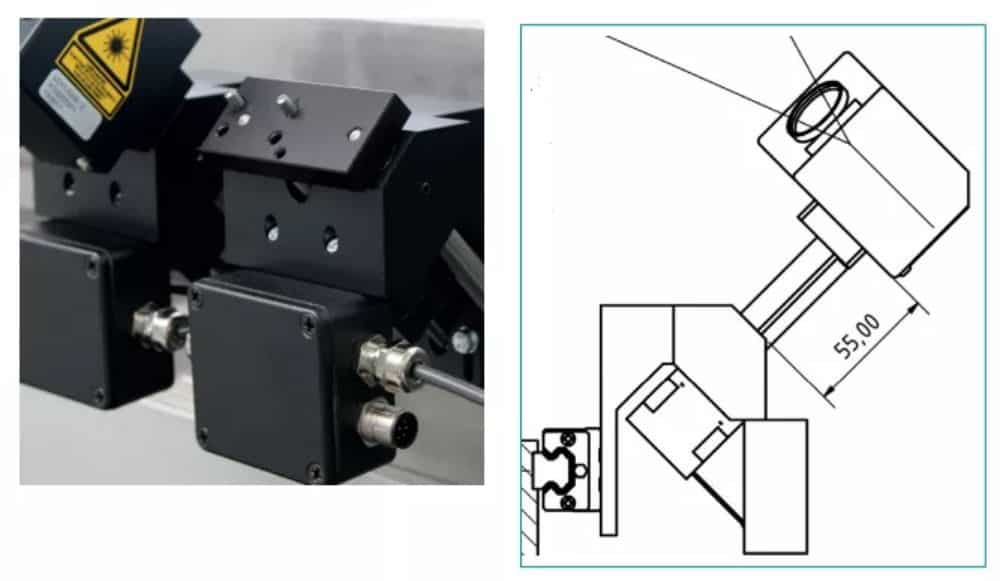
Датчик LaserCheck устанавливается на гибочном прессе под матрицей под углом 35°–55° к вертикали. Рабочее расстояние (между датчиком и листом) составляет 90–320 мм в зависимости от типа датчика. Датчик перемещается вдоль матрицы вручную или автоматически. Благодаря своему положению, диапазон измерения составляет от 30° до 180°. Для каждой позиции измерения требуется два датчика. Четыре датчика обеспечивают независимую коррекцию положения луча для компенсации разницы углов при длинных гибах.
Разработано для промышленного применения
Датчики серии LaserCheck специально разработаны для измерения листового металла. Благодаря прочной конструкции и удобным техническим характеристикам они обеспечивают точные результаты измерений даже в суровых условиях окружающей среды.
Тщательно миниатюризировав каждый компонент, мы создали небольшие и прочные датчики, которые подходят для любого листогибочного пресса.
Измерение отскока пружины
Упругость измеряется путем отпускания листового металла двумя различными способами:
● Открытие до конца изменения угла. Угол возврата измеряется напрямую. Эта стратегия необходима для изгибов с небольшими усилиями.
●Открытие до тех пор, пока изгибающее усилие не опустится ниже заданного предела. Тензодатчики измеряют изгибающие усилия одновременно на обеих боковых рамах. Угол возврата рассчитывается на основе углов и усилий, и листовой металл будет перегнут соответствующим образом. Измерение усилия с учетом остаточных усилий повышает точность при использовании инструментов с большим радиусом или асимметричных деталей, когда полное освобождение невозможно без потери правильного положения изгиба.
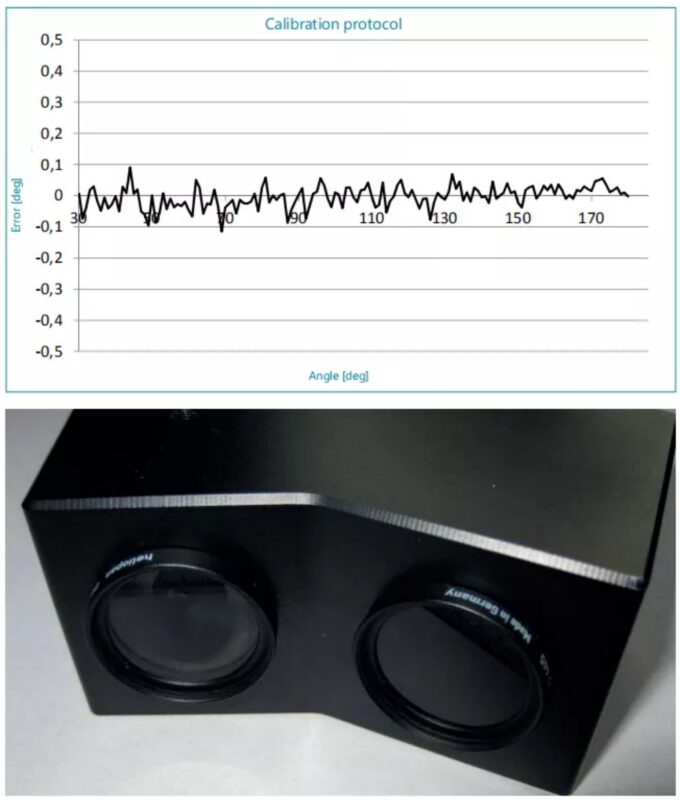
Калибровка и точность
Точность датчика составляет более ±0,1°. На точность гибки влияют система управления, точность станка, инструменты и материал. Для повышения точности гибки датчики калибруются после монтажа, что снижает допуск на монтаж.
●Калибровка с помощью LC-Adjust
После установки датчики калибруются в машине с помощью нашего калибровочного устройства LC-Adjust. Это обеспечивает высочайшую точность с погрешностью менее ±0,1° во всем диапазоне измерений.
●Предварительная калибровка
Все датчики предварительно откалиброваны для обеспечения приемлемых результатов даже без калибровки. Необходимо только определить угол установки. Пользователь машины может ввести погрешности линейности для различных условий измерения.
Для подтверждения работоспособности датчиков LaserCheck каждый датчик снабжается собственным сертификатом калибровки.
Измерение в реальном времени
Быстрые камеры GigE внутри датчиков LaserCheck позволяют проводить измерения в реальном времени с частотой обновления до 100 Гц. USB-датчики поддерживают частоту обновления до 50 Гц.
●Требования:
■ Delem LUAP с модулем DM-101RS
■ Cybelec ModEva с опцией 66
■ Другие контроллеры с поддержкой реального времени
●Преимущества:
■ Процесс гибки не прерывается
■ Быстрый процесс гибки
■ Возможно измерение отдачи без измерения силы
Элементы управления (интеграция)
●Доступные интерфейсы:
■ Последовательный интерфейс для Cybelec ModEva. LaserCheck передаёт углы через RS232, а силы – аналоговым сигналом на плату NLR.
■ Последовательный интерфейс для элементов управления Amada
■ Комбинированный интерфейс TCP/IP-Modbus для Delem DA66T и DA 69T. Углы передаются в модуль DM-101RS по протоколу Modbus. Датчики силы подключаются к аналоговому входу модуля. Для управления процессом гибки также предусмотрен LUAP.
■ Открытый интерфейс TCP/IP для элементов управления Bystronic, ESA, Robosoft и Gasparini
■ CANopen
■ EtherCAT

Почему LaserCheck?
●LaserCheck включает в себя не только датчики угла. Это комплексная система для подключения к листогибочным прессам. Она включает в себя различные интерфейсы для контроллеров листогибочных прессов, тензодатчики для обнаружения возврата пружины и моторизованные системы для перемещения датчиков.
● Хорошо зарекомендовавшая себя технология. Разделение датчиков и процессоров позволяет реализовать экономически эффективные решения, если системы управления поддерживают программное обеспечение LaserCheck (системы управления Cybelec, Bystronic и ESA).
●Долгосрочная поддержка всех компонентов.
●Коррекция угла изгиба в процессе гибки – Идеальный результат с первого изгиба.
●Поддержка настройки по всему миру.
●Обучение и поддержка по всему миру или внутри компании.
Почему именно Data M Engineering?
Обучение на нашей базе в Хольцкирхене, где вы узнаете:
– Как установить LaserCheck
– Параметризация
– Взаимодействие с LaserCheck (TCP/IP, Modbus и другие)
– Программирование LUA для элементов управления Delem
Разработка программного обеспечения
– Разработка программного обеспечения для различных измерительных задач
– Модификации программного обеспечения для специальных интерфейсов
Инженерные услуги
– Индивидуальные решения для специальных целей, например, гибка шестигранных труб
– Индивидуально изготовленные датчики с большим рабочим расстоянием до 1000 мм
– Дополнительные оси для движения датчиков, включая элементы управления
– Датчик-зависимое управление куполом

LaserCheck 10
USB | Для машин с шириной штампа до 60 мм.

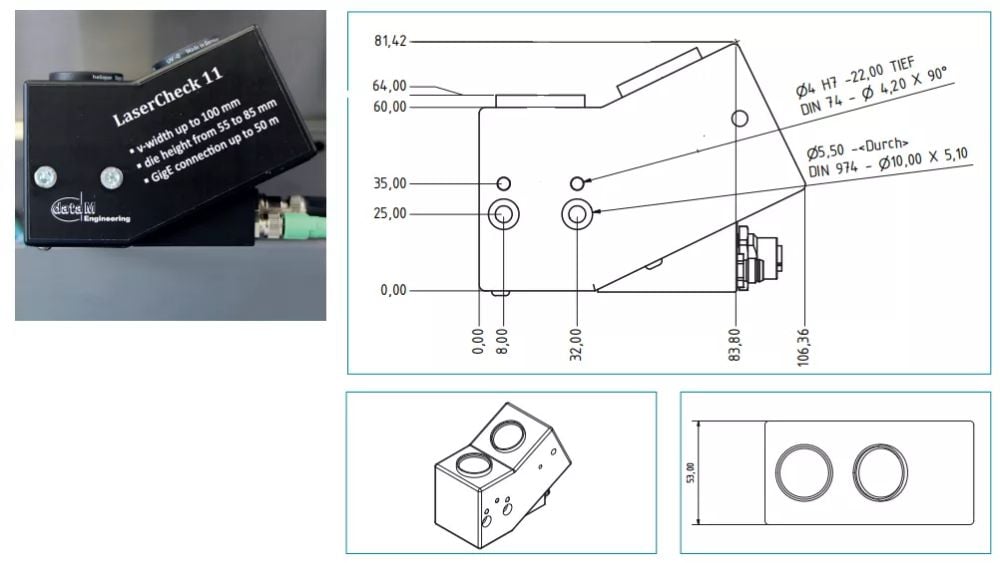
LaserCheck 11
Gigabit-Ethernet | Для машин с шириной кристалла до 100 мм.
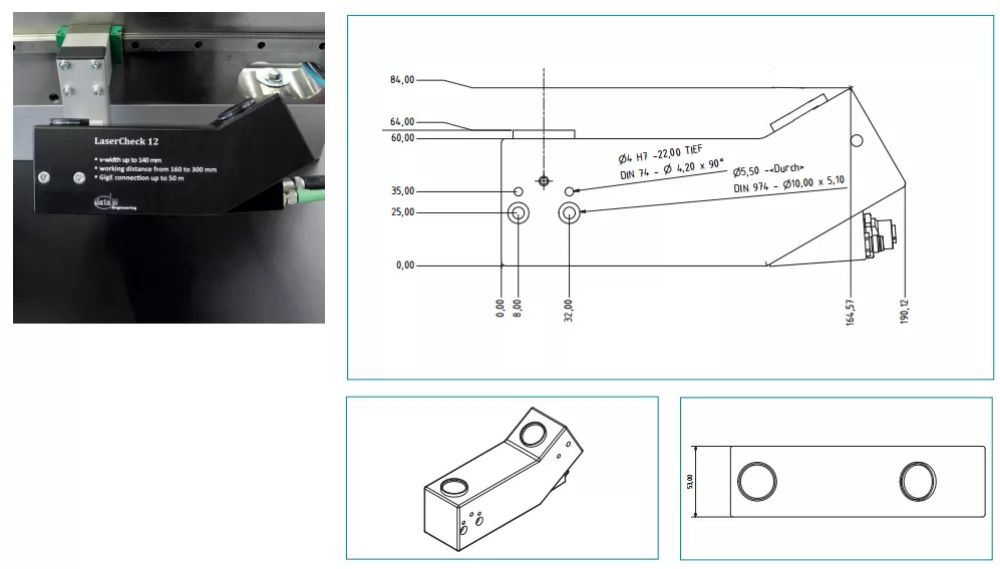
LaserCheck 12
Гигабитный Ethernet | Для больших машин с рабочим расстоянием до 320 мм.
Расширитель диапазона
Для LaserCheck 11 и 12 | Расширяет диапазон измерений для более крупных инструментов.
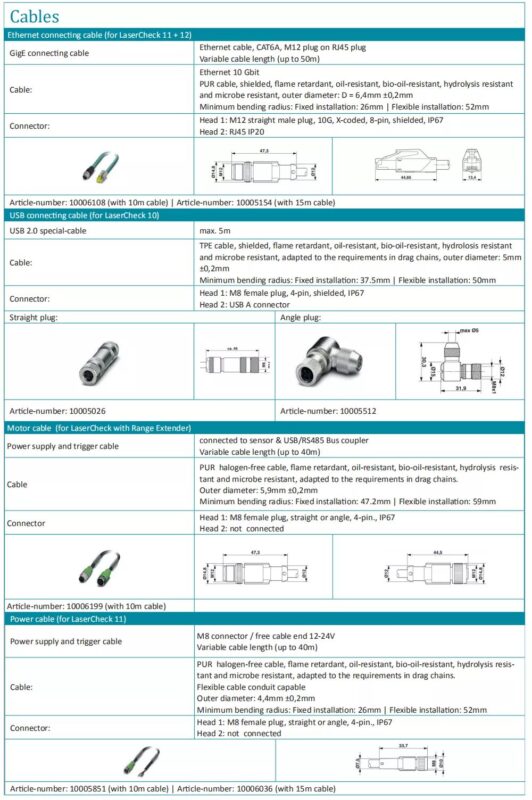
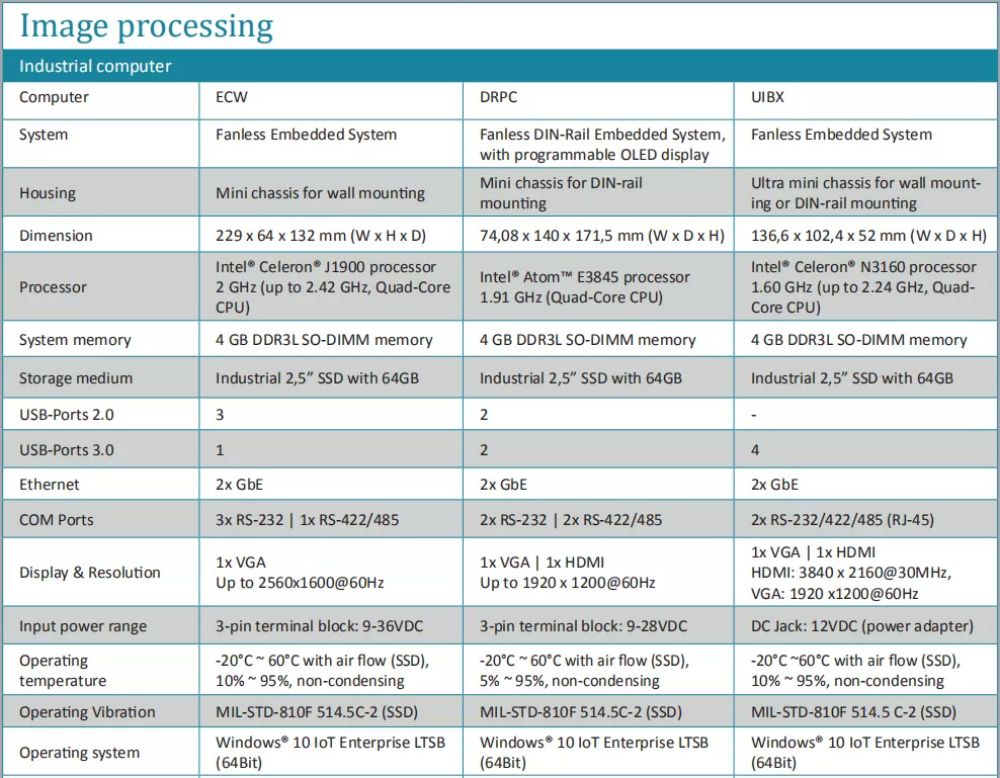
Кабели | Аксессуары | Опции | Обработка изображений