








Обычная гибочная форма для гибочной машины

Будучи опытным специалистом в металлообработке, я много работал с различными инструментами и оборудованием, включая гибочные станки. Одним из важнейших аспектов достижения точности гибки является выбор правильного оборудования, особенно распространённого. гибочные формы для гибочных станков. В этой статье я поделюсь информацией о различных типах гибочных пресс-форм, их применении и о том, как каждая из них может повысить эффективность и точность гибочных процессов. Понимание принципов работы этих распространённых пресс-форм позволит вам принимать обоснованные решения, которые приведут к лучшим результатам в ваших производственных проектах. Давайте погрузимся в мир гибочных пресс-форм!
1. Обычная гибочная форма
Обычно используется гибочные формы, как показано ниже. Чтобы продлить срок службы пресс-формы, детали проектируются с максимально закруглёнными углами.

Слишком малая высота фланца, то есть применение гибочного штампа, также невыгодна для формовки, и, как правило, высота фланца L ≥ 3t (включая толщину стенки).
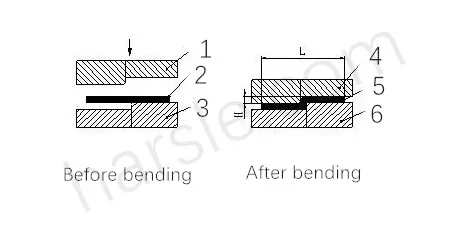
Метод ступенчатой обработки.
Некоторые низкопрофильные Z-образные ступени из листового металла подвергаются гибке, и производители часто используют простые пресс-формы для обработки на пробивных станках или гидравлических прессах. Партии могут быть обработаны на гибочном станке с помощью дифференциальной пресс-формы, как показано на рисунке ниже. Однако высота H не должна быть слишком большой, как правило, она должна составлять (0 ~ 1,0) t. Если высота составляет (1,0 ~ 4,0) t, форму пресс-формы погрузочно-разгрузочной конструкции следует выбирать в соответствии с фактическими условиями.
Высоту формовочной ступени можно регулировать, добавляя распорку. Таким образом, высота H регулируется произвольно. Однако есть и недостаток: сложно обеспечить необходимую длину L и вертикальность вертикальной стороны. Если высота H большая, рассмотрите возможность гибки на гибочном станке.
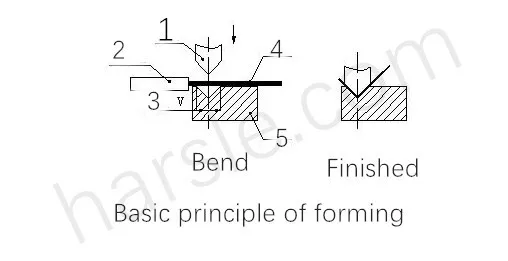
Гибочные станки делятся на два типа: обычные гибочные станки и гибочные станки с ЧПУ. В связи с высокими требованиями к точности и сложной формой гиба, гибка листового металла для коммуникационного оборудования обычно осуществляется на гибочных станках с числовым программным управлением. Основной принцип работы заключается в использовании гибочного ножа (верхнего штампа) и V-образной канавки гибочного станка (матрицы), что позволяет гибать и формовать детали из листового металла.
Преимущества: удобный зажим, точное позиционирование и высокая скорость обработки;
Недостатки: Давление небольшое, возможна только простая формовка, эффективность низкая.
Основной принцип формирования
Основной принцип формовки показан на рисунке ниже:
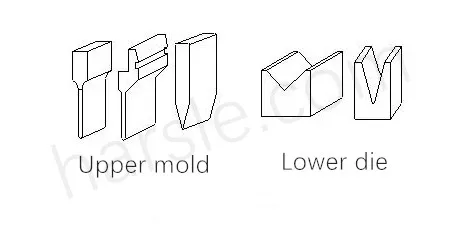
Гибочный нож (верхняя матрица)
Форма гибочных ножей показана на рисунке ниже. Обработка в основном зависит от формы заготовки. Форма гибочных ножей производителей оборудования для общей обработки довольно крупная, особенно для производителей с высокой степенью специализации, которым требуется обработка различных сложных гибочных деталей. Изготавливаемые на заказ гибочные ножи различных форм и спецификаций.
Нижняя форма обычно моделируется с V = 6t (t — толщина материала).
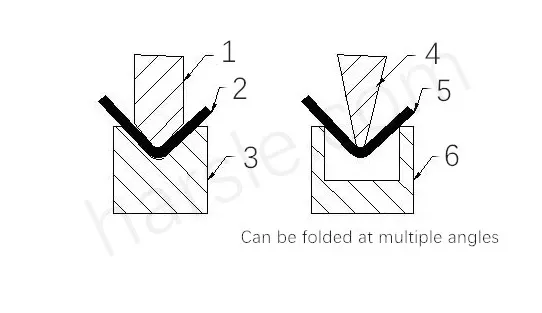
На процесс гибки влияет множество факторов, включая радиус дуги верхнего штампа, материал, толщину материала, прочность нижнего штампа и его размер. Для обеспечения безопасности гибочного станка производитель уже серийно выпускает гибочный штамп. В процессе проектирования конструкции необходимо иметь общее представление о существующем гибочном штампе. См. верхнюю часть слева и нижнюю часть справа.
Основной принцип последовательности процесса гибки:
(1) изгиб изнутри наружу;
(2) изгиб от меньшего к большему;
(3) сначала согните специальную форму, а затем согните общую форму;
(4) После того, как предыдущий процесс сформирован, он не влияет и не мешает последующему процессу.
Текущая форма изгиба в целом выглядит так, как показано ниже:
2. Радиус изгиба
При гибке листового металла необходимо соблюдать радиус изгиба. Он не должен быть слишком большим или слишком маленьким и должен быть правильно подобран. Если радиус изгиба слишком мал, изгиб может привести к образованию трещин, а если радиус слишком велик, изгиб легко восстановится.
Для обычных листов из низкоуглеродистой стали, нержавеющих алюминиевых листов, латунных листов, медных листов и т. д. галтель 0,2 не является проблемой, но для некоторых видов высокоуглеродистой стали, твердого алюминия, сверхтвердого алюминия этот галтель изгиба может привести к поломке изгиба или растрескиванию закругленного носа.
3. Прогиб назад
Угол отскока Δα=ba
Где b — фактический угол наклона заготовки после отскока;
A — угол наклона формы.
Угол отскока
Факторы, влияющие на отскок, и меры по его снижению.
(1)Механические свойства материала Угол отскока пропорционален пределу текучести материала и обратно пропорционален модулю упругости E. Для деталей из листового металла с высокими требованиями к точности, чтобы уменьшить отскок, материал должен быть по возможности низкоуглеродистой сталью, а не высокоуглеродистой или нержавеющей сталью.
(2) Чем больше относительный радиус изгиба r/t, тем меньше степень деформации и больше угол отскока Δα. Это более важный принцип. Скругление углов гибов листового металла следует выбирать как можно меньше, что положительно сказывается на точности. В частности, следует по возможности избегать проектирования дуг большой формы. Как показано на рисунке ниже, дуги такой формы представляют значительные трудности при производстве и контроле качества:
Раскройте принцип расчета:
1. В процессе гибки наружный слой подвергается растягивающим напряжениям, а внутренний – сжимающим. Переходный слой между растяжением и давлением не является ни нейтральным, ни сжатым. Нейтральный слой находится в процессе гибки. Длина остаётся такой же, как до гибки, поэтому нейтральный слой служит точкой отсчёта для расчёта длины изогнутой детали.
2. Положение нейтрального слоя связано со степенью деформации. При большом радиусе изгиба и малом угле изгиба степень деформации мала, и нейтральный слой располагается вблизи центра толщины листа. При уменьшении радиуса изгиба угол изгиба увеличивается. При большом радиусе изгиба степень деформации увеличивается, и нейтральный слой постепенно смещается к внутренней стороне центра изгиба. Расстояние от нейтрального слоя до внутренней поверхности листа обозначается λ.
С другой стороны, с появлением и популярностью компьютерных технологий, чтобы лучше использовать мощную аналитическую и вычислительную мощность компьютеров, люди все чаще используют автоматизированное проектирование, но когда компьютерные программы моделируют гибку листового металла Или при расширении необходим метод расчета, чтобы точно моделировать процесс.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




