








Выбор правильной системы компенсации прогиба для листогибочных прессов

Когда дело доходит до повышения производительности листогибочные прессыВыбор правильной системы компенсации прогиба имеет решающее значение. По моему опыту, система компенсации прогиба существенно влияет на точность гибки и общую эффективность. В этой статье мы рассмотрим различные доступные варианты и поможем вам выбрать наиболее подходящую систему компенсации прогиба для вашего оборудования. листогибочные прессыПонимая ключевые факторы, я стремлюсь помочь вам принять обоснованное решение, которое в конечном итоге улучшит ваши производственные процессы и результаты. Давайте подробно рассмотрим выбор правильной системы компенсации прогиба для листогибочных прессов.
Листогибочный пресс Является важным оборудованием для обработки листового металла, точность работы которого напрямую влияет на точность гибки заготовок. В процессе гибки заготовки, поскольку наибольшая нагрузка приходится на оба конца ползуна, сила реакции при изгибе листа приводит к вогнутой деформации нижней поверхности ползуна, при этом наибольшая деформация приходится на среднюю часть ползуна. В результате гибка заготовки происходит под разными углами по всей длине.
Для устранения неблагоприятного воздействия деформации ползуна необходимо компенсировать деформацию прогиба. Обычные системы компенсации прогиба для листогибочных прессов включают гидравлическую и механическую, которые создают упругую деформацию средней части рабочего стола, направленную вверх, чтобы компенсировать деформацию ползуна гибочной машины, обеспечивая точность обработки поверхности соединения и повышая точность заготовки. В настоящее время ведущие зарубежные производители листогибочных прессов используют механические устройства компенсации прогиба. Отечественные производители выбирают подходящий метод компенсации прогиба в зависимости от конкретной ситуации.


Введение двух систем коронации
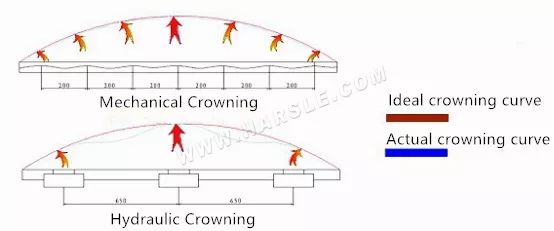
⒈ Гидравлическое искривление:
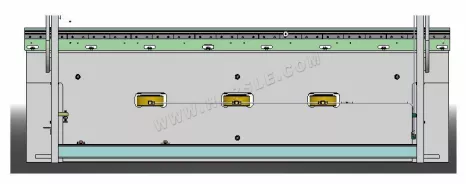
Гидравлический автоматический механизм компенсации прогиба рабочего стола состоит из группы гидравлических цилиндров, установленных в нижней части рабочего стола. Положение и размер каждого гидравлического цилиндра компенсации прогиба разработаны в соответствии с прогибом плунжера и конечно-элементным анализом рабочего стола. Гидравлическая система компенсации прогиба обеспечивает прогиб нейтральной версии посредством относительного смещения передней, средней и задней трёх вертикальных пластин. Принцип действия заключается в том, что прогиб достигается за счёт упругой деформации самой стальной пластины, поэтому величину прогиба можно регулировать в пределах упругого диапазона рабочего стола.
⒉Механическая коронация:
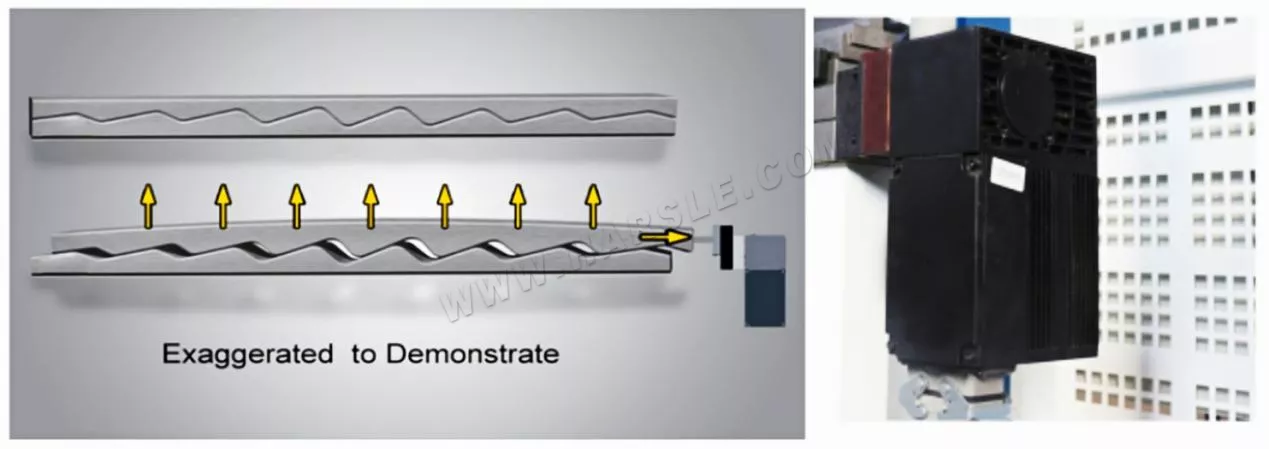
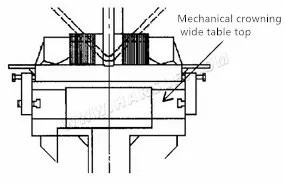
Система механической компенсации прогиба состоит из группы выпуклых клиновых блоков с наклонной плоскостью, каждый из которых спроектирован в соответствии с кривой прогиба, полученной методом конечных элементов для ползуна и рабочего стола. Контроллер ЧПУ рассчитывает необходимую величину прогиба в зависимости от силы нагрузки при изгибе заготовки (эта сила вызывает деформацию прогиба ползуна и вертикальной плиты рабочего стола) и автоматически регулирует величину относительного перемещения выпуклого клина, эффективно компенсируя деформацию прогиба, вызванную ползунком и вертикальной плитой рабочего стола.
Идеальный механический прогиб. Прогибание изогнутой заготовки достигается путём управления её положением для создания «предварительного выгиба». Набор клиньев формирует кривую, соответствующую фактическому прогибу в продольном направлении рабочего стола, обеспечивая постоянный зазор между верхним и нижним штампами во время гибки.
Принцип двух систем коронации
Поскольку существует множество видов систем управления для листогибочных прессов с ЧПУ, принципы работы гидравлического и механического прогиба объясняются на примере системы числового программного управления серии DA-66T компании DELEM из Нидерландов.
⒈Принцип работы гидравлического крена
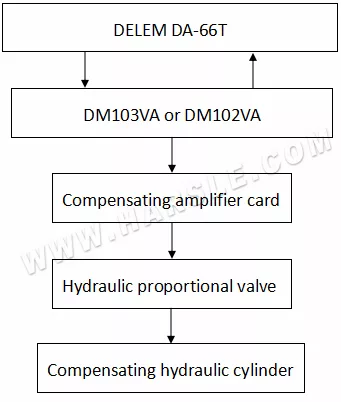
Следующая блок-схема представляет собой принципиальную схему управления на примере системы числового программного управления DELEN DA-66T и гидравлической системы HO-ERBIGER.
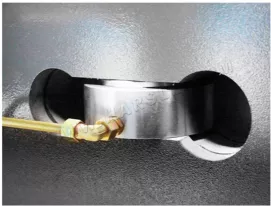
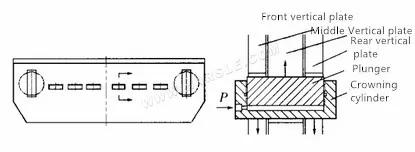
На рисунке ниже видно, что нижняя часть верстака состоит из толстой основной плиты и двух относительно тонких боковых. В месте расположения цилиндра компенсации прогиба (см. рисунок), средняя основная плита заметно выступает. При изгибе заготовки гидравлический клапан открывает отверстие пропорционального клапана в соответствии с величиной прогиба, автоматически рассчитанной системой числового программного управления, и гидравлическое масло поступает в гидроцилиндр компенсации прогиба.
Поршень в гидроцилиндре выталкивает небольшую часть, что приводит к упругой деформации средней основной плиты вверх, что повышает точность обработки заготовки. Конечно, точность гибки заготовки также зависит от настройки внутренних параметров системы ЧПУ.
⒉Принцип работы механического коронирования
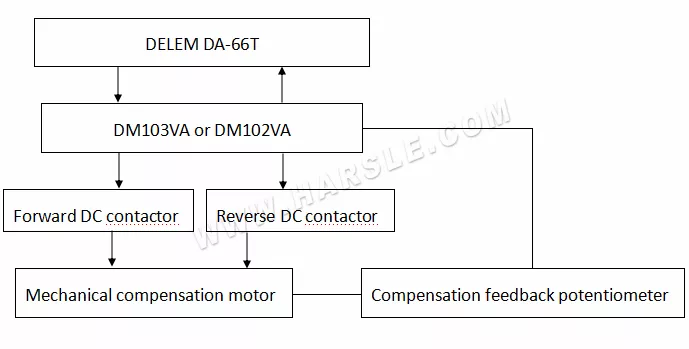
Механический механизм компенсации прогиба состоит из верхней и нижней опор и рабочих столов, соединенных тарельчатой пружиной и болтами. Верхняя и нижняя опоры состоят из нескольких наклонных клиньев с разным уклоном. Без механического компенсации прогиба наблюдается значительная разница между уклоном обоих концов верхней и нижней опор и средней части.
Это связано с тем, что величина деформации, необходимая для компенсации прогиба, в середине станка наибольшая. После добавления механического компенсации прогиба наклоны верхней и нижней опор одинаковы; до компенсации прогиба они полностью прилегают друг к другу. При необходимости компенсации прогиба нижняя опора перемещается влево под действием двигателя, а верхняя и нижняя опоры остаются прижатыми друг к другу на левом конце и разъединены на правом. Из-за разного наклона верхней и нижней опор верхняя опора под действием нижней опоры испытывает упругую деформацию, направленную вверх.
Этот механический механизм компенсации прогиба использует целые верхнюю и нижнюю колодки. Конечно, также можно использовать разрезной клин с уклоном, а затем использовать резьбовой винт для перемещения клина влево и вправо, тем самым достигая компенсации прогиба для деформации ползуна станка. Для повышения точности гибки заготовки принцип электрического управления такой же, как и у общего механического механизма компенсации прогиба верхней и нижней колодок.
Механический механизм компенсации прогиба с разрезным клиновым блоком в настоящее время наиболее распространён в отечественных многотоннажных гибочных станках. Благодаря механическому компенсационному механизму компенсируется деформация ползуна станка, что обеспечивает точность обработки поверхности соединения и повышает точность обработки заготовки.
Сравнение двух систем коронации
⒈Преимущества гидравлического крена:
● После длительного использования гидравлический механизм компенсации прогиба не имеет проблем с износом, в то время как ходовой винт и клиновой блок механического механизма компенсации прогиба изнашиваются после длительного использования.
● Гидравлическая компенсация прогиба занимает меньше места, в то время как механическая компенсация прогиба занимает больше свободного пространства как по высоте, так и по ширине.
● При использовании гидравлического механизма компенсации прогиба смещение плиты невозможно, поскольку нижний стол находится в плоском состоянии всей конструкции и в плоском контакте с изогнутой плитой, а также обеспечивает высокую устойчивость при контакте верхней крестовины с «точкой зажима» плиты. Механическое компенсация прогиба происходит только после изгиба, что может привести к непредсказуемым ошибкам.
● Гидравлическую коррекцию можно регулировать, не снимая заготовку, что невозможно при механической коррекции.
⒉Преимущества механического коронирования:
● Механическая система компенсации прогиба имеет долговременную стабильность, что снижает трудоемкость обслуживания и частоту гидравлической компенсации прогиба (например, утечки масла, вызванной повреждением уплотнительного кольца) и не требует технического обслуживания в течение всего срока службы станка.
● Поскольку при механическом прогибании имеется много точек прогиба, можно получить точное отклонение прогиба по всей длине рабочего стола, что позволяет гибочному станку сгибать заготовку в более линейном режиме прогиба и улучшает эффект гибки заготовки.
●Механическая коррекция прогиба использует потенциальную линейку для измерения положения обратного сигнала в качестве оси числового управления, реализуя цифровое управление и делая значение прогиба более точным.