








Эффективные советы по проектированию листогибочных прессов для формовки
Как опытный специалист в области металлообработки, я понимаю важность эффективного конструкция листогибочного пресса Советы по формовке. Правильно спроектированный листогибочный пресс может значительно повысить точность и эффективность гибочных операций. В этой статье я поделюсь ключевыми идеями и практическими советами, которые помогли мне оптимизировать настройки листогибочного пресса для различных материалов и толщин. Следуя этим рекомендациям, вы сможете оптимизировать рабочий процесс, сократить количество отходов и добиться лучших результатов в своих проектах по формовке. Давайте рассмотрим основные советы по проектированию, которые могут существенно улучшить вашу работу!
Советы по проектированию листогибочного пресса –Характеристики оборудования
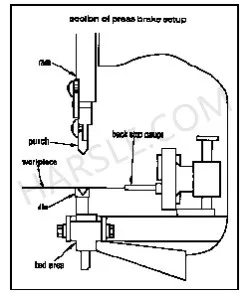
Гибочные прессы обычно имеют грузоподъёмность от 20 до 200 тонн и длину станины от 4 до 14 футов (от 1,2 до 4,3 м), хотя встречаются и гораздо более мощные и меньшие по размеру станины. Они могут иметь механический, гидравлический или гидромеханический привод. В зависимости от направления рабочего хода ползуна, они могут быть «поднимающего» или «опускающего» действия. На рисунке 1 показан гидравлический листогибочный пресс с ЧПУ опускающего действия.

Листогибочные прессы может быть оснащен одним из нескольких типов задних упоров и ограничителей глубины, включая устанавливаемые и регулируемые вручную измерительные приборы, штифты, которые входят в отверстия в заготовке, и программируемые устройства с числовым программным управлением, которые регулируют настройки после каждого хода.
Советы по проектированию листогибочных прессов — формовка Операция
Большинство листогибочных прессов имеют ручную подачу. Оператор удерживает заготовку между пуансоном и матрицей, прижимая её к соответствующему шаблону, задавая заданный размер гиба.
Когда заготовка установлена правильно, станок активируется, приводя к перемещению ползуна к станине, и заготовка формируется между матрицей и пуансоном. Затем ползун возвращается в исходное положение, позволяя извлечь заготовку.
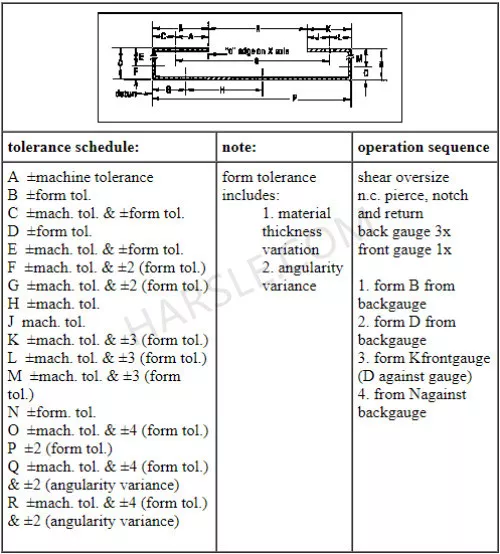
Одним из видов гибки на листогибочном прессе является гибка листового металла под прямым углом. Как показано на рисунке 3, пуансон вдавливает заготовку в полость матрицы. На протяжении всей операции заготовка касается только кончика пуансона и двух кромок нижнего штампа. Когда усилие верхнего штампа ослабевает, заготовка «отскакивает», формируя окончательный угол. Величина отскакивания напрямую зависит от типа материала, его толщины, зернистости и состояния.
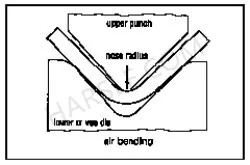
Чтобы минимизировать время настройки, большинство инструментов для воздушной гибки изготавливаются с одинаковым углом наклона пуансона и матрицы. Обычно используется угол наклона матрицы 80° или 85°, что обеспечивает достаточную упругость для получения конечного угла 90°.
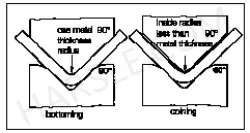
В случаях, требующих точности размеров и углов, требуется другой процесс формовки. Этот процесс называется «чеканкой» или «дорнованием». Чеканка требует изготовления пуансона и матрицы с заданным конечным углом гиба и полного вдавливания заготовки в матрицу. Чеканка уменьшает пружинение, однако этот процесс ограничен усилием листогибочного пресса.
Советы по проектированию листогибочного прессаПреимущества и ограничения
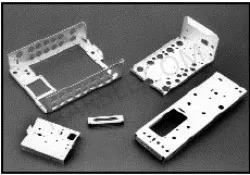
Основное преимущество листогибочного пресса как инструмента для формовки заключается в его гибкости. Использование стандартных V-образных штампов обеспечивает экономичную настройку и сокращает время производства при изготовлении небольших партий и прототипов. Стандартные комплекты штампов позволяют обрабатывать детали практически любого размера и формы, что исключает затраты и время, связанные с изготовлением пресс-форм. Демонстрирует сложность деталей, изготавливаемых на листогибочном прессе.
Современные листогибочные прессы с программируемыми задними упорами, использующие несколько комплектов штампов, сделали этот процесс формовки гораздо более конкурентоспособным при длительных циклах производства.
В случаях, когда конструкция изделия требует использования инструмента специальной формы, затраты на штампы листогибочных прессов и сроки поставки относительно невелики.
Ещё одним существенным преимуществом является широкий диапазон размеров обрабатываемых на листогибочном прессе заготовок. Длина деталей может соответствовать длине ползуна (в пределах тоннажа), а ширина детали ограничена только возможностью извлечения заготовки из станка после формовки.
Благодаря быстрой смене штампов можно создавать разнообразные стандартные формы с умеренными затратами, обеспечивая значительную гибкость в конфигурации конечного продукта. Однако следует помнить, что, поскольку каждый изгиб измеряется отдельно, каждый изгиб или операция вносит потенциальные дополнительные изменения размеров.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




