








Y32 против Y27: различия между формовкой и глубокой вытяжкой
В этой статье я рассмотрю ключевые различия между станками Y32 и Y27, уделив особое внимание их уникальным областям применения в процессах формовки и глубокой вытяжки. Понимание этих различий крайне важно для выбора оборудования, подходящего для ваших конкретных производственных задач. Подробно описывая возможности и характеристики обеих моделей, вы получите представление о принципах работы каждого станка и его преимуществах. Планируете ли вы модернизацию или просто хотите узнать больше об этих технологиях, это руководство предоставит вам ценную информацию, которая поможет вам в принятии решений.
Снижение различий
Разница между формовкой с помощью Y32 гидравлический пресс и глубокая вытяжка с Y27 гидравлический пресс кроется в конкретных методах, областях применения и результатах каждого процесса. Ниже представлен анализ различий между формовкой и глубокой вытяжкой, а также их применение на гидравлических прессах:
Формовка с помощью гидравлического пресса Y32:
●Техника:
Формовка с помощью гидравлического пресса Y32 включает в себя придание плоским или предварительно сформированным материалам желаемой формы с использованием различных технологий, таких как гибка, растяжение, штамповка и ковка.
Материал подвергается пластической деформации, но в целом сохраняет свою первоначальную толщину на протяжении всего процесса формования.
●Приложения:
Гидравлические прессы Y32 используются для широкого спектра формовочных работ в различных отраслях промышленности, включая автомобилестроение, аэрокосмическую промышленность, строительство, производство потребительских товаров и промышленное машиностроение.
К распространенным фасонным деталям относятся кронштейны, панели, кожухи, трубы и конструктивные элементы.
●Исход:
Основной целью формовки на прессе Y32 является получение деталей определенной формы или конфигурации без существенного изменения толщины материала.
Формованные детали могут иметь сложную геометрию, но их толщина остается относительно постоянной по сравнению с деталями, полученными глубокой вытяжкой.
Глубокая вытяжка на гидравлическом прессе Y27:
●Техника:
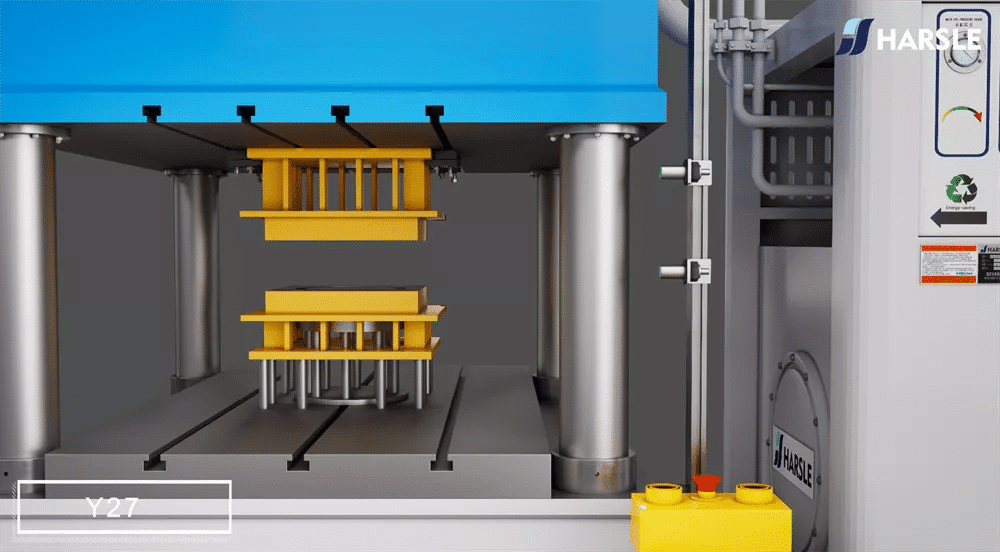
Глубокая вытяжка на гидравлическом прессе Y27 — это специализированный процесс формовки, используемый для создания полых трехмерных деталей из плоских заготовок из листового металла.
Заготовка протягивается в полость матрицы с помощью пуансона, что приводит к значительному утончению и растяжению материала.
●Приложения:
Гидравлические прессы Y27 специально разработаны для глубокой вытяжки, которая обычно встречается в таких отраслях, как автомобилестроение, производство потребительской упаковки, кухонных принадлежностей, электроники и медицинских приборов.
Глубокая вытяжка используется для производства таких деталей, как банки, контейнеры, панели кузова автомобиля, корпуса бытовой техники и корпуса медицинских приборов.
●Исход:
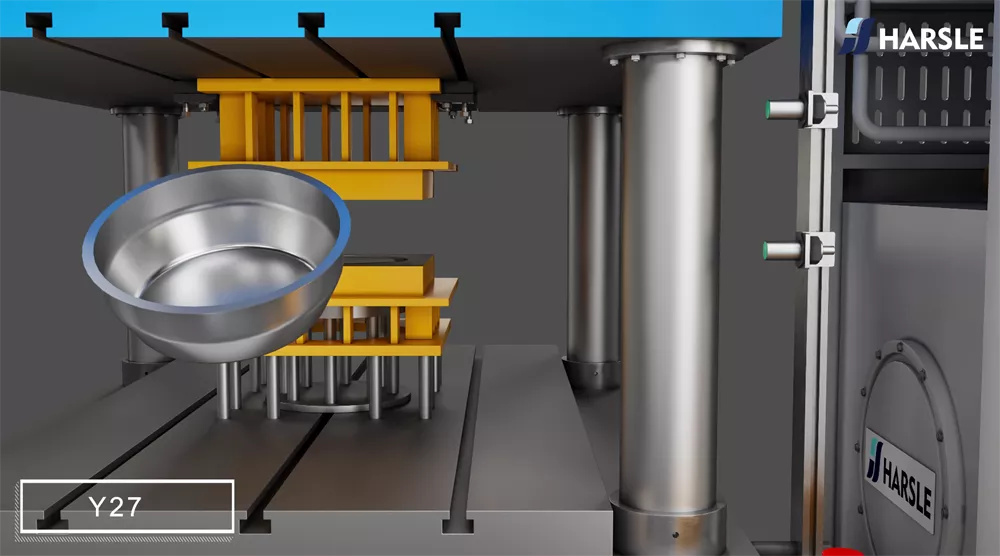
Основным результатом глубокой вытяжки на прессе Y27 является создание сложных полых деталей, глубина которых превышает исходную толщину материала.
Детали глубокой вытяжки обычно характеризуются значительным истончением и растяжением материала с плавными переходами и минимальным образованием складок.
Краткое изложение различий:
1. Процесс: Формование с помощью пресса Y32 включает в себя придание материалам желаемой формы без существенного утончения, тогда как глубокая вытяжка с помощью пресса Y27 включает в себя растяжение и утончение материала для создания полых трехмерных деталей.
2. Области применения: Гидравлические прессы Y32 используются для широкого спектра операций формовки, тогда как прессы Y27 специализированы для операций глубокой вытяжки.
3. Результаты: Детали, формованные на прессе Y32, сохраняют относительно постоянную толщину, в то время как детали, подвергнутые глубокой вытяжке на прессе Y27, демонстрируют значительное истончение и растяжение.
Подробный рабочий процесс
Формовка с помощью гидравлического пресса Y32:

Подготовка материалаФормовка с помощью гидравлического пресса Y32 начинается с подготовки формуемого материала, который может включать плоские листы или предварительно отформованные заготовки из металла.
Настройка инструмента:Инструментальная оснастка, включающая матрицы (охватывающие) и пуансоны (штамповочные), подбирается и устанавливается на станину пресса в соответствии с требуемой формой и размерами формуемой детали.

Загружаемый материал:Материал помещается на поверхность штампа, обеспечивая правильное выравнивание и позиционирование для процесса формования.

Зажим и удержание:Пресс надежно зажимает материал на месте, предотвращая его смещение во время формования, обеспечивая точное придание детали формы.

Операция формования: Гидравлический пресс прикладывает контролируемое усилие к пуансону, который затем деформирует материал по форме полости матрицы.


В зависимости от требований к детали могут применяться различные методы формовки, такие как гибка, растяжение, штамповка или ковка.
Множественные операции:Для сложных деталей несколько операций формовки могут выполняться последовательно с корректировкой настроек инструмента и пресса между каждой операцией.
Выброс и доработка:После завершения процесса формовки отформованная деталь извлекается из полости штампа. Излишки материала обрезаются, и при необходимости могут быть выполнены такие финишные операции, как снятие заусенцев или обработка поверхности.


Глубокая вытяжка на гидравлическом прессе Y27:

Подготовка материала:Глубокая вытяжка на гидравлическом прессе Y27 начинается с подготовки материала, как правило, это плоские листовые металлические заготовки соответствующей толщины для требуемой детали.
Настройка штампа:Выбирается и устанавливается на станину пресса специализированный штамп для глубокой вытяжки, полость которого имеет форму, соответствующую геометрии конечной детали.
Загрузка материала: Заготовка помещается на поверхность штампа и выравнивается в полости штампа, обеспечивая правильное позиционирование для процесса вытяжки.
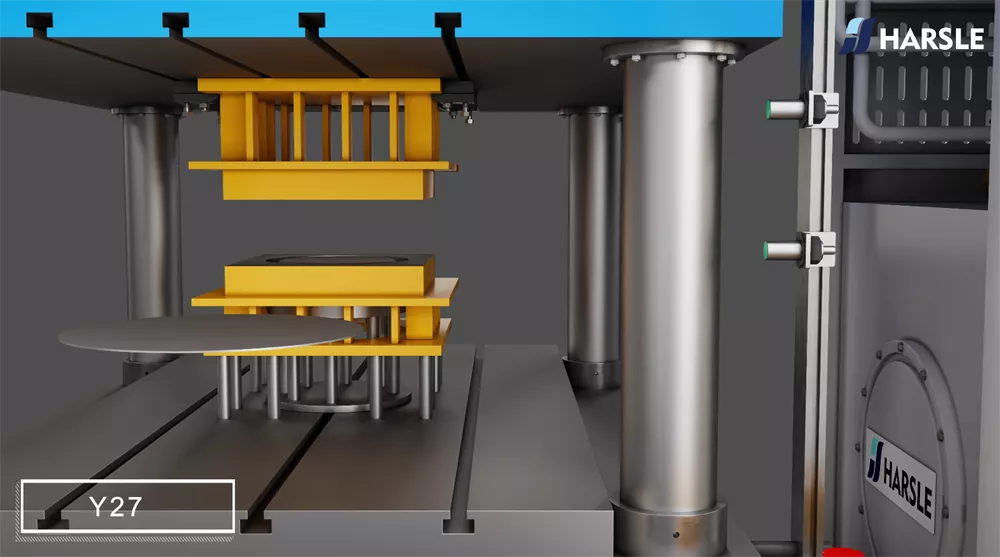
Зажим и удержание:Пресс надежно зажимает заготовку по краям, удерживая ее на месте и предотвращая смещение во время вытяжки.
Операция рисования: Гидравлический пресс прикладывает контролируемое усилие к пуансону, который втягивает заготовку в полость матрицы.

В процессе вытяжки материал подвергается значительному истончению и растяжению, принимая форму полости штампа для создания конечной детали.
Формирование контроля:Подушки для вытяжки и штампа, если таковые имеются, обеспечивают дополнительную поддержку и контроль в процессе вытяжки, сводя к минимуму образование складок и гарантируя точность деталей.


Перерисовка и доработка:Для деталей со сложной геометрией или жесткими допусками можно итеративно выполнить несколько операций вытяжки для достижения желаемой формы и размеров. После завершения вытяжки сформированная деталь извлекается из полости штампа, очищается от лишнего материала и подвергается финишной обработке.

Подводя итог, можно сказать, что, хотя и формовка на гидравлическом прессе Y32, и глубокая вытяжка на гидравлическом прессе Y27 являются процессами металлообработки с использованием гидравлических прессов, они различаются по технологиям, сферам применения и результатам, удовлетворяя различные производственные потребности и требования к продукции.
Russia-Customer-Feedback-5.jpg)
Russia-Customer-Feedback-4.jpg)
Russia-Customer-Feedback.jpg)








