








В этом всеобъемлющем руководстве подробно рассматривается анализ осей при гибке труб, объясняется, как каждая ось — Y, B, C, A, Z и X — влияет на точность гибки, эффективность работы станка и надежность производства. Узнайте, как оптимизация взаимодействия нескольких осей улучшает результаты изготовления и сокращает время цикла.
Анализ осей при гибке труб: почему он стал необходимым в современном производстве.
По мере перехода производства к автоматизации и высокоточной обработке, Анализ осей изгиба труб Многоосевые трубогибочные станки стали одним из наиболее ценных инженерных подходов для обеспечения стабильного качества гибки и достижения эффективного производственного процесса. Многоосевые трубогибочные станки перестали быть простыми механическими устройствами; они превратились в сложные электромеханические системы, основанные на синхронизированном взаимодействии осей, сервоуправляемых контурах обратной связи и адаптивных параметрах, подобранных для различных материалов.
В этом контексте понимание индивидуальной роли каждой оси, а также коллективной динамики между осями позволяет операторам и инженерам добиваться большей точности, минимизировать потери материала, сокращать время цикла и поддерживать долговременную стабильность работы оборудования. В данной статье представлен подробный анализ каждой оси, ее эксплуатационных характеристик и инженерных принципов, лежащих в основе точной гибки.
Расширенный анализ осей с учетом технической глубины.
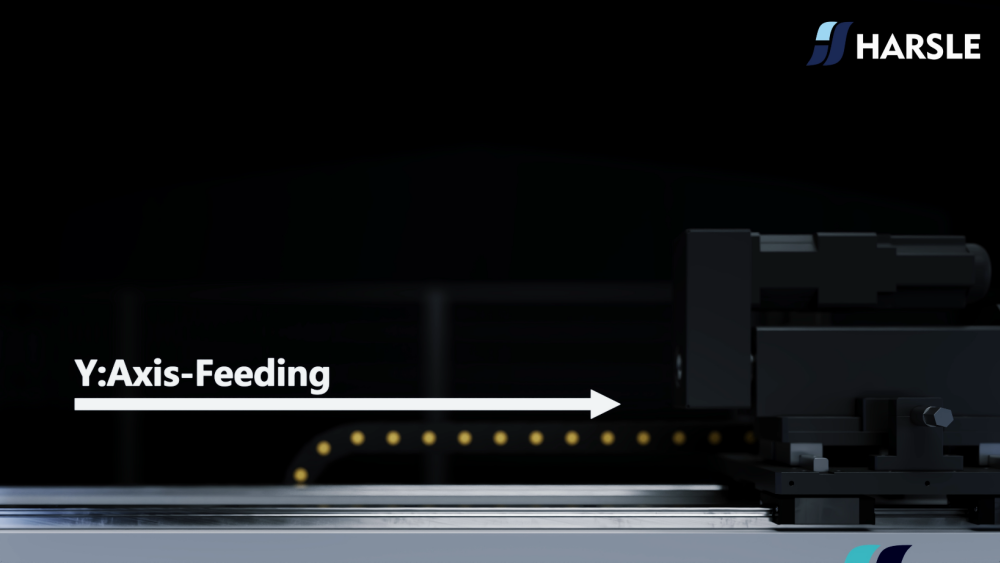
1. Ось Y – Подача
В анализе осей при гибке труб ось Y выступает в качестве отправной точки для всех последующих операций гибки, поскольку точная длина подачи определяет положение каждого изгиба в последовательности. Ошибка в позиционировании по оси Y — даже такая незначительная, как несколько десятых миллиметра — может накапливаться на протяжении нескольких изгибов и приводить к отклонениям в размерах, проблемам при сборке или браку материала.
Поэтому система подачи корма должна осуществлять строгий контроль над... скорость, крутящий момент, сила зажима и позиционная обратная связь.
Расширенные технические аспекты
- Поведение скорости подачи
Более высокие скорости подачи позволяют выполнять быстрые циклы, но могут вызывать вибрации или микропроскальзывание по поверхности трубы. Для компенсации необходимы надежные контуры управления. - Сервоприводная против гидравлической подачи
Сервоприводная подача обеспечивает высокую повторяемость, а гидравлическая подача — большее усилие проталкивания; выбор подходящей системы зависит от диаметра трубы и толщины стенки. - Интеграция датчиков
Датчики подачи на основе лазеров и энкодеров значительно повышают точность, обеспечивая обратную связь в реальном времени, и улучшают точность позиционирования за счет автоматической коррекции. - Взаимодействие материалов и поверхностей
Для обработки таких металлов, как нержавеющая сталь, необходимо стабильное давление зажима во избежание образования вмятин на поверхности, поэтому калибровка усилия зажима является важной частью обеспечения точности подачи.
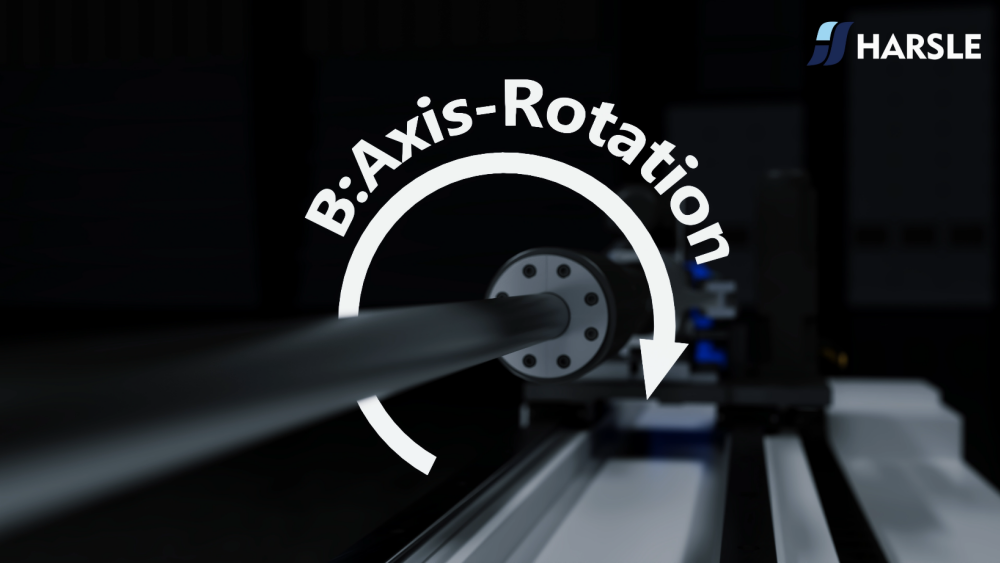
2. Ось B – Вращение
Ось B определяет ориентацию трубы перед изгибом, и точность ее вращения напрямую влияет на способность станка производить детали с разнонаправленной геометрией, такие как автомобильные выхлопные системы, трубки систем отопления, вентиляции и кондиционирования воздуха, а также гидравлические линии.
Расширенные технические аспекты
- Компенсация инерции вращения
Трубы большего диаметра или большего веса обладают большей инерцией, что требует более точного контроля ускорения и замедления для предотвращения перерегулирования. - Многоосевая синхронизация
Для поддержания геометрической целостности на протяжении всех последовательных изгибов ось B должна работать в полной гармонии с осями Y и C. - Разрешение кодировщика
Энкодеры высокого разрешения позволяют осуществлять точную угловую коррекцию, обеспечивая сложные схемы изгиба, которые были бы невозможны с низкоточными устройствами обратной связи. - Конструкция зажимного приспособления и фиксатора
Для обеспечения стабильной угловой точности поворотное приспособление должно предотвращать проскальзывание трубы во время вращения с высоким крутящим моментом.
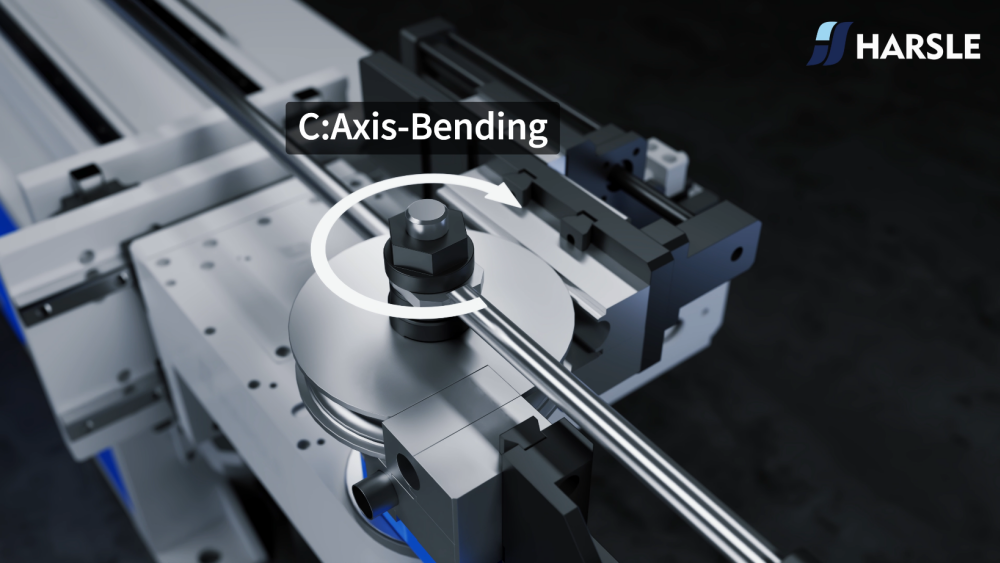
3. Ось С – Изгиб
Ось C является сердцем системы анализа осей изгиба труб. Она прикладывает усилие для изгиба трубы, и качество этого действия определяет окончательную геометрию, целостность поверхности и структурную целостность готовой детали.

Расширенные технические аспекты
- Распределение сил и контроль радиуса
Для предотвращения сплющивания или растрескивания, особенно при формировании труб с малым радиусом, машина должна прикладывать постоянное изгибающее усилие по всей длине трубы. - Модели прогнозирования упругого восстановления
Современные системы используют базы данных материалов для прогнозирования упругого восстановления, что позволяет станку автоматически применять компенсацию. - Оптимизация оправки и скребковой матрицы
Правильный выбор типа оправки — пробковой, фасонной или шаровой — значительно улучшает качество внутренней поверхности и предотвращает образование складок. - Адаптивные алгоритмы изгиба
Усовершенствованные системы управления анализируют сопротивление изгибу в режиме реального времени, регулируя крутящий момент или угол для поддержания запрограммированной геометрии.
4. Ось – Толкание
Ось А обеспечивает дополнительную продольную поддержку и гарантирует, что труба остается в правильном положении во время длинных изгибов или при работе с большими, тяжелыми или длинными трубами.
Расширенные технические аспекты
- Стабилизация при большом ходе
При прокладке длинных труб необходимо обеспечить стабильность конструкции на протяжении длительных расстояний, чтобы избежать провисания или смещения. - Контроль крутящего момента и силы
Датчики обнаруживают аномальное сопротивление, обеспечивая предотвращение деформации трубы или ее столкновения с инструментом. - Интеграция с осью Y
В процессах высокоточной гибки оси Y и A должны работать согласованно, чтобы гарантировать правильное выравнивание и позиционирование.
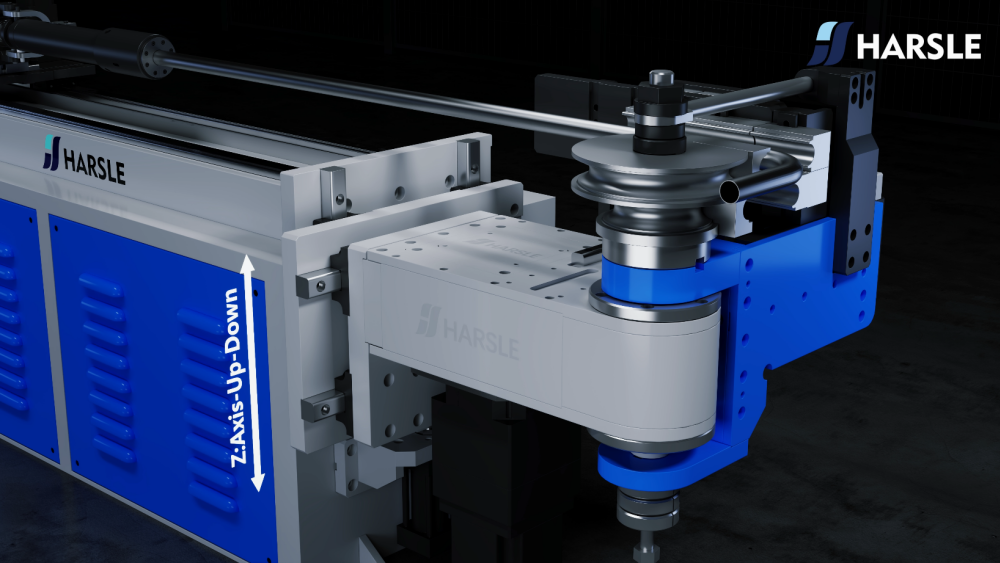
5. Ось Z – Вертикальное перемещение
Ось Z регулирует вертикальный зазор, позволяя операторам переключаться между инструментами, изменять геометрию гибки и создавать пространство для операций многослойной гибки.
Расширенные технические аспекты
- Возможность подъема больших грузов
Ось Z должна сохранять жесткость и стабильность при больших нагрузках, особенно при работе с крупными штампами. - Вертикальная повторяемость
Точный контроль высоты гарантирует, что каждый изгиб начинается с одинаковой настройки инструмента. - Функции безопасности и контроля доступа
Регулировка вертикальной высоты защищает станок от столкновений во время сложных циклов с многократным изгибом.
6. Ось X – горизонтальное перемещение
Ось X обеспечивает боковое выравнивание во время гибки, что особенно важно при изготовлении многоплоскостных или пространственно сложных деталей.


Расширенные технические аспекты
- Точность поперечного позиционирования
Высокоточные линейные направляющие и шариковые винты обеспечивают плавное и стабильное горизонтальное перемещение. - Комплексная геометрическая компенсация
Для компенсации упругого восстановления или эластичности материала часто требуется боковая компенсация. - Обратная связь замкнутого контура
Горизонтальное позиционирование с сервоприводом обеспечивает точную разработку деталей, изготавливаемых в разных направлениях.
Как анализ осей при гибке труб повышает эффективность
Применение систематического подхода Анализ осей изгиба труб Это позволяет операторам выявлять слабые места в производстве, корректировать параметры взаимодействия осей, оптимизировать операции с перекрытием и сокращать ненужные простои между изгибами. Благодаря стратегическому анализу осей производители могут:
- Сокращение времени цикла
- Повысить эффективность использования оборудования
- Повышение стабильности качества продукции
- Более низкие ставки металлолома
- Продление срока службы оборудования
В конечном итоге, оптимизация на уровне осей обеспечивает более предсказуемую и стабильную среду изгиба.
Текущие проблемы и практические решения
Даже при использовании передового анализа осей гибки труб, производственные бригады по-прежнему сталкиваются с реальными проблемами, такими как:
- Изменение твердости материала
- Пружинный отскок, зависящий от температуры
- Износ инструмента и смещение штампа
- дрейф калибровки датчика
- Несогласованность оператора
Как правило, предлагаемые решения включают профилактическое техническое обслуживание, периодическую калибровку и интеграцию систем мониторинга, способных выявлять отклонения до того, как они повлияют на производство.
Заключение: Будущие тенденции в анализе осей гибки труб.
По мере развития машинного интеллекта ожидается, что анализ осей при гибке труб будет включать в себя прогнозные корректировки на основе ИИ, автоматический расчет упругого восстановления, картирование сил в реальном времени и самооптимизирующиеся алгоритмы гибки. Эти достижения позволят гибочным станкам принимать автономные решения, значительно повысят точность и снизят эксплуатационные расходы.
Внедрение анализа осей изгиба труб в качестве ключевого метода позволяет производителям повысить производительность, улучшить качество продукции и укрепить свои позиции на рынке металлообработки в долгосрочной перспективе.



