








Узнайте, как выравнивание валков решает проблему неравномерного закрытия зазоров на четырехвалковом листопрокатном стане. В этом руководстве объясняется, когда и как выравнивать нижние и боковые валы для восстановления точности и стабильности прокатки.
Введение
В повседневной работе четырехвалкового листопрокатного стана неравномерное зазорное закрытие после прокатки является распространенной, но часто неправильно понимаемой проблемой. Многие операторы инстинктивно связывают эту проблему с отскоком материала, настройками параметров или техникой оператора. Однако в реальных промышленных условиях значительная часть проблем с неравномерным зазорным закрытием напрямую связана с ошибками выравнивания валков, особенно нижнего и боковых валков.
Выравнивание валков играет решающую роль в обеспечении симметричного распределения усилий в процессе прокатки. Когда геометрическое соотношение между валками нарушается, листовой материал подвергается неравномерной деформации, что приводит к неполному закрытию или видимым зазорам на обоих концах прокатываемой заготовки. В данной статье дается систематическое объяснение того, когда требуется выравнивание валков, почему возникают ошибки выравнивания и как правильно выполнить компенсацию выравнивания валков на четырехвалковом листопрокатном стане.
Понимание принципа выравнивания валков в четырехвалковом листопрокатном стане.
Выравнивание валков подразумевает геометрическую и позиционную согласованность между валками в прокатном стане, обеспечивающую симметричную работу всех подвижных валков относительно неподвижного опорного валка.
В стандартной конфигурации четырехвалковой листопрокатной машины:
- Сайт верхний вал выполняет функцию основного формовочного валика.
- Сайт нижний вал обеспечивает вертикальную опору и усилие зажима.
- Сайт левые и правые боковые рулоны контролировать радиус изгиба и помогать при предварительном изгибе
Важно уточнить одну из важнейших профессиональных предпосылок:
Верхний ролик не предназначен для компенсации положения.. Он может вращаться и перемещаться вертикально во время работы, но не участвует в коррекции выравнивания. Поэтому все регулировки выравнивания роликов выполняются путем компенсации. только нижний и боковые рулоны.
Когда становится необходимо выравнивание валков
Выравнивание валков ни в коем случае нельзя рассматривать как рутинную регулировку или операцию проб и ошибок. В четырехвалковых листопрокатных машинах компенсация выравнивания требуется только тогда, когда конкретные механические симптомы четко указывают на то, что геометрическое соотношение между валками отклонилось от расчетного равновесия. На основе обширных исследований...опыт обслуживания клиентов, роль Выравнивание становится необходимым при следующих четко определенных условиях.
Неравномерное закрытие зазоров после прокатки
Одним из наиболее прямых и надежных индикаторов для коррекции выравнивания валков является неравномерный зазор закрытия, наблюдаемый на прокатанной заготовке. Если лист не закрывается должным образом на заключительном этапе прокатки, и особенно если ширина зазора на двух концах заметно различается, проблему не следует ошибочно интерпретировать как простую ошибку параметров прокатки или упругое восстановление материала.
Подобные асимметричные зазоры отражают отклонение в направлении положения валков, что означает, что нижние или боковые валки больше не оказывают равномерного давления по всей ширине листа. В таких случаях требуется корректировка выравнивания валков для восстановления параллельности и синхронизированной передачи усилия.
Асимметричное распределение сил при прокатке
Еще один распространенный сценарий, требующий выравнивания валков, — это неравномерное распределение силы в процессе прокатки. Если лист постоянно смещается в одну сторону, если одна кромка начинает формироваться раньше другой или если сопротивление прокатке заметно различается по ширине, эти симптомы указывают на асимметричное распределение силы прокатки.
Это состояние обычно возникает из-за незначительных отклонений положения нижних или боковых валков, вызывающих механический дисбаланс, а не из-за ошибок системы управления. Правильное выравнивание валков обеспечивает равномерное распределение прокатных усилий, восстанавливая механическую симметрию и повышая стабильность формования.
После технического обслуживания или длительной эксплуатации
Компенсация выравнивания валков может также потребоваться после длительной эксплуатации машины или после проведения работ по механическому обслуживанию. Со временем такие факторы, как износ подшипников, гидравлический сдвиг, тепловое расширение или предыдущие регулировочные работы, могут незначительно изменить относительное положение валков.
Даже незначительные отклонения, накапливаясь, могут ухудшить точность прокатки и качество смыкания. В таких условиях проверка и компенсация выравнивания валков помогают поддерживать стабильную геометрию станка, предотвращают прогрессирующее смещение и обеспечивают долговременную точность прокатки.
Почему ошибки выравнивания при прокатке приводят к неравномерному закрытию зазоров?
С механической точки зрения, четырехвалковый листопрокатный стан работает за счет сбалансированных векторов сил, действующих вдоль продольной оси листа. При нарушении соосности валков:
- Одна сторона нижнего валка может располагаться дальше от верхнего валка.
- Боковые рулеты могут не быть симметричными относительно друг друга.
- Смещение центральной линии при качении
В результате пластина подвергается неравномерной пластической деформации. Это объясняет, почему образуются неравномерные зазоры при закрытии. направленный и повторяемый, а не случайные дефекты. Коррекция выравнивания валков восстанавливает заданное геометрическое соотношение между валками, позволяя листу деформироваться равномерно по всей его ширине.
Принцип компенсации выравнивания при крене
Компенсация выравнивания валков работает за счет цифровой коррекции опорного положения каждого подвижного валка через систему управления. Вместо физического перемещения валков система перекалибровывает их нулевые точки для обеспечения синхронизированного движения.
Основной принцип прост, но крайне важен:
Компенсацию всегда следует применять к той стороне валка, которая находится дальше от верхнего валка., не с ближней стороны.
Это гарантирует, что коррекция выравнивания вернет все ролики в общую геометрическую плоскость.
Пошаговая процедура выравнивания валков (пример нижнего валка)
В следующей процедуре в качестве примера для иллюстрации процесса выравнивания валков используется нижний валок. В четырехвалковом листопрокатном стане верхний валок служит фиксированной геометрической точкой отсчета и не участвует в процессе выравнивания. Та же логика компенсации применяется как к левому, так и к правому валкам.
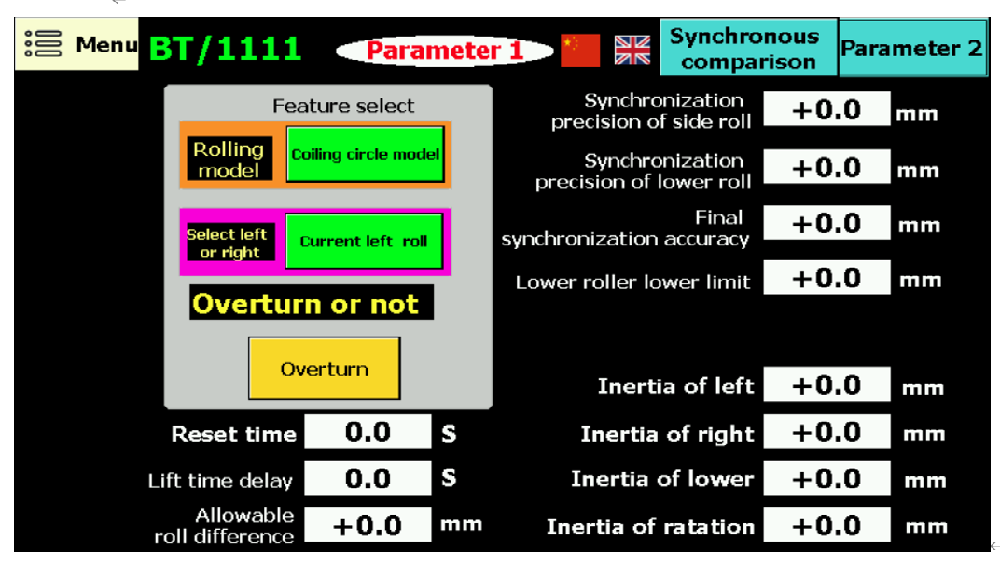
Шаг 1: Войдите в интерфейс параметров.
Получите доступ к интерфейсу параметров системы машины через панель управления и перейдите к следующему разделу. Страница параметров 2.
Для входа в меню компенсации вальцовки требуются авторизованные учетные данные, поскольку эти параметры напрямую влияют на механическую центровку вальцовочной системы.

Шаг 2: Переместите нижний ролик в самое нижнее положение.
Полностью опустите нижний валик до его механического минимального положения.
Это позволяет установить стабильное и воспроизводимое начальное состояние, устранить остаточную предварительную нагрузку и обеспечить достаточный зазор для точной калибровки соосности.
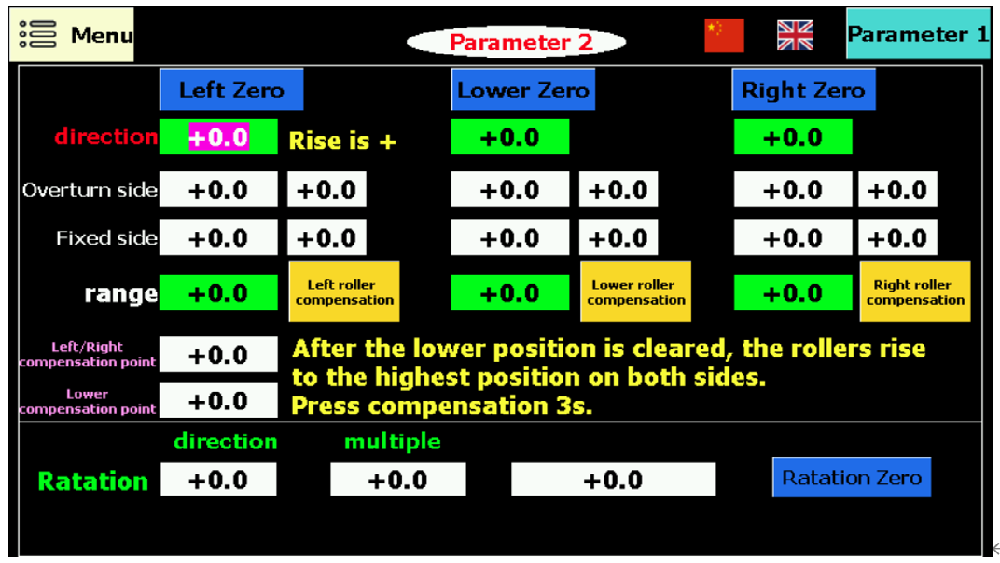
Шаг 3: Обнулите нижний опорный каток.
На панели управления нажмите синяя нижняя кнопка обнуления вращений.
Эта операция сбрасывает позиционную привязку нижнего валка, используя верхний валка в качестве фиксированной геометрической точки отсчета. Поскольку верхний валка не может перемещаться вертикально, все расчеты выравнивания выполняются относительно этой стабильной точки отсчета.
Шаг 4: Поднимите нижний ролик в максимальное положение.
Медленно поднимайте нижний валок до максимального рабочего положения, следя за расстоянием между нижним и верхним валками на обоих концах.
Во многих случаях одна сторона нижнего валка приближается к верхнему раньше, чем другая, что явно указывает на асимметричное положение. Это подтверждает наличие отклонения в выравнивании валков и необходимость его компенсации.
Шаг 5: Определите сторону компенсации
Сравните расстояния или числовые значения обратной связи на обоих концах нижнего ролика.
Сторона с меньшим числовым значением или большим физическим зазором указывает на недостаточное позиционирование вверх и, следовательно, требует компенсации. Точное определение на этом этапе имеет важное значение для предотвращения чрезмерной коррекции.
Шаг 6: Примените компенсацию нижнего крена.
Нажмите и удерживайте желтая нижняя кнопка компенсации крена примерно в течение трех секунд.
Система управления автоматически рассчитает и сохранит значение компенсации для выбранной стороны, завершив процесс. нижнее выравнивание валков обработка и восстановление симметричного положения роликов.
Выравнивание бокового качения с использованием того же метода.
После завершения выравнивания нижнего ролика повторите ту же процедуру для:
- Левый боковой рулон
- Правая сторона катушки
Для обеспечения полного выравнивания валков по всей системе прокатки каждый валок должен компенсироваться независимо. Для достижения равномерных результатов прокатки крайне важна согласованность работы всех трех подвижных валков.
Проверка после выравнивания валов
После завершения всех этапов компенсации выравнивания крена:
- Проведите испытание на прокатку с использованием стандартного материала.
- Проверьте состояние закрытия прокатанной заготовки.
- Убедитесь, что зазор между закрывающими элементами одинаков с обеих сторон.
Если результаты испытаний показывают симметричное замыкание и стабильное поведение роликов, процесс выравнивания роликов считается успешным, и машина может вернуться к нормальному режиму работы.
Распространенные заблуждения о выравнивании валов
Стоит обратить внимание на часто встречающееся недоразумение:
Неравномерное зазорное закрытие в первую очередь вызвано не отскоком материала..
Хотя свойства материала влияют на результаты прокатки, отскок обычно приводит к симметричным зазорам. Неравномерные зазоры с разным направлением почти всегда указывают на дисбаланс выравнивания валков, а не на проблемы с параметрами или материалом.
Заключение
Выравнивание валков — это фундаментальный, но часто упускаемый из виду фактор, обеспечивающий стабильное качество прокатки на четырехвалковом листопрокатном стане. При возникновении неравномерных зазоров закрытия — особенно когда ширина зазоров различается на обоих концах — правильное выравнивание нижних и боковых валков становится крайне важным.
Понимание механической логики выравнивания валков, определение правильных условий для компенсации и следование стандартизированной процедуре выравнивания позволяют операторам и техникам значительно повысить точность прокатки, сократить количество пробных регулировок и обеспечить стабильную работу машины в течение длительного времени.
Правильное выравнивание валков — это не просто корректирующее действие, а передовая практика для операций точной прокатки.



