








Проблемы с трубогибочными станками и способы их быстрого устранения — это то, с чем рано или поздно сталкивается каждый производитель, независимо от того, насколько современным является оборудование. Если вы ищете понятные объяснения наиболее распространённых проблем и способов их быстрого решения, вы попали по адресу. В этом руководстве я расскажу вам о типичных проблемах, возникающих при гибке труб, и поделюсь практическими решениями, которые вы сможете внедрить немедленно. Независимо от того, новичок вы в производстве труб или опытный оператор, эта статья поможет вам эффективнее диагностировать проблемы, минимизировать время простоя и поддерживать стабильную точность гибки.
Общий Трубогибочный станок Проблемы и их причины
Образование складок на трубах при изгибах с малым радиусом
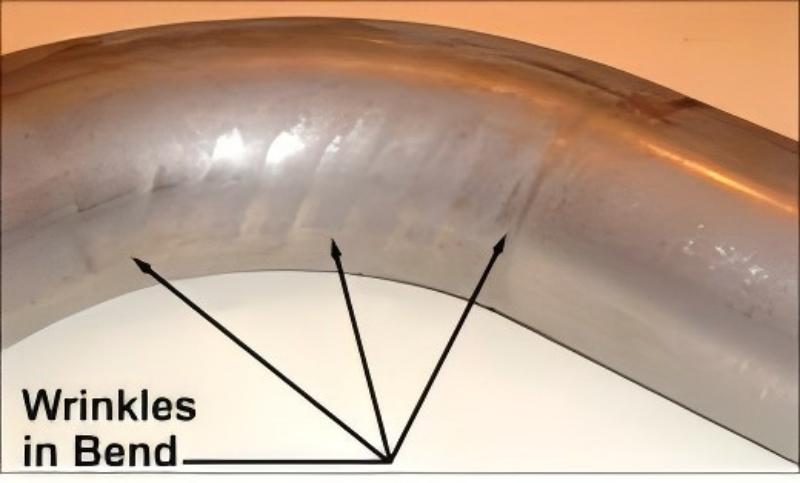
Сморщивание труб — одна из самых частых проблем трубогибочных станков, особенно при работе с тонкостенными трубами или изгибах с малым радиусом. Основной причиной обычно является недостаточная внутренняя поддержка или неправильное положение оправки. Когда стенка трубы прогибается внутрь, гибочный штамп не может поддерживать нужную форму.
Чтобы решить эту проблему, я всегда начинаю с проверки типа оправки и корректировки её положения ближе к точке касания. Усиленная смазка оправки и скребка также может обеспечить более плавный поток материала.
Чрезмерное пружинение после изгиба

Упругий возврат происходит, когда труба частично возвращается к своей первоначальной форме после изгиба. Эта проблема усугубляется при использовании более твёрдых материалов, таких как нержавеющая сталь. Обычно проблема возникает из-за недостаточной компенсации перегиба или износа поверхностей инструмента.
Чтобы исправить это, я обычно регулирую угол перегиба в системе управления и проверяю, что нажимная и гибочная плашки имеют точные радиусы. Если инструмент изношен, его замена или перешлифовка восстановят точность гибки.
Проблемы со сплющиванием или овальностью труб
Плоские пятна или овальное поперечное сечение — распространённые проблемы трубогибочных станков, возникающие при слишком малом радиусе гиба или неправильной настройке усилия пресс-формы. Сплющивание труб не только ухудшает внешний вид, но и снижает прочность конструкции.
Быстрое решение — увеличить усилие пресс-формы и проверить, соответствует ли радиус изгиба характеристикам материала. Если радиус слишком мал, переход на оправку с большим количеством опорных узлов обычно улучшает результат.
Проскальзывание материала в зажимной матрице
Если труба проскальзывает во время гибки, станок может давать неравномерные углы или царапать поверхность. Наиболее распространённые причины включают недостаточное усилие зажима, износ зажимных плашек или недостаточную смазку.

Чтобы решить эту проблему, я постепенно увеличиваю давление зажима и осматриваю поверхности штампов на предмет износа. Если штампы выглядят полированными или скруглёнными, я их заменяю. Для нержавеющей стали уменьшение количества смазки в зоне зажима помогает предотвратить нежелательное проскальзывание.
Неправильные углы изгиба или потеря повторяемости
Нестабильность углов часто возникает из-за смещения датчика, неправильной калибровки или механического износа. Это одна из проблем трубогибочных станков, которая может значительно замедлить производство.
Я всегда начинаю с повторной калибровки углового энкодера и проверки люфта в гибочном рычаге. Проверка того, что станок стоит на ровной поверхности, также повышает точность. Регулярные механические проверки помогают поддерживать повторяемость.
Быстрые решения для Гибка труб Точность и качество
Регулировка положения оправки для лучшей поддержки
Для тонкостенных труб или труб малого радиуса я располагаю оправку на расстоянии 0,5–1,0 мм от точки касания. Это предотвращает смятие трубы и обеспечивает гладкую внутреннюю поверхность. Использование правильного типа оправки — пробки, фасонной или шаровой — также имеет большое значение.
Калибровка трубогибочного станка для точных углов

При появлении угловых отклонений проблема часто решается быстрой калибровкой. Я провожу тестовый изгиб, измеряю фактический угол цифровым угломером и обновляю значение компенсации в системе управления. Такая повторная калибровка обычно сразу восстанавливает точность.
Оптимизация усилия пресс-формы для получения чистых гибов
Слишком большое усилие приводит к царапинам, а слишком маленькое — к проскальзыванию. Я постепенно регулирую давление, отслеживая деформацию материала. Соответствие материалов штампов материалу трубы (например, использование штампов из закаленной стали для стальных труб) улучшает качество поверхности.
Улучшение смазки для плавного потока материала
Правильная смазка снижает трение и предотвращает образование складок. При гибке нержавеющей стали я использую высоковязкую смазку на оправке, поддерживая зону зажима в чистоте. Постоянная смазка обеспечивает стабильную производительность гибки.
Профилактические меры по сокращению простоев трубогибочных машин
Контрольный список плановой проверки
Я ежедневно проверяю оправки, штампы, зажимы и гибочный рычаг. Проверка на износ, трещины и изменения поверхности помогает выявить проблемы на ранней стадии, прежде чем они повлияют на производство.
Техническое обслуживание инструментов для обеспечения долговременной точности
Очистка инструмента после каждой смены предотвращает влияние металлической стружки на точность гибки. Я храню оправки и штампы с защитой от коррозии, что обеспечивает долгий срок службы.
Калибровка программного обеспечения и датчиков
Регулярное обновление и калибровка датчиков минимизирует ошибки измерений. Корректные данные датчиков необходимы для точного определения углов гибки, поворота и длины подачи материала.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Как уменьшить упругий откат при гибке труб из нержавеющей стали?
Нержавеющая сталь обладает высокой степенью упругого восстановления. Чтобы уменьшить пружинение, я увеличиваю угол перегиба, проверяю точность радиуса инструмента и регулирую усилие зажима. Использование оправки с большим количеством опорных узлов также улучшает стабильность.
Почему моя труба мнется при изгибе на малый радиус?
Складки часто возникают из-за неправильного расположения оправки или недостаточной смазки. Расположите оправку ближе к точке касания и убедитесь, что скребок правильно выровнен.
Что делать, если проблемы с трубогибочным станком включают несоответствие углов?
Начните с повторной калибровки углового энкодера и проверки выравнивания станка. Износ инструмента или люфт в механизме также могут привести к несоответствию углов.
Может ли плохая смазка стать причиной появления царапин на поверхности?
Да, недостаточное количество смазки может увеличить трение, что приводит к царапинам и деформации. Всегда используйте смазку, соответствующую материалу оправки и пресс-форм.
Заключение
Понимание наиболее распространённых проблем трубогибочных станков и умение быстро их устранять могут значительно повысить эффективность вашего производства. Регулируя положение оправки, оптимизируя усилие пресс-формы, регулярно калибруя станок и выполняя плановое техническое обслуживание, вы сможете предотвратить большинство проблем с гибкой, прежде чем они повлияют на ваш рабочий процесс. Если вам нужна дополнительная поддержка или вы хотите изучить передовые решения для гибки, обращайтесь к нашей команде за рекомендациями и профессиональной помощью.



