Разница между фальцевальной машиной и гибочной машиной
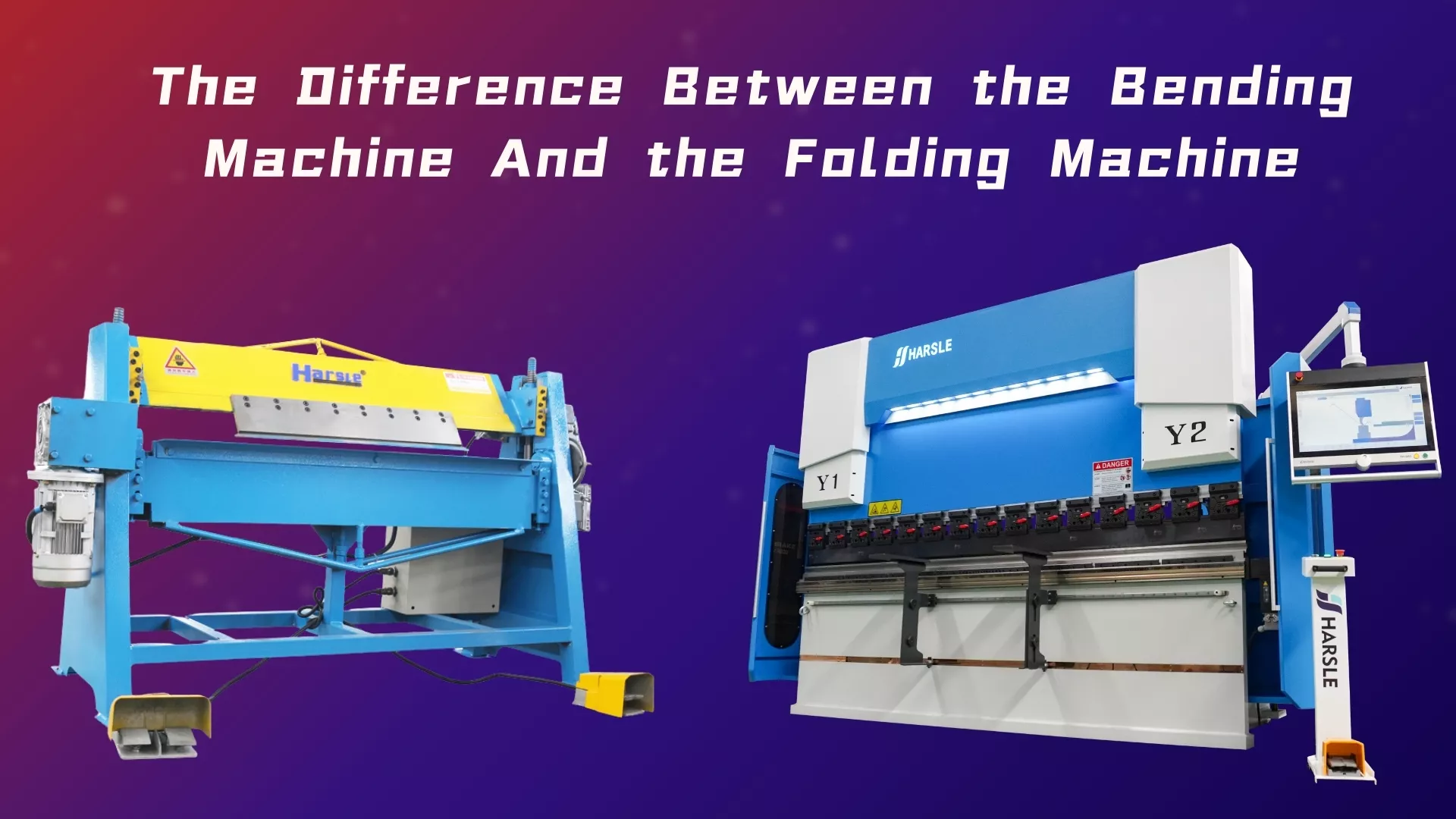
Как профессионал в металлообрабатывающей промышленности, я часто сталкиваюсь с вопросами о различиях между гибочные станки и гибочные станки. Понимание разницы между гибочным и гибочным станками крайне важно для выбора подходящего оборудования для конкретных задач. Хотя оба станка предназначены для формовки металла, они работают по разным принципам и используются для разных целей. В этой статье я рассмотрю основные характеристики, преимущества и типичные области применения каждого типа станков, чтобы помочь вам принимать обоснованные решения для ваших производственных проектов. Давайте разберемся в нюансах, которые отличают эти два важных инструмента.
Фальцевальная машина:
Механизм складывания очень простой. гибочная машина, как ручным, так и моторизованным. Самый простой способ — надёжно закрепить стальную пластину на столе станка с помощью модели с радиусом кривизны.
Выдвинутая часть материала помещается на другой стол, который может вращаться вокруг центра радиуса гиба. Подъем подвижного стола обеспечивает изгиб нержавеющей стали на нужный угол. Очевидно, что при гибке нержавеющая сталь скользит по столу. Поэтому, чтобы предотвратить появление царапин на нержавеющей стали, поверхность стола должна быть гладкой. В процессе обработки поверхность нержавеющей стали обычно защищается пластиковой пленкой.
Верхняя балка обычно имеет клиновидную форму, образуя зазор, позволяющий сложить заготовку нужной формы в четырёхугольный короб или паз. Гибочные машины используются для производства широкого ассортимента простых изделий из листовой нержавеющей стали, но в настоящее время эти изделия чаще изготавливаются на холодногибочных прессах.

Разница между принципами складывания и гибки:
1. Гибочный станок контролирует угол гиба верхнего ножа. При гибке короткой стороны оператору необходимо удерживать большую часть материала снаружи. При гибке больших заготовок требуется помощь двух или более сотрудников.
2. Принцип работы гибочного станка заключается в следующем: после установки листа на верстак боковая балка прижимается вниз для фиксации листа, а боковая балка, используемая для гибки, поворачивается вверх и вниз для осуществления гибки. Все процессы гибки одной стороны не требуют ручного вмешательства. Участвуйте в позиционировании и помогайте в поворотах и позиционировании.
Разница в точности гибки:
1. Точность размеров, обеспечиваемая управлением гибочного станка, определяется точностью позиционирования заднего упора по короткой кромке. После завершения гибки погрешность суммируется с размером внутреннего пространства. Угол гибки контролируется путем регулировки усилия прессования верхнего штампа в зависимости от толщины материала.
2. Размерная точность управления гибочной машины определяется точностью кромки сгиба, которая используется в качестве точки отсчёта позиционирования. Размер кромки определяется размером внутреннего пространства, требуемым заказчиком, а угол гибки напрямую контролируется углом фланца. Это не имеет значения.
3. Проблемы с царапинами на поверхности материала:
При работе гибочного станка заготовки будут перемещаться относительно друг друга в нижнем штампе, оставляя при этом вмятину без защиты поверхности. Кроме того, при гибке крупногабаритной заготовки её приходится многократно переворачивать и перемещать, что неизбежно приводит к появлению царапин.
При работе кромкозагибочного станка отсутствие относительного перемещения кромкореза, кромкозагибочного станка и материала позволяет полностью исключить повреждение поверхности. При гибке крупногабаритной заготовки, поскольку лист плоский и обрабатывается одновременно, обработка одной стороны заготовки может быть завершена полностью, что полностью исключает повреждение поверхности.
4. Технические требования к работникам различны:
Гибочный станок предъявляет сравнительно более высокие технические требования к работникам, выполняющим гибку.
Программирование гибочной машины может быть интуитивно понятным, с помощью рисования пальцем, или же инженер может программировать её автономно с помощью программного обеспечения и импортировать в программу обработки через USB или сетевое соединение. После завершения программирования основная работа рабочего сводится к простой загрузке и разгрузке. Отпадает необходимость в квалифицированных специалистах по гибке.
5.Конфигурация инструмента:
Когда на гибочном станке необходимо выполнить определенную специальную гибку (например, дугу), необходимо сменить инструмент или перенести его на другой станок, чтобы увеличить время перемещения и временного хранения полуфабриката.
Гибочный станок можно настроить, вращая конструкцию вырубной балки и одновременно устанавливая два комплекта инструментов для вырубной балки, чтобы все операции гибки выполнялись на одной станции. Для дуговой гибки или других особых требований к гибке замена инструмента практически не требуется. Полная реализация возможна простым внесением изменений в программу.
6.Срок службы инструмента:
Из-за относительного перемещения заготовки в штампе инструмент изнашивается и требует ремонта или замены.
Фальцевальный станок в принципе исключает относительное движение материала и инструмента, а инструмент практически не изнашивается в течение длительного времени, что значительно продлевает срок его службы.
7. Рабочее положение:
A. Управление листогибочным прессом возможно только спереди.
B. Фальцевальный станок может работать как спереди, так и сзади в зависимости от размера заготовки, что удобно для наблюдения и использования.
8.Система привода:
A. Гибочный станок оснащен гидравлическим приводом, что требует больше работ по техническому обслуживанию и подвержен влиянию факторов окружающей среды.
B. Гибочный станок имеет полностью электрический привод, что снижает трудоёмкость обслуживания и не зависит от условий эксплуатации. Благодаря этому достигается более высокая точность гибки.

-1300x731.jpg)