








Как работает гидравлическая система листогибочного пресса?

По моему опыту с листогибочные прессыПонимание принципов работы гидравлической системы крайне важно для оптимизации производительности и обеспечения точности гибки. Гидравлическая система листогибочного пресса предназначена для преобразования гидравлической энергии в механическую силу, что обеспечивает точную и эффективную гибку металлических листов. За годы работы я изучил все тонкости этой системы, от роли гидравлической жидкости до различных компонентов, согласованно работающих для создания необходимого усилия. В этой статье я расскажу о работе гидравлической системы листогибочного пресса, предоставив информацию, которая поможет операторам лучше понять и применять эту важнейшую технологию.
Введение
Листогибочный пресс — это широко используемый гибочный станок, уже достигший высокой эффективности благодаря гидравлическому приводу. Листогибочный пресс, являясь важным оборудованием для обработки листового металла, играет незаменимую роль, определяя качество продукции, эффективность и точность обработки. Листогибочный пресс, как правило, представляет собой пресс-форму поршневого типа с верхним расположением поршня, состоящую из рамы, подвижного блока, гидравлической системы, передней загрузочной стойки, заднего упора, пресс-формы, электрической системы и т.д., как показано на рисунке 1.
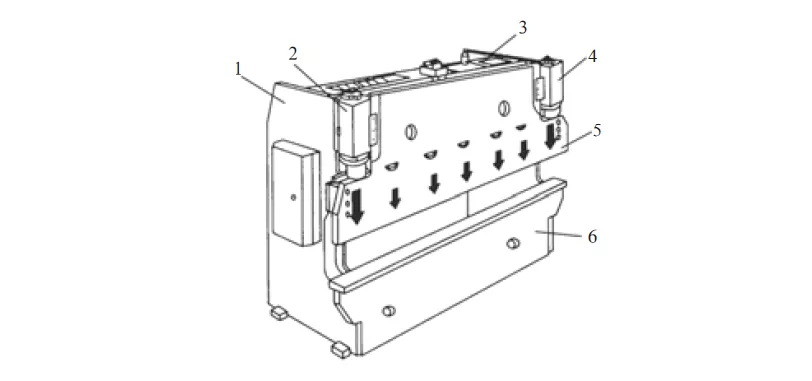
1. Левая стойка 2. Левый масляный цилиндр 3. Масляный бак 4. Правый гидравлический цилиндр 5. Тарельчатый домкрат 6. Рабочий стол
Вертикальное давление вниз создается двумя параллельно работающими гидравлическими цилиндрами, которые приводят в движение штамп на гибочной балке для завершения процесса гибки.
Гидравлическая система управления, являясь мозгом листогибочного пресса, в основном управляет синхронной работой процесса гибки и позиционированием гидравлического цилиндра, когда листогибочный пресс полностью загружен.
В этой статье мы проанализируем, как работает гидравлическая система листогибочного пресса.
Гидравлическая система
Для каждого изгибающего движения типичный процесс изгиба верхней изгибающей балки включает в себя:
1. Запуск масляного насоса

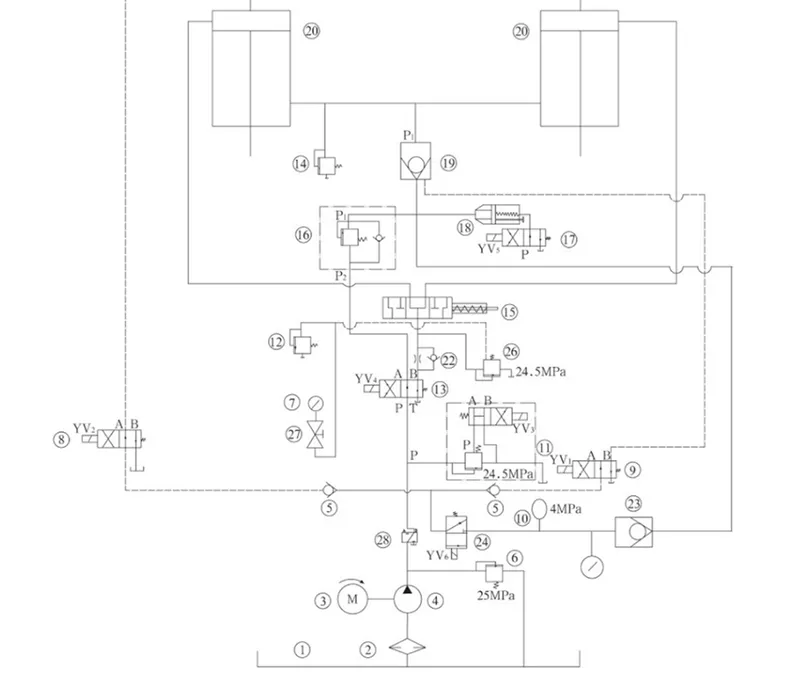
Двигатель будет вращаться в направлении, указанном стрелкой насоса, то есть по часовой стрелке, приводя в действие аксиально-поршневой насос.
Масло по трубопроводу поступает в клапанную пластину и электромагнитный перепускной клапан, после чего возвращается в бак.
При закрытом клапане № 19 масло в нижней полости цилиндра № 20 удерживается в фиксированном положении.
2. Движение вниз
Быстрое нисходящее движение листогибочного пресса обеспечивается гибочной балкой, собственным весом принадлежностей и давлением масла.
При этом в гидравлическом цилиндре отсутствует штоковая полость через наполнительный клапан, а штоковая полость будет создавать противодавление, и масляная жидкость будет быстро возвращаться.
Ускоренное движение вперед начинается с верхней мертвой точки.
После кратковременного замедления ползун замедляется на определенном расстоянии от гибочной пластины.
При работе электромагнитов №YV1, №24YV6, №13YV4, №17 YV5 ползун быстро опускается, скорость опускания регулируется клапаном №18.
Масло из нижней камеры цилиндра № 20 поступает в бак через 19, 18 и 17 цилиндры.
Масло верхней камеры масляного цилиндра № 20 впрыскивается через клапан 21.
Когда ползун падает до конечного выключателя, срабатывают электромагниты № 9 YV1, № 8 YV2, № 11 YV3, № 13 YV4 и № 24 YV6, и ползун переходит на рабочую скорость.
При рассинхронизации ползуна клапан №15 АВТОМАТИЧЕСКИ КОРРЕКТИРУЕТСЯ.
Положение опускания ползуна ограничивается механическим блоком в цилиндре.
3. Изгиб
Фаза изгиба начинается с нарастания давления в полости, не связанной со стержнем.

Скорость гибки ограничивается количеством масла, подаваемого масляным насосом. С другой стороны, ее можно регулировать с помощью направляющего клапана пропорционального клапана.
Одновременно направляющий клапан управляет также синхронной работой гибочной балки и позиционированием нижней мертвой точки.
Изгибающая сила ограничивается пропорциональным предохранительным клапаном, ограничивающим давление насоса.
Соответствующие значения скорости, синхронизации, позиционирования и давления берутся из ЧПУ.
Педальный переключатель или кнопка управляют временем работы электромагнита, который включает в себя № 9 YV1, № 8 YV2, № 11 YV3, № 13 YV4 и № 24 YV6, которые реализуют расстояние толчка при падении скользящего блока.
Скорость опускания затвора регулируется клапаном 16.
Ползунок управляется вверх с помощью № 11YV3 и № 24YV6.
Продолжительность рабочего времени одного и того же электромагнита может реализовать расстояние перемещения ползуна.
4. Сброс давления
Снятие напряжений в полости без стержня начинается, когда она достигает дна мертвой точки или после короткого периода выдержки, таким образом, материал имеет достаточно времени для формирования и дальнейшего повышения точности размеров деталей.

Удержание и сброс давления осуществляются пропорциональным распределителем по управлению с числового программного управления.
Чтобы повысить эффективность обработки, время обработки должно быть как можно короче.
Однако, чтобы избежать эффекта разгрузки во всей системе, необходимо максимально увеличить время разрядки.
Короче говоря, кривая сброса давления должна быть максимально плавной, не слишком крутой.
Оптимизация всего процесса осуществляется за счет пропорционального распределителя.
5. Возврат главного цилиндра
Поток насоса и гидроцилиндр имеют площадь давления полости штока, которая определяет максимальную скорость возврата, в большинстве случаев близкую к максимальной скорости.

Возврат также требует синхронной работы, начиная с понижения давления в полости стержня до конца верхней мертвой точки.
В момент возврата необходимо сбросить давление электромагнита №8ВУ2 на 2 секунды.
Затем электромагниты № 11YV3, № 24YV6 начинают работать, ползун возвращается, и скорость возврата остается постоянной.
6. Регулировка давления листогибочного пресса
Перепускной клапан высокого давления № 6 и электромагнитный перепускной клапан № 11 в основном предназначены для поддержания номинальной мощности листогибочного пресса.
Перепускной клапан № 14 регулирует возвратное усилие машины, чтобы не допустить повреждения машины из-за перегрузки.
Рабочее давление в гидравлической системе можно считывать с манометра №7.
Давление азота в аккумуляторе № 10 в основном регулирует давление, необходимое для работы клапана № 19/21.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




