








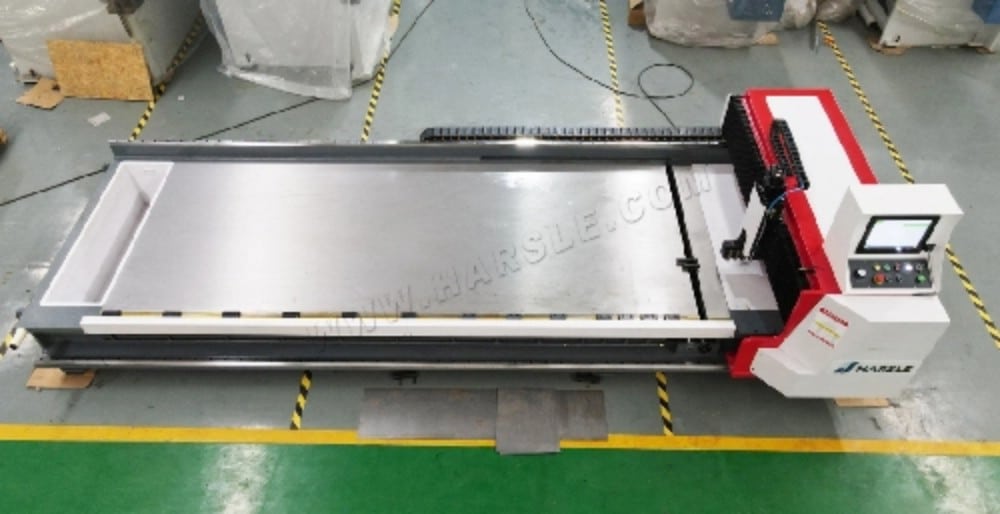
Горизонтальный станок для обработки пазов на листовом металле с полным сервоприводом и ЧПУ
Как человек, увлеченный достижениями в области технологий металлообработки, я рад поделиться своими мыслями о горизонтальном листообрабатывающем станке с ЧПУ с полным сервоприводом. долбёжный станокЭто инновационное оборудование произвело революцию в подходах к обработке канавок, обеспечивая непревзойденную точность и эффективность. В этой статье я расскажу о ключевых характеристиках и преимуществах этого станка, объяснив, как он оптимизирует производственные процессы и повышает качество готовой продукции. Независимо от того, работаете ли вы в сфере производства или изготовления, понимание этой технологии поможет вам принимать обоснованные решения для вашего производства.
В этой статье представлен горизонтальный полный сервопривод Пазовый станок с ЧПУ. Этот станок оснащен современной системой ЧПУ и имеет новую конструкцию. Он отличается высокой точностью обработки, простотой эксплуатации, отсутствием шума, вибрации и т. д.

Ⅰ Описание использования
Горизонтальный станок для выборки пазов с ЧПУ и полным сервоприводом часто используется для обработки деталей из листового металла (включая пластины из нержавеющей стали, алюминиевые пластины, алюминиево-пластиковые пластины, медные пластины, железные пластины, бакелитовые пластины и другие специальные пластины) и может обрабатывать V-образные канавки, U-образные канавки и другие нерегулярные канавки на пластине, особенно подходит для обработки V-образных канавок перед гибкой деталей из листового металла.

Ⅱ Эксплуатационные характеристики
Горизонтальный пазовальный станок с ЧПУ и полным сервоприводом для листового металла – это усовершенствованная модель, разработанная инженерами Haas на базе корейского горизонтального пазовального станка. Этот станок обладает всеми характеристиками традиционных горизонтальных моделей и способен полностью решить ряд проблем, с которыми сталкиваются клиенты в реальной эксплуатации. В основе конструкции лежит конструкция горизонтальных пазовальных станков с полным сервоприводом, разработанная на основе всех отечественных и зарубежных моделей, что является настоящим прорывом.
⒉Технология сварки стальных пластин используется для обеспечения внешнего вида и конструкции, что обеспечивает высокую сейсмостойкость. После отпуска для устранения внутренних напряжений достигается хорошая устойчивость. Детали станка, подвергнутые пескоструйной обработке, защищены от ржавчины и покрыты антикоррозийной краской. Вся конструкция станка обработана на горизонтально-фрезерном станке с ЧПУ, что обеспечивает параллельность и вертикальность каждой монтажной поверхности.

⒊ Благодаря конструкции с двумя направляющими платформенного типа балка движется более плавно, а подручник может обрабатывать пластину, перемещаясь влево и вправо, вперед и назад, что обеспечивает точность каждой части глубины канавки.
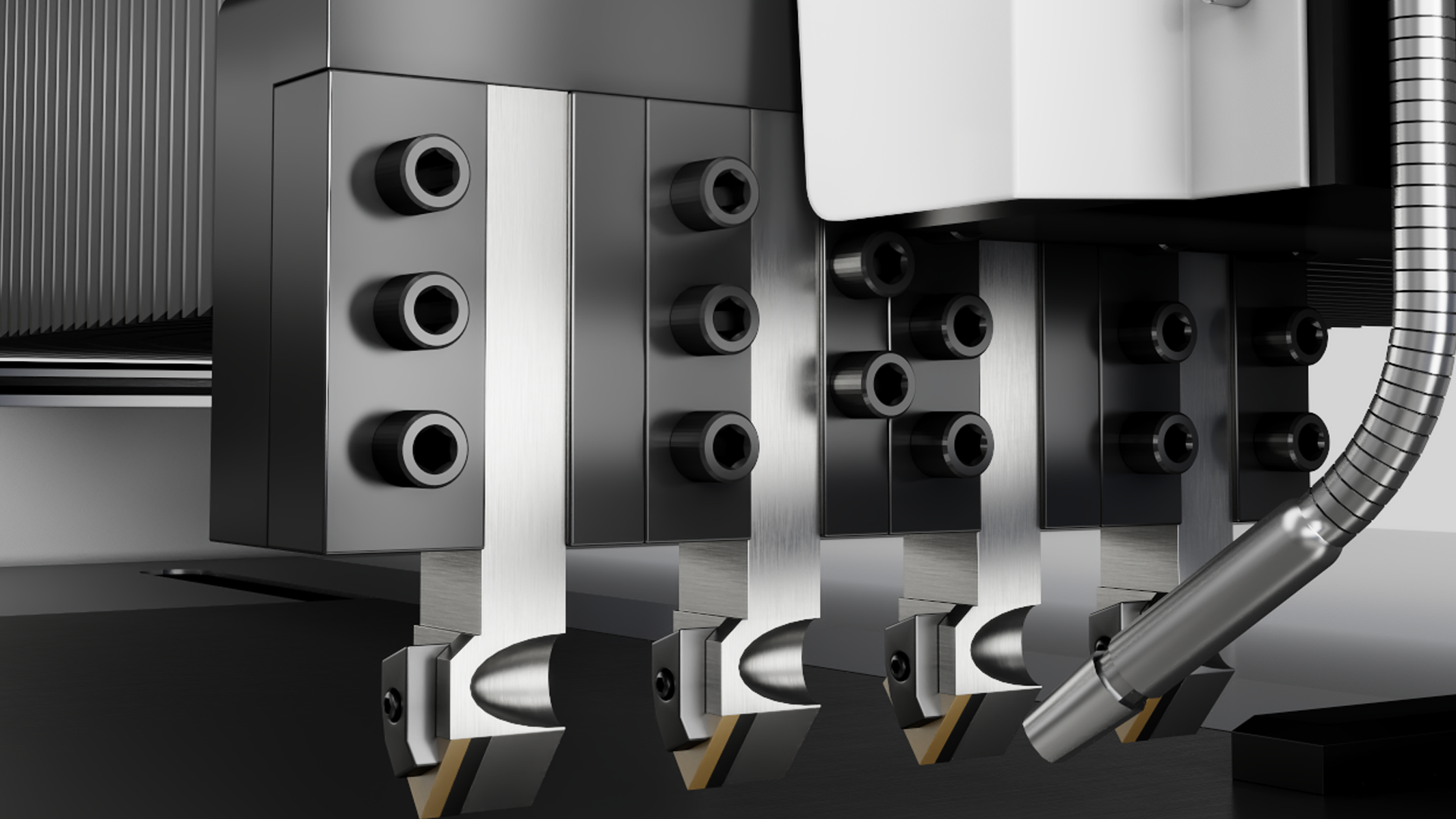
⒋ Технология обработки четырьмя формовочными ножами позволяет каждому лезвию резать равномерно в процессе обработки.
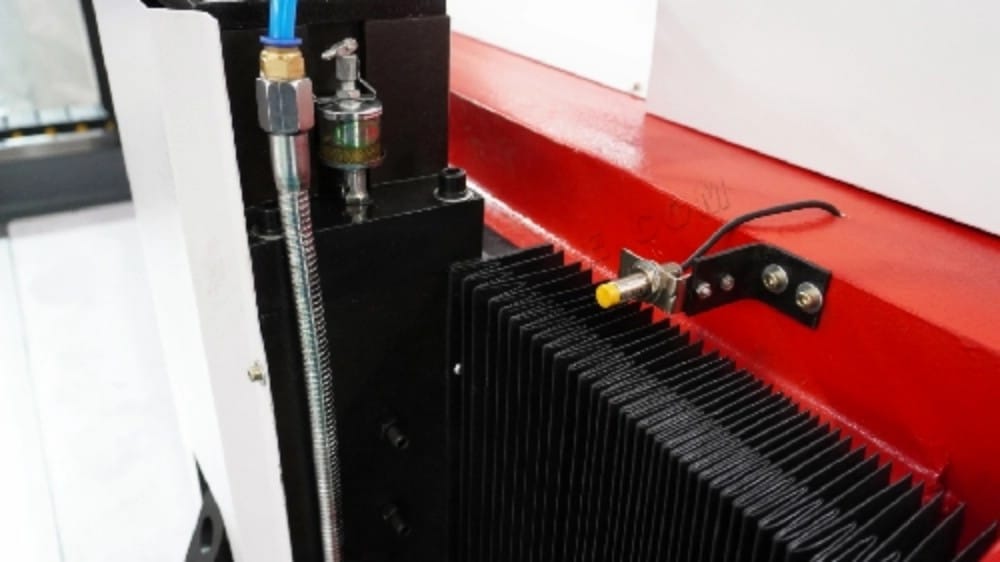
⒌Используя полностью гидравлический зажим и прессование, работа выполняется быстро, а обработанное изделие не имеет следов зажима или вмятин, а весь процесс обработки имеет функцию обдува и охлаждения, что позволяет отслеживать весь процесс.
⒍Использует высокоскоростную и точную реечную передачу, прецизионный шарико-винтовой механизм и высокоточные линейные направляющие. Рабочий стол изготовлен из высокопрочной низколегированной стали в качестве основания, что предотвращает его износ при обработке заготовок. Этот станок также оснащён функцией самострогания.
⒎ Горизонтальный станок для проточки канавок с ЧПУ и полным сервоприводом оснащен ЧПУ, что упрощает обучение и понимание работы оператора, а также обеспечивает точное позиционирование.
⒏ Общая форма горизонтального полносерийного станка с ЧПУ для прорезки пазов отличается простотой, элегантностью и эстетикой. Он установлен на рамной конструкции, которая соответствует привычкам эксплуатации различных специалистов, благодаря чему операторы могут полностью соответствовать производственным и техническим требованиям во время работы.
Ⅲ Основные технические параметры оборудования
| Нет. | Имя | Параметр | Единица | |
| 1 | Ширина | 1250 | мм | |
| 2 | Длина | 4000 | мм | |
| 3 | Толщина | 3 | мм | |
| 4 | Минимальная толщина | 0.6 | мм | |
| 5 | Минимальное преимущество | 8 | мм | |
| 6 | X Скорость обработки | 25 | М-м-м | |
| 7 | X Скорость назад | 50 | М-м-м | |
| 8 | Y1 Сток | 1250 | мм | |
| 9 | Точность Y1 | 0.01 | мм | |
| 10 | Точность Y2 | 0.01 | мм | |
| 11 | Z-точность | 0.01 | мм | |
| 12 | Регулировка рабочего стола | Функция самопланирования | ||
| 13 | Метод кормления | Плита не двигается, резцедержатель движется | ||
| 14 | Номер установленного ножа | 4 легированных ножа | ||
| 15 | Главный двигатель | Ось X | 5.5 | кВт |
| Ось Y1.Y2.Z | 1 | |||
| 16 | Размеры | Длина | 6100 | мм |
| Вес | 2150 | |||
| Высота | 1700 | |||
Примечание:
Ось X → управление движением луча влево и вправо
Ось Y1 → управление возвратно-поступательным движением держателя инструмента
Ось Y2 → управление подвижным зажимом для перемещения вперед и назад
Ось Z → управление держателем инструмента для перемещения вверх и вниз
Ⅳ Конфигурация основного оборудования
| Нет. | Имя | Бренд |
| 1 | система ЧПУ | Easycat |
| 2 | Пневматический электромагнитный клапан | Тайвань |
| 3 | Сервопривод | Easycat |
| 4 | Серводвигатель | Easycat |
| 5 | Планетарный редуктор | Тайке Мардж (Тайвань) |
| 6 | ПЛК | Easycat |
| 7 | Одно-/двухполюсный воздушный выключатель | Шнайдер |
| 8 | Контактор переменного тока, тепловое реле | Шнайдер |
| 9 | Автоматический выключатель, кнопка | Шнайдер |
| 10 | Миниатюрное реле | Шнайдер |
| 11 | Гибкий кабель питания станка | Игус |
| 12 | Бесконтактный переключатель | Easycat |
| 13 | Нож из сплава | Южная Корея |
| 14 | Линейный направляющий | Одомашненный |
| 15 | Высокоточная шарико-винтовая передача | Тайвань |
| 16 | Прецизионная реечная передача | Тайвань |
| 17 | Радиально-упорный шарикоподшипник | НСК |
| 18 | Двойная мембранная муфта | КС |
Ⅴ Краткое введение в структуру
Горизонтальный пазовый станок с ЧПУ и полным сервоприводом для листового металла отличается компактной конструкцией, надёжной работой и удобством эксплуатации. Станок имеет рамную конструкцию. Кроме того, все гидравлические устройства используются для управления процессом, что значительно снижает затраты на эксплуатацию и обслуживание. Его конструкция состоит из четырёх сервоприводов, гидравлической системы зажима и основной стальной рамы.
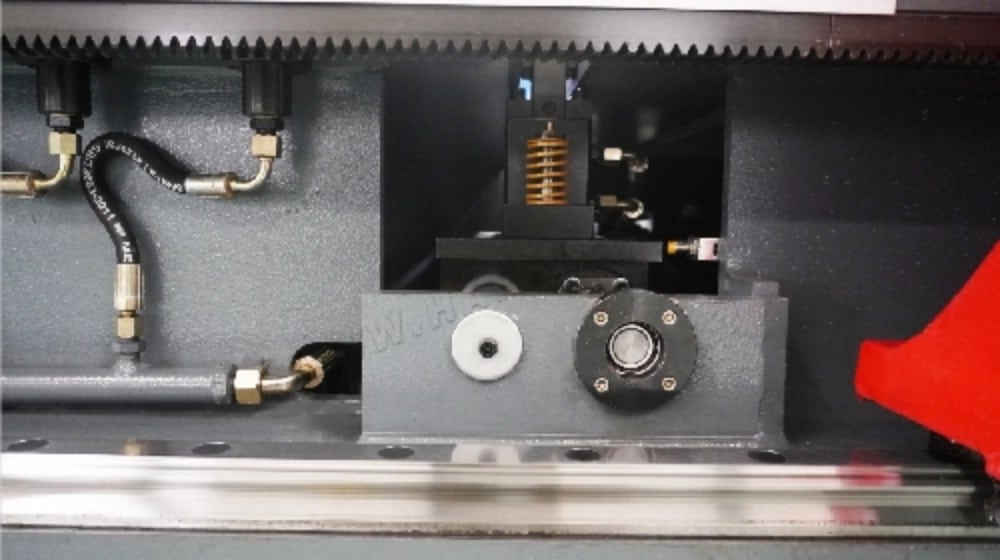
⒈Система вала балки: состоит из главного двигателя, серводвигателя шпинделя переменного тока мощностью 5,5 кВт, синхронного ремня редуктора 1:5, синхронного колеса, высокоточной зубчатой рейки, линейной направляющей и других компонентов. Функция системы заключается в том, что серводвигатель через планетарный редуктор приводит в движение чистовой механизм, обеспечивая линейное перемещение гнезда фрезы по линейной направляющей, обеспечивая необходимую мощность строгания.
⒉ Система осей Y1, Y2: состоит из серводвигателя переменного тока мощностью 1 кВт, синхронного ремня, синхронного колеса, шарико-винтовой передачи, подвижного зажима и других компонентов. Её функция заключается в том, что двигатель приводит шарико-винтовую передачу в линейное перемещение по линейной направляющей, обеспечивая точное позиционирование V-образной канавки.
⒊ Система оси Z: состоит из серводвигателя переменного тока мощностью 1 кВт, прецизионной муфты, шарико-винтовой передачи, направляющей типа «ласточкин хвост» и подручника. Её функция заключается в том, что двигатель приводит подручник в линейное перемещение, приводя в движение шарико-винтовую передачу, обеспечивая точное позиционирование механизма подручника.

⒋ Гидравлические системы: фиксированная система прессования, подвижная система зажима и группа продувочного охлаждения, в которой две группы гидравлических систем и группа продувочного охлаждения управляются системой посредством электроприборов.
⒌ Система электроуправления: состоит из специальной системы Easycat для обработки пазов, привода, компонентов электроуправления, электрических плат и других аксессуаров. Электрическая плата установлена внутри станка, что обеспечивает удобство обслуживания и высокую степень защиты. Все функции оборудования управляются системой.
Ⅵ Техническое обслуживание
⒈ Регулярно проверяйте, не ослаблен ли каждый крепеж. Если он ослаблен, закрепите его вовремя, убедившись в правильном положении.
⒉ Перед каждым ежедневным использованием во все детали трансмиссии необходимо залить литиевую смазку, а на поверхности линейных направляющих и шариковинтовых пар необходимо залить смазочное масло N320 для защиты передаточного механизма пазового станка.
⒊ При использовании долбёжного станка обращайте внимание на температуру и звук каждой детали трансмиссии и вовремя останавливайте станок, если слышите необычный звук, чтобы избежать серьёзных повреждений и несчастных случаев.
⒋ Всегда проверяйте, находится ли заземление машины в хорошем состоянии, а также изоляция провода, а также обязательно добавьте защитный канал снаружи провода.
⒌ Пазовый станок оснащен четырьмя сервоприводами. Предусмотрена защита от перегрузки и короткого замыкания. Для обеспечения безопасного использования электрооборудования станок должен быть надежно заземлен перед использованием. Все элементы управления установлены в электрошкафу, а обработка заготовки осуществляется с помощью сенсорного экрана. Конструкция проста, а эксплуатация удобна.

Ⅶ Проектирование, изготовление, проверка и установка данного станка соответствуют следующим стандартам
ГБ 17120—1997 Технические условия точности кузнечно-прессовых машин
Ⅷ Руководство по эксплуатации
⒈ Введение в систему
Система ЧПУ станка Easycat для обработки V-образных канавок по металлу интегрирована в станок для обработки канавок. Система позволяет пользователям вводить данные для обработки в соответствии с их потребностями и затем управлять станком для автоматической обработки изделий. Программное обеспечение учитывает особенности работы операторов, делает интерфейс системы простым и понятным, полностью понимает механическую структуру, обеспечивает плавную и эффективную работу станка, снижает количество отказов и повышает ценность для клиентов.
⒉ Основные функции
2.1Экран программирования
Экран программирования — это окно, позволяющее клиентам осуществлять автоматическую обработку заготовок. Этот экран прост, но при этом стремится к отображению всех данных программирования на одной странице, что делает их понятными с первого взгляда.
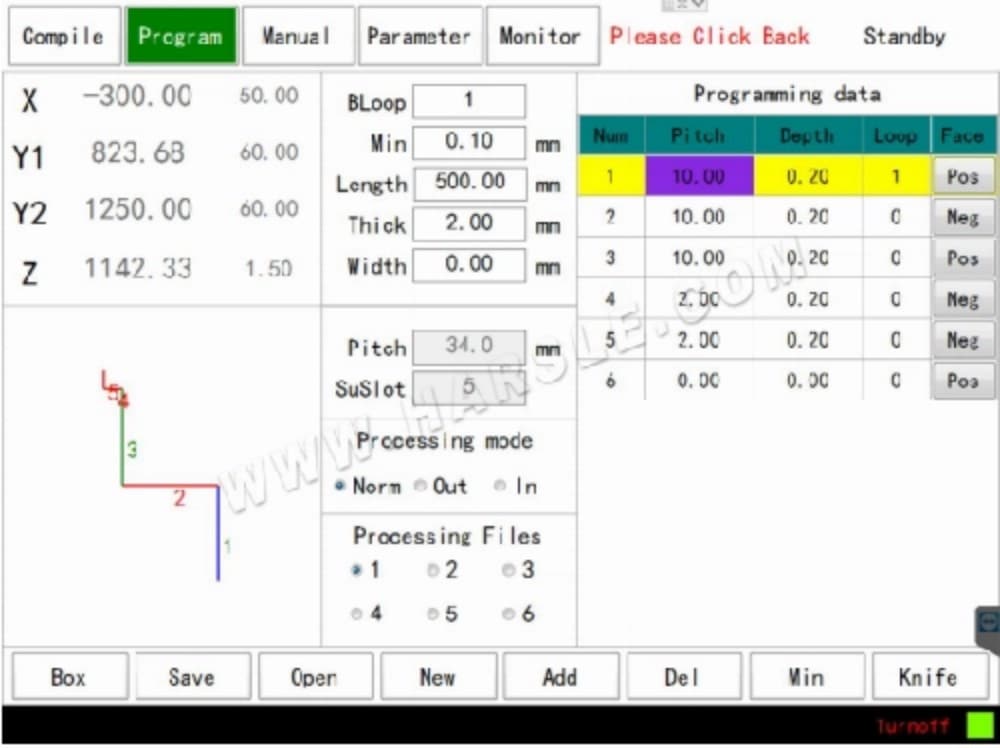
длина: установите длину обрабатываемой заготовки
Ширина: задайте ширину обрабатываемой заготовки. Ширина пластины установлена больше 0. Расчёт расстояния между прорезями начинается с ширины пластины, а излишки материала остаются на прижимной лапке. Ширина пластины установлена равной 0, а соответствующая основа расчёта начинается с края прижимной лапки, а излишки материала остаются на другой стороне.
Толщина: задайте толщину обрабатываемой заготовки. Мин.: глубина канавки линии маркировки. Если заданная глубина канавки текущей линии меньше глубины канавки тонкой проволоки, она автоматически отображается серым цветом. Одиночная группа обработки заканчивается тонкой проволокой.
BLoop: время цикла всех процессов
Шаг: отображать максимальную ширину доски, соответствующую текущим входным данным.
SuSlot: общее количество слотов
Обработка файлов: зарезервировано шесть групп временных файлов. Клиенты могут вводить следующие данные для обработки или сохранять общие данные обработки во время работы машины, что удобно для прямого вызова.
Режим обработки: стандартный, внешняя линейка и внутренняя линейка
⑴Стандартный режим не учитывает толщину пластины, а входными данными являются обработанные данные
⑵ Режим внешнего масштаба заключается в том, что клиент вводит данные в соответствии с внешним измерением, а система автоматически вычитает дополнительное измерение при запуске.
⑶Режим внутреннего масштабирования заключается в том, что клиент вводит данные в соответствии с внутренним размером, а система автоматически добавляет небольшой размер при запуске.
Шаг: расстояние между слотами — это относительные данные, которые представляют собой относительное расстояние между двумя слотами.
Глубина: глубина текущей канавки, которую предстоит строгать.
Loop: количество канавок с одинаковым расстоянием между ними и одинаковой глубиной, которые необходимо выстрогать. Также может быть установлено равным 0. Количество петель в текущей строке не равно нулю. Если количество петель под ней равно 0, они будут выполняться как группа общих петель. Количество общих петель равно количеству петель в верхней ненулевой строке.
Лицевая сторона: паз для строгания может располагаться спереди или сзади. Этот параметр выбирается заказчиком. После перехода в автоматический режим сначала выполните обработку передней поверхности, а затем задней, чтобы реализовать единовременное программирование и общую обработку.
Нажмите «Шаг» и «Глубина», и появится окно замены, и данные можно будет изменять пакетно.
Сохранить: Нажмите «Сохранить», чтобы открыть окно сохранения, в котором можно сохранить имя текущего раздела данных. Поддерживается сохранение имён на китайском языке.
Открыть: нажмите кнопку «Открыть», чтобы выйти из списка вызовов. Вы можете выбрать данные для вызова. Поддерживается поиск по имени.
Новое: очистить внутренние данные текущей таблицы
Добавить: после выбора строки фон текущей строки будет отображаться жёлтым цветом. Нажатие кнопки «Вставить строку» вставит и скопирует данные текущей строки под текущую строку, после чего данные строки автоматически переместятся вниз.
Del: после выбора строки фон текущей строки станет жёлтым. Нажмите «Удалить строку», чтобы удалить текущую строку, а данные следующих строк автоматически переместятся вверх.
Нож: щелкните параметр ножа, чтобы открыть экран настройки параметров ножа.
Мин.: щелкните небольшой провод на глубине канавки, и заданное значение малого провода будет введено автоматически.
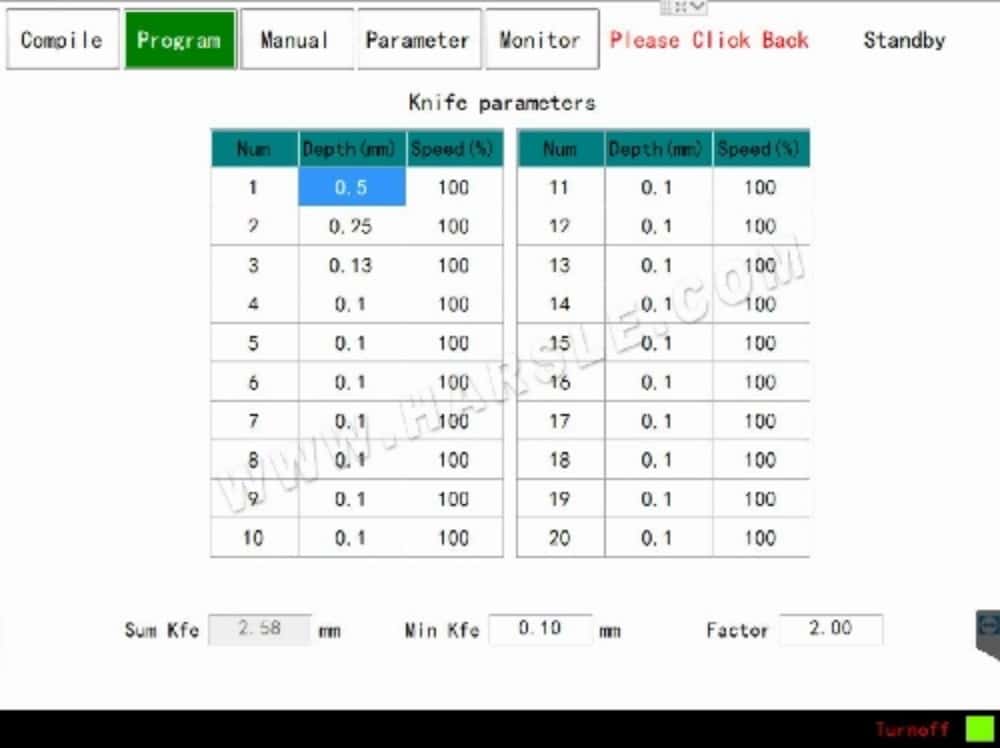
2.2Экран параметров инструмента
Параметры фрезы определяются заказчиком в соответствии с требованиями процесса. Система автоматически обновляет все параметры фрезы в соответствии с коэффициентом деления и минимальной глубиной фрезы после изменения данных в первой строке. В одной канавке можно строгать до 20 фрез.
2.3Экран компиляции
Экран компиляции предназначен для преобразования данных, автоматически вводимых в систему, в фактические рабочие данные машины. При вводе неверных данных экран программирования автоматически пропускается и выводится сообщение об ошибке.
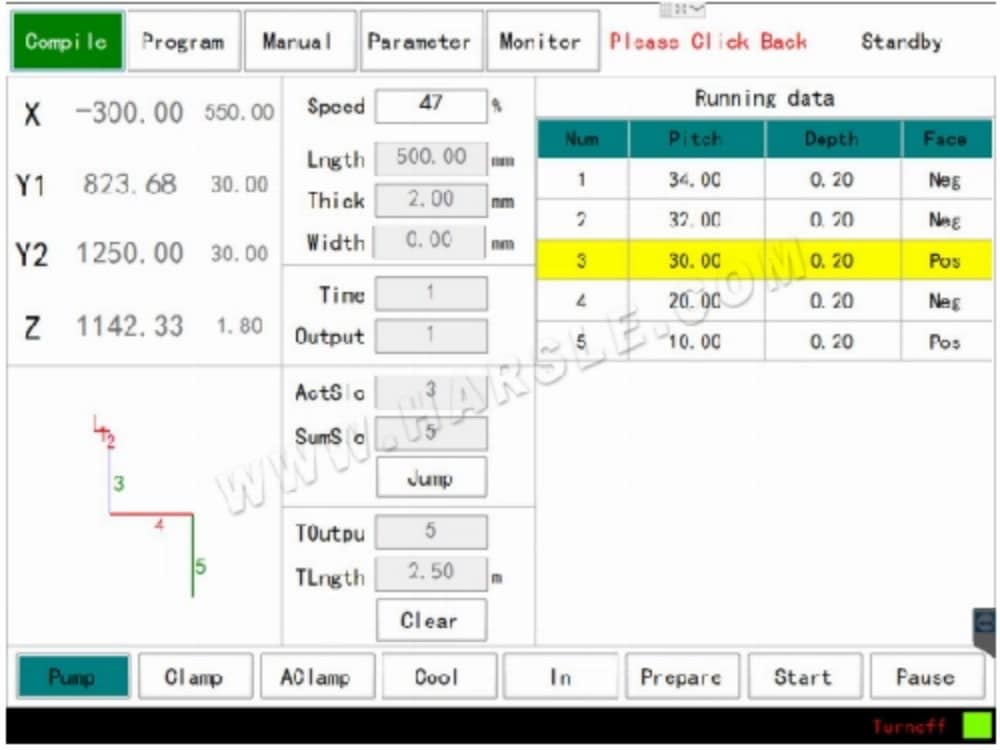
Длина, ширина и толщина — это данные, которые вводятся в автоматический ввод данных на дисплее.
Скорость: выберите маховик регулировки скорости, чтобы изменить текущую скорость работы, минимум — 0, максимум — 100.
Количество: количество раз, которое необходимо строгать текущую канавку. Количество раз, которое она была строгана, указано спереди, а общее количество — сзади.
Количество слотов: количество слотов, отображаемое спереди, — это текущее количество слотов, а число, отображаемое сзади, — общее количество слотов. Щелкните, чтобы выйти из окна. Вы можете ввести номер слота для перехода.
Вывод: количество накопленных слотов отображается спереди, а количество накопленных счётчиков — сзади. Нажмите «Очистить», чтобы очистить накопленные слоты и счётчики.
В режиме ожидания щелкните линию, цвет фона линии станет желтым, и текущая линия начнет работать при запуске насоса, зажима и подвижного элемента.
AClamp: открывается и закрывается в режиме ожидания
Охлаждение: его можно включить и выключить в любой момент. Распыление охлаждающей жидкости происходит во время движения машины.
ВХОД: нажмите кнопку смены инструмента, и держатель инструмента переместится в заданное положение смены инструмента
Подготовка: нажмите «Подготовка», ось Y перейдет в положение для обработки и остановится, а пользователь подтвердит, является ли фактическое положение правильным. Запуск: нажмите «Пуск», машина автоматически запустится и сообщит в следующем столбце ошибок, если возникнут какие-либо ошибки.
Пауза: нажмите кнопку «Стоп», машина остановится, после задержки в 1 секунду ось Z поднимется в исходное положение, ось X вернется в исходное положение
2.4Ручной режим
Ручной режим используется для отладки станка. В этом режиме можно вручную вернуть каждую ось в исходное положение.
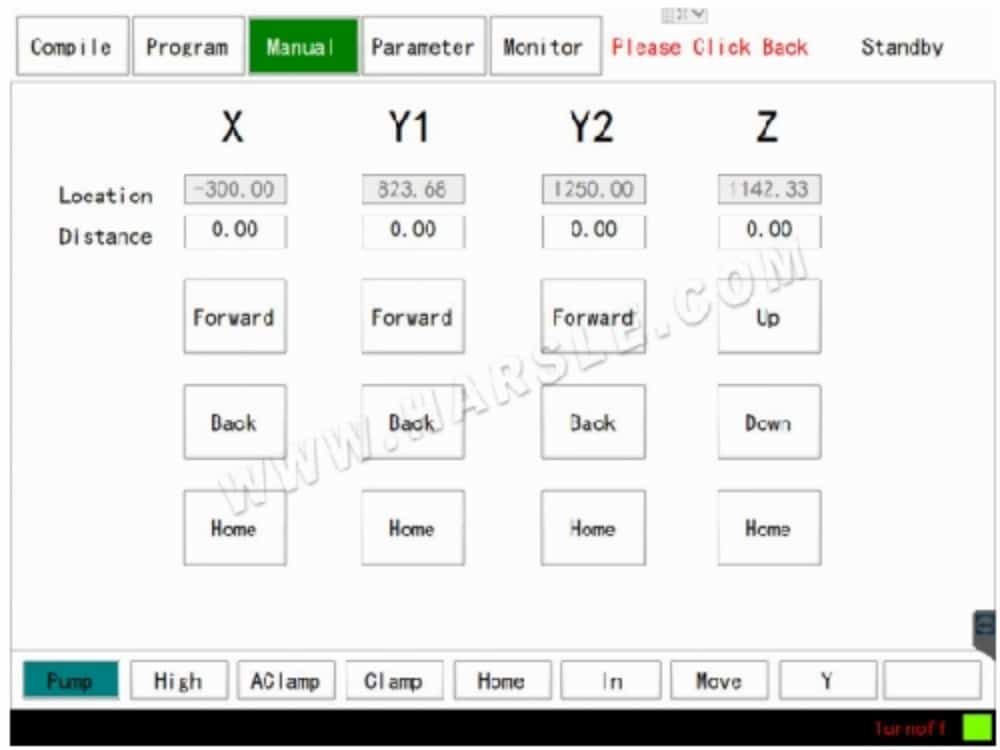
Функция и работа насоса, AClamp, Clamp, Home, IN такие же, как у compole
Высокий: под точкой высокой скорости, ручное движение вперед и назад на высокой скорости
Y: связь Y под точкой, когда ось Y1 или Y2 перемещается вручную, другая ось будет следовать за движением
Перемещение: нажатие кнопки одинарного действия, функция ручных кнопок «вперед» и «назад» становится расстоянием одинарного действия «вперед» и «назад».
2.5 Экран параметров
Экран параметров включает в себя основные параметры, расширенные параметры, параметры компенсации, переключатель на китайский и английский языки и экран конфигурации.
2.5.1 Основные параметры
К основным параметрам относятся те, которые заказчик будет часто менять, и из-за неправильных изменений машина не будет работать нормально.
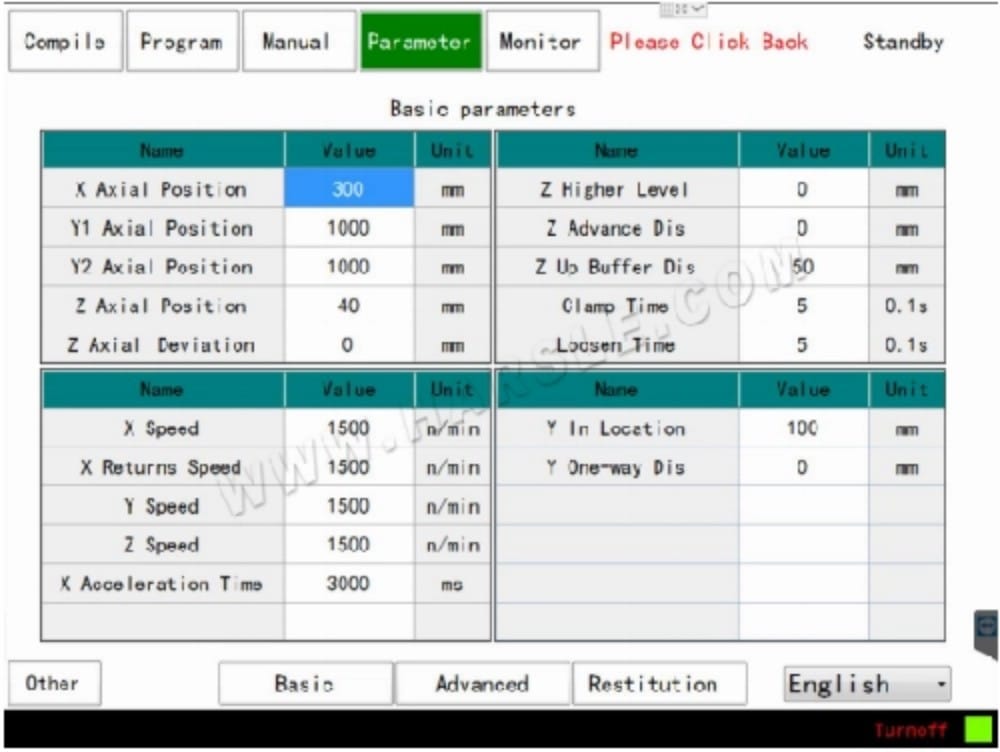
Установить исходное положение оси X: исходное положение оси X находится в положении всех верхних рабочих поверхностей подручника.
Установите исходное положение оси Y1: исходное положение оси Y1 находится в положении фиксирующего зажима.
Установите положение начала координат оси Y2: такое же, как исходное положение оси Y1.
Установите исходное положение оси Z: исходное положение оси Z находится на столе.
Установите скорость проточки пазов по оси X: скорость, при которой ось X автоматически перемещается вперед.
Установить скорость возврата по оси X: скорость автоматического возврата по оси X
Установить высоту подъема оси Z: установить положение подъема оси Z во время автоматической прорезки канавок, что обычно совпадает с «установкой исходного положения оси Z».
Установите нижнее расстояние продвижения по оси Z: установите расстояние резки перед осью Z, когда ось X возвращается. Примечание: чем больше этот параметр, тем раньше выполняется резка перед осью Z.
Время зажима подвижного зажима: время зажима подвижного зажима. Ось X может перемещаться только после зажима подвижного зажима.
Время освобождения подвижного зажима: время освобождения подвижного зажима. Ось Y может перемещаться только после освобождения подвижного зажима.
Установите положение смены инструмента по оси Y: кнопка смены инструмента в ручном и автоматическом режиме работы соответствует положению перемещения по оси Y.
Установите расстояние однонаправленного позиционирования: однонаправленное позиционирование может устранить обратный зазор машины, а расстояние однонаправленного позиционирования должно быть больше возможного механического зазора.
Однонаправленное позиционирование: установите 0, чтобы отключить однонаправленное позиционирование, и установите 1, чтобы включить однонаправленное позиционирование.
2.5.2 расширенные параметры
Параметры в расширенных параметрах связаны с точностью и плавностью хода машины, поэтому их авторитет выше, чем у базовых параметров, и неспециалистам запрещено их изменять.
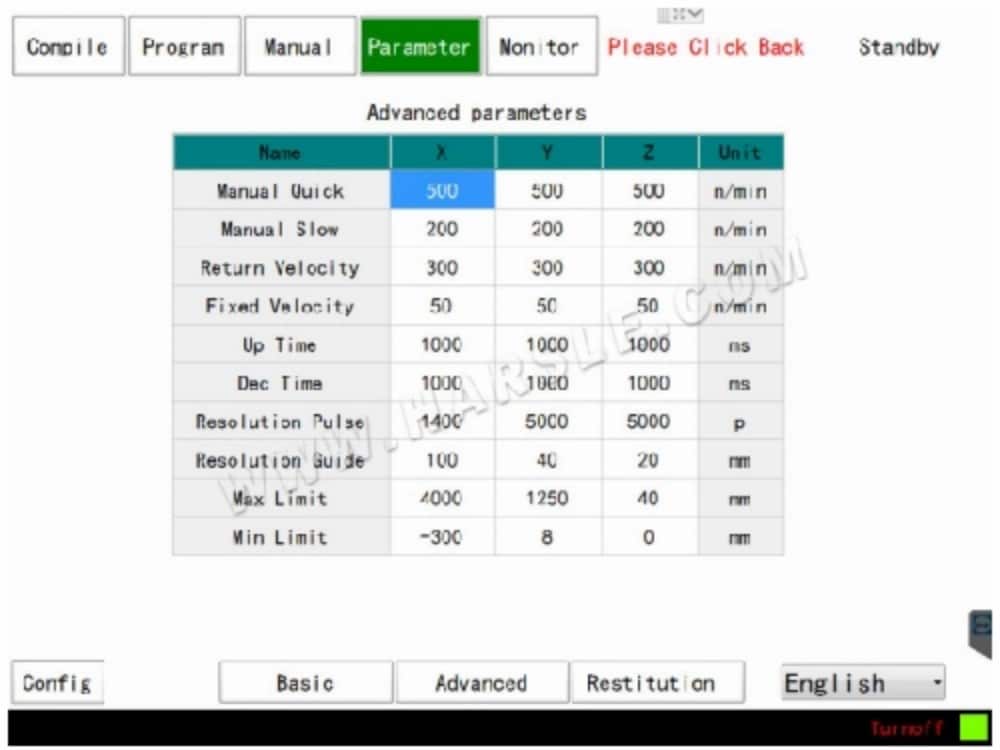
Ручной быстрый режим: при ручном управлении, если выбрана высокая скорость, ручное перемещение вперед и назад будет осуществляться на ручной быстрой скорости.
Медленная ручная работа: в ручном режиме высокая скорость не выбирается, а ручное управление вперед и назад осуществляется на медленной ручной скорости.
Скорость возврата в исходное положение: скорость, с которой ось возвращается в исходное положение, — это скорость, с которой ось приближается к исходному положению.
Фиксированная скорость исходного положения: когда ось возвращается в исходное положение, скорость оси, покидающей исходное положение, в обратном направлении после касания переключателя исходного положения.
Время разгона: время от скорости 0 до заданной скорости. Чем больше это значение, тем больше расстояние разгона и тем плавнее соответствующий разгон.
Время замедления: время, необходимое для снижения скорости оси с заданной до скорости 0. Чем больше значение, тем больше расстояние замедления и тем плавнее соответствующее замедление.
Разрешение импульса: количество импульсов за один оборот вала, определяемое параметрами серводвигателя.
Шаг разрешения: расстояние, соответствующее одному обороту вала, определяемое механическими параметрами.
Максимальный мягкий предел: максимальное положение, в которое может переместиться вал
Минимальный мягкий предел: минимальное положение, в которое может переместиться вал
2.5.3 интерфейс конфигурации
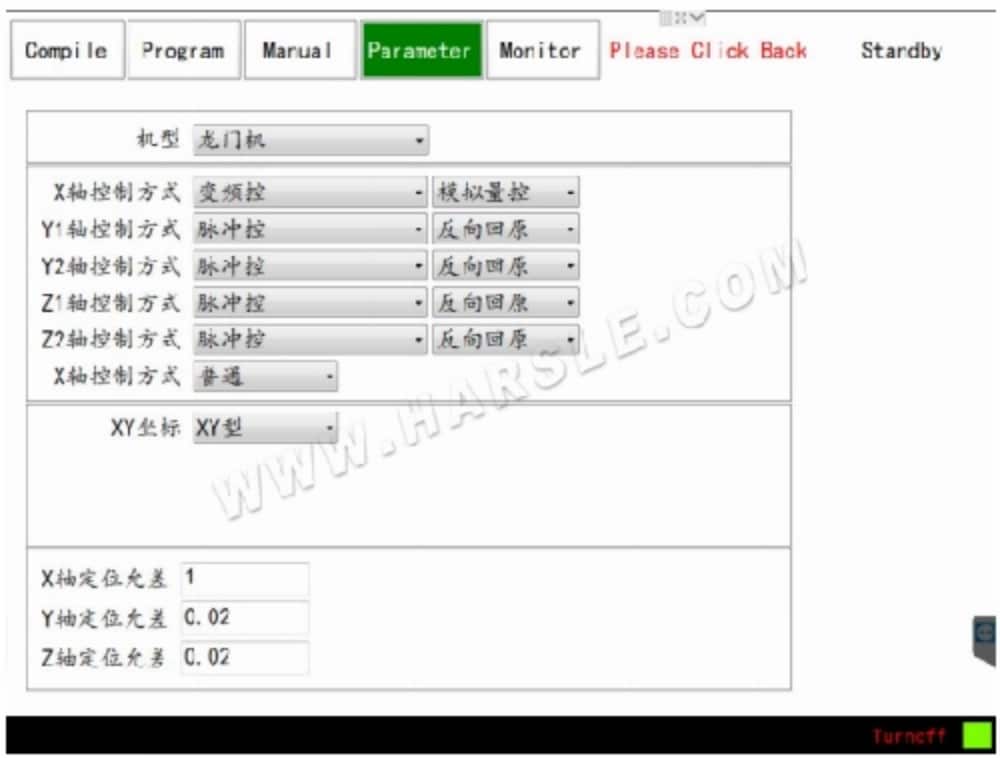
В этом интерфейсе заказчик может выбрать модель и конфигурацию в соответствии с различными машинами.
2.5.4 параметры компенсации
Параметр компенсации – это компенсация рабочей платформы. Стойка может иметь небольшую деформацию в течение длительного времени. Параметр компенсации позволяет компенсировать деформацию стойки с помощью системы.

По умолчанию отсчёт начинается с позиции 0. Позиция, введённая в первой строке, представляет собой расстояние от 0 до текущей позиции ввода. Сумма компенсации — это сумма компенсации, введённая после первой строки. Позиция, введённая во второй строке, представляет собой расстояние от позиции ввода в первой строке до текущей позиции ввода. Сумма компенсации — это сумма компенсации, введённая после текущей строки.
3. Подсказка статуса
Статус: статус работы, статус данных, информация о неисправностях
3.1 статус операции
Режим ожидания: текущая машина находится в статическом состоянии без какой-либо команды.
Запуск: машина работает автоматически в соответствии с введенными данными.
Остановка: нажмите кнопку остановки, машина сначала остановится, а затем вернется в исходное положение.
Аварийная остановка: нажмите кнопку аварийной остановки, чтобы полностью остановить машину.
3.2 статус данных
Данные пусты: данные программирования не введены
Общее расстояние между слотами слишком велико: ширина платы, накопленная входными данными, не может превышать максимальный предел оси Y.
Первый слот слишком мал: расстояние между слотами первой входной линии не может быть меньше минимального предела оси Y.
Глубина канавки больше общей глубины: глубина канавки текущей строки не может быть больше общей глубины
Слишком большая глубина канавки: глубина канавки перед уменьшением толщины пластины не может быть меньше минимального предела оси Z.
3.3 информация о неисправностях
Аварийная остановка: кнопка аварийной остановки не нажата, а информация о неисправности стирается после нажатия.
Нажмите одну кнопку, чтобы вернуться к исходному состоянию: после выключения и перезапуска системы вам будет предложено нажать одну кнопку, чтобы вернуться к исходному состоянию, включить масляный насос, нажать одну кнопку, чтобы вернуться к исходному состоянию в автоматическом или ручном режиме, и информация о неисправности будет удалена после того, как вы нажмете одну кнопку, чтобы вернуться к исходному состоянию.
Неисправность масляного насоса: неисправность термореле масляного насоса. Проверьте, является ли это неисправностью двигателя масляного насоса или термореле. После отключения термореле удалите информацию о неисправности.
Ошибка начала координат по оси X: если текущее положение оси X превышает 10 мм, обнаруживается сигнал начала координат по оси X, и отображается сообщение об этой ошибке. Проверьте, есть ли ошибка в переключателе начала координат по оси X или ошибка в показаниях энкодера, и нажмите кнопку «Стоп», чтобы стереть информацию об ошибке.
Отключение энкодера оси X: обнаружено, что энкодер не выполняет подсчет нормально. Проверьте на экране ручного управления, соответствует ли текущее значение оси X норме, и нажмите клавишу «Стоп», чтобы очистить информацию о неисправности.
Реверс энкодера оси X: обнаружено, что направление подсчета энкодера не соответствует направлению движения, поменяйте местами выводы A и B энкодера и нажмите клавишу «Стоп», чтобы очистить информацию об ошибке.
Ненормальная связь HMI: данные связи потеряны.
Проверьте надежность связи между верхним компьютером и нижним контроллером. Нажмите кнопку «Стоп», чтобы сбросить информацию о неисправности.
Неисправность вала: проверьте код информации о неисправности привода вала.
В соответствии с решением по устранению неисправностей, приведенным в руководстве по приводу вала, нажмите кнопку «Стоп», чтобы сбросить ошибку привода вала. Если в приводе нет неисправностей, информация об ошибке будет сброшена.
Ошибка связи с валом: вал этой системы управляется по каналу связи. Если контроллер не получает сигнал с вала, он сообщает об ошибке связи. Проверьте.
Проверьте надежность контакта линии связи и правильность настройки параметров вала. После восстановления связи информация о неисправности будет удалена.
Предел положения вала: если текущее положение вала меньше минимального предела, заданного в системных параметрах, будет выведено значение минимального предела положения вала. Если оно больше максимального предела, будет выведено значение максимального предела положения вала. Проверьте.
Превышает ли заданное положение предел. Как только текущее положение окажется в пределах предела, информация об ошибке будет удалена.
Ⅸ Обязательства по послепродажному обслуживанию
Что касается обслуживания продаж, наша компания делит его на три части: предпродажное, во время продажи и послепродажное. Наши обязательства по обслуживанию: годичная гарантия и пожизненное обслуживание.
⒈ Предпродажное обслуживание
Наша компания несет ответственность за предоставление пользователям анализа осуществимости и надежного плана конфигурации оборудования перед продажей, предлагает разумные и подходящие решения в соответствии с конкретной ситуацией пользователей, а также выполняет качественную работу в качестве консультанта по закупкам для клиентов.
⒉Сервис в продаже
Поставщик отвечает за монтаж и ввод в эксплуатацию оборудования, а покупатель предоставляет краны и инструменты общего назначения. Наладка и обучение эксплуатационного и технического персонала заказчика. Оказание технической поддержки и обучение пользователей в соответствии с их требованиями, своевременное взаимодействие с пользователями в ходе производственного процесса и обеспечение максимально возможной самостоятельности и профессионализма операторов при работе и обслуживании.
⒊ Послепродажное обслуживание
Наша компания несет ответственность за предоставление услуг пользователям в течение гарантийного периода и за его пределами. Во время первого послепродажного обслуживания персонал, отвечающий за ввод в эксплуатацию (обслуживание), должен поставить подпись пользователя в листе установки и ввода в эксплуатацию оборудования, а также подпись оператора, отвечающего за ввод в эксплуатацию, в листе обучения работе с оборудованием. В дальнейшем персонал, отвечающий за ввод в эксплуатацию (обслуживание), должен каждый раз предоставлять письменный отчет о вводе в эксплуатацию или техническом обслуживании, и все данные будут храниться в личных делах клиента. Для пользователей, вышедших за пределы гарантийного периода, наша компания также обеспечивает своевременное и качественное послепродажное обслуживание, а также обеспечивает поставку быстроизнашивающихся и запасных частей, а также надлежащим образом взимает расходы для обеспечения нормального использования пользователями.
Ввод в эксплуатацию, эксплуатация и техническое обслуживание оборудования осуществляются специалистами по вводу в эксплуатацию и службой послепродажного обслуживания компании. Преимущественную силу имеют рекомендации Участника. Если клиентам требуется техническая поддержка, пожалуйста, свяжитесь с нашим техническим отделом.