








Пневматический пробивной станок: руководство по эксплуатации
Как человек с опытом работы с пневматикой пробивные машиныЯ знаю, насколько важно правильно их эксплуатировать для обеспечения эффективности и безопасности. В этом Пневматический пробивной станок: Руководство по эксплуатации. Я расскажу вам о ключевых этапах, которые помогут вам максимально эффективно использовать ваш станок. От настройки оборудования до понимания принципов работы органов управления — это руководство поможет вам избежать распространённых ошибок и максимально повысить производительность. Независимо от того, новичок ли вы в пневматической штамповке или хотите быстро освежить свои знания, это руководство поможет вам упростить работу. Начнём!
Пневматический пробивная машина использует газ высокого давления, вырабатываемый компрессором, для подачи сжатого газа в электромагнитный клапан по трубопроводу, а действие электромагнитного клапана контролируется ножным переключателем для управления работой и возвратом цилиндра, чтобы достичь цели перфорации.
Оглавление
Технический принцип
Сжатый воздух можно хранить в резервуаре и использовать в любое время, что исключает потери энергии на холостой ход двигателя. Использование цилиндра в качестве рабочего элемента и электромагнитного клапана в качестве управляющего элемента упрощает конструкцию машины, обеспечивая низкий уровень отказов, высокую безопасность, простоту обслуживания, снижение затрат на обслуживание и высокую производительность. Для управления электромагнитным клапаном используется источник питания 220 В, что обеспечивает простоту и удобство эксплуатации.
Эксплуатационные характеристики
Сварной корпус из высококачественной стальной пластины, закаленный (или вибростаренный), дробеструйная обработка, хорошая жесткость, стабильная точность; продольный коленчатый вал, компактная структура, коленчатый вал с высокочастотной закалкой и шлифовальной обработкой, хорошая отделка, гибкое вращение, прямоугольная шестигранная удлиненная направляющая, направляющая панель из бронзы, высокоточное направление; пневматический двойной балансировочный цилиндр, уравновешивает вес ползуна и верхнего штампа, снижает удары и шум, устраняет зазоры в рычажном механизме и ползунке, уменьшает силовые части.
Вся пневматическая пробивка Машина оснащена централизованным управлением, а пневматическая система управляется импортными предохранительными двойными клапанами, что позволяет осуществлять точечную, толчковую, одиночную и непрерывную штамповку. Ключевые детали, такие как ползун, направляющая, рабочая плита, шатун и соединительная втулка, отлиты из песчано-полимерной смеси, что позволяет улучшить шероховатость поверхности на 1-2 уровня и точность размеров на 2-3 уровня по сравнению с обычным литьем в песчано-глинистые формы. Изделия весом 60 тонн и более оснащены электрической регулировкой нагрузки пресс-формы. Ключевые детали, такие как пневматические и электрические компоненты, уплотнения, кнопки и т.д., изготовлены из импортных компонентов.
пневматический пробивка Машина Механические характеристики
1. Применен высокопрочный чугун со снятием напряжений для обеспечения долговременной точности.
2. Благодаря двум направляющим стойкам с увеличенным межосевым расстоянием жесткость и точность направляющих стоек исключительно высоки в направлении эксцентриковой нагрузки и нагрузки ползуна.
3. Метод направления заключается в использовании двойных колонн в качестве направляющих, длина которых простирается до положения линии материала, что позволяет напрямую воспринимать горизонтально направленное разделение силы во время обработки, что позволяет достичь высокой скорости и точности обработки.
4. Благодаря использованию передовой в мире технологии цифрового преобразования частоты различные состояния отображаются на дисплее для обеспечения качества продукта, а при возникновении неисправности эта информация также отображается для облегчения обслуживания.
5. Система принудительного охлаждения настроена на уменьшение изменения устойчивости при работе на высоких скоростях.

Преимущества контраста
1. Пневматический пробивной пресс более гигиеничен и экологичен. Использование передовой технологии фотоэлектрической защиты позволяет значительно повысить безопасность, а компьютеризированный подсчёт с помощью программы позволяет реализовать автоматизированный процесс обработки, значительно повышая эффективность работы и снижая производственные затраты. В области пробивки различных металлических и неметаллических труб и пластин большинство операций выполняется с помощью электрических пробивных прессов. Электрические пробивные прессы не только загрязняют окружающую среду высоким уровнем шума, но и имеют сложную конструкцию, что обуславливает их высокую стоимость, сложность и высокие затраты на техническое обслуживание, громоздкость корпуса и высокое потребление электроэнергии. Эксплуатация сложна, частота отказов высока, а риск для безопасности велик.

2. Пневматический пробивной пресс отличается простотой конструкции, низкой себестоимостью производства и применением пневматической технологии, позволяющей использовать один воздушный компрессор для работы нескольких пневматических пробивных прессов одновременно, что обеспечивает большую энергосбережение по сравнению с электрическим пробивным прессом. Снижаются потери электроэнергии. Простота эксплуатации, высокая безопасность, управление электромагнитным клапаном осуществляется с помощью ножного переключателя, простота конструкции, низкий уровень отказов, повышение эффективности производства.

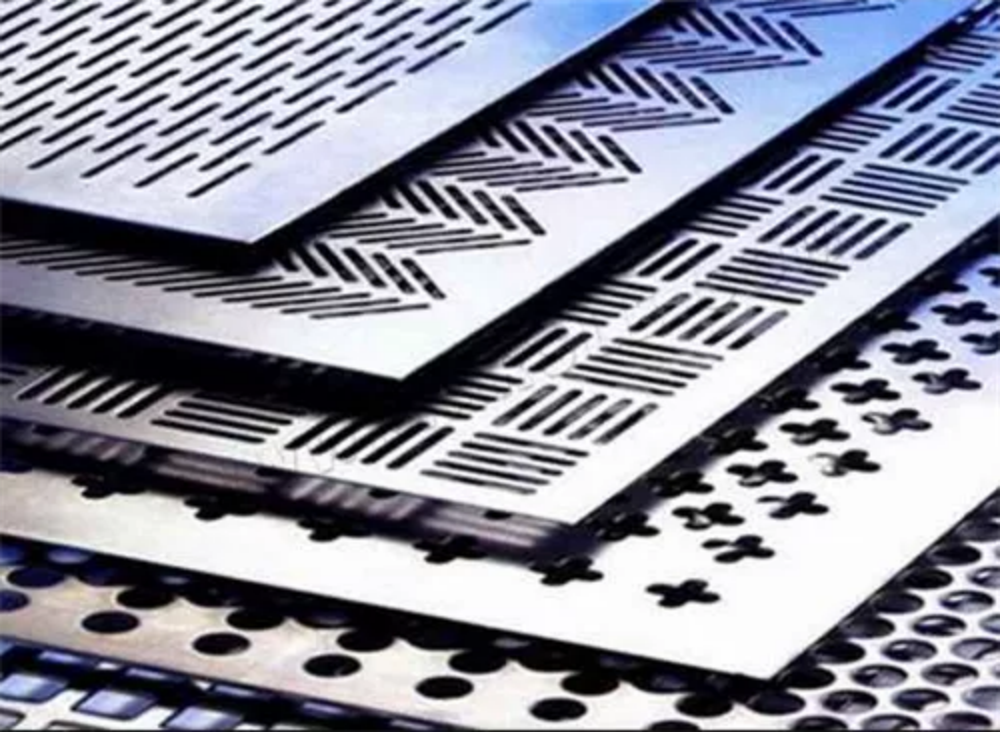
Области применения
Подходит для пневматических пробивных машин в области различных металлических и неметаллических труб и пластин.
● Машиностроение: штамповка деталей, штамповочная обработка, штамповка деталей из металла, штамповка деталей из металла, штамповка деталей из автомобилей, растягивающиеся детали, растягивающиеся металлические детали, штамповка деталей из листового металла.
● Товары для дома: электроника, средства связи, электроприборы, освещение, игрушки, шасси, мебель, спортивный инвентарь, фурнитура для посуды и барбекю, осветительное оборудование, электронное оборудование, корпуса шкафов, кухонные принадлежности, петли, шплинты, пружинные штифты, энергичные плоскогубцы, щипцы для сухофруктов, упаковочные материалы, наклейки, пленка для мобильных телефонов, прокладки, коврики, алюминиевые детали, клеммы, сетки для динамиков
● Дорожное движение: транспортные принадлежности, автомобильная безопасность, защитные средства, автомобили и мотоциклы, а также аксессуары, средства связи.
● Офисные принадлежности: шкафы электропитания, корпуса банкоматов, компоненты систем кондиционирования воздуха, принтеры, стойки для копировальных аппаратов и различные виды прецизионных листовых металлов.

Операционные процедуры
1. Перед запуском машины выясните название и роль каждой ее части, подробности см. в предыдущей статье в общедоступном номере.
2. При включении машины сначала откройте воздушный клапан на задней стороне машины, затем проверьте, на месте ли три манометра (три манометра: A — балансировочный манометр, как правило, настроен на 0,4–0,5 МПа, B — манометр сцепления, как правило, настроен на 0,4–0,6 МПа, C — нерегулируемый манометр, как правило, рассчитан на 0,4 МПа). Неспециалисты не могут перемещать манометр.
3. Включите главный выключатель питания, затем включите выключатель запуска двигателя, пока горит индикатор HL2. После остановки вращения главного двигателя индикатор погаснет. Перед запуском машины доведите давление воздуха до заданного значения, запустите двигатель, установив переключатель защиты от перегрузки в нормальное положение.
4. Как выбрать толчковый, одиночный, непрерывный, как выбрать прерывистый, отсоединяемый, непрерывный разрыв.
● Толчковый режим: переключатель непрерывного действия устанавливается в положение прерывистого действия, а селекторный переключатель — в положение толчкового режима. Переключатель быстрого переключения на консоли устанавливается в положение толчкового режима, затем обеими руками нажимают и закрывают кнопку двуручного управления, кнопка двуручного управления отпускается, и движение ползунка останавливается.
● Одинарный режим: переключатель непрерывного действия установлен в положение прерывистого действия, селекторный переключатель установлен в положение одинарного действия, переключатель быстрого переключения на консоли установлен в положение отключения. При нажатии кнопки двуручного режима ползунок перемещается. Ход ползунка превышает 135 градусов. Отпустите кнопку двуручного режима. Ползунок продолжает движение к верхней мертвой точке. Если отпустить кнопку двуручного режима в пределах 135 градусов, ползунок немедленно остановится. Для управления одной ногой установите ручку двуручного/ножного режима в положение ножного режима. При этом необходимо соблюдать правила техники безопасности.
● Непрерывный режим: если ручка переключателя непрерывного режима установлена в положение непрерывного режима, селекторный переключатель также установлен в положение непрерывного режима, нажмите двуручную кнопку, ползунок действует в течение 5 секунд, отпустите кнопку двуручного переключателя, ползунок продолжает работать, в это время машина находится в состоянии непрерывной работы, нажмите кнопку остановки непрерывного режима, чтобы ползунок вернулся в верхнюю мертвую точку после остановки или двуручную педаль, установленную в положение для педали, непрерывная работа невозможна.
● Регулировка ползунка: обычно устанавливают ручку регулировки ползунка в положение отключения, а затем вручную нажимают кнопку «вверх» или «вниз».

● Защита от перегрузки: Обычно установите ручку защиты от перегрузки в нормальное положение, когда загорается красный индикатор перегрузки, немедленно установите эту ручку в положение сброса.
● Слишком низкий ход ползуна, чтобы он оказался в «мертвой» точке: немедленно выключите выключатель двигателя, чтобы полностью остановить маховик железного диска станка, и включите переключатель вращения станка. Переместите ползун в положение обратного хода, а затем вручную, двигаясь в толчковом режиме, медленно верните направляющую ползуна в положение верхней «мертвой точки» 0 градусов.
● Как использовать счетчик: Если отпустить эту ручку в положении «включено», счетчик начнет подсчитывать количество перемещений ползунка.
● Как использовать эжектор: Обычно установите ручку в положение «Авто», и поток воздуха будет подаваться одновременно с ходом пресса. Когда машина не находится в режиме прессования, для использования эжектора установите ручку в положение «Ручной режим» и нажмите на ручку. Когда машина не находится в режиме штамповки, для использования эжектора установите ручку в положение «Ручной режим» и нажмите на ручку один раз, и эжектор выпустит один поток воздуха.
● Кнопка аварийной остановки: в любом случае работы нажмите эту кнопку вручную вниз, машина немедленно прекратит работу, когда кнопка самоблокируется, когда вы снова начнете работу, вы должны сбросить эту кнопку (поверните кнопку в направлении стрелки).
● Устройство фотоэлектрической защиты: Если станок оснащен устройством фотоэлектрической защиты, то выполняются следующие функции: при включении питания фотоэлектрического устройства ползун перемещается в диапазоне от 0 градусов до 135 градусов, при блокировании светового луча устройства защиты ползун немедленно останавливается в любом положении, станок для толчковой работы, без фотоэлектрической защиты.
5. Освоив все вышеперечисленное, запустите двигатель станка, понаблюдайте в течение минуты, чтобы убедиться в нормальном звуке работы станка, правильности направления вращения станка и исправности смазочных деталей станка.

6. После того, как все со станком будет в порядке, приступайте к изготовлению формы.
● Рабочую поверхность необходимо очистить.
● Подготовьте все инструменты, используемые в форме.
● Проверьте, нормальная ли плесень.
● Отрегулируйте ход ползуна в положение, эквивалентное высоте формы.
● Середина ползуна и верхний шаблон формы должны быть параллельны без полузазора.
● Затем можно надеть пресс-форму и закрепить винтом.
● После установки формы сначала дважды щелкните, чтобы проверить правильность положения хода.
● Используйте ножную педаль для управления изделием. Запрещается ставить ноги на ножную педаль, руки должны находиться на расстоянии более 5 см от формы (во время работы следует помнить, что безопасность превыше всего, строго запрещается несанкционированное использование, сконцентрируйтесь на взаимодействии рук и ног, если вам нужно залезть в форму, чтобы взять изделие, необходимо использовать пинцет или магнитный стержень).

7. Дополнительные инструкции
● В процессе производства необходимо внимательно читать и понимать чертежи и технические требования к ним, особенно перспективное направление чертежей листового металла и алгоритм открытия чертежей. Если что-то непонятно, немедленно обратитесь к бригадиру или дежурному инженеру.
● Полуфабрикаты помещаются в зону оборота продукции и маркируются карточкой перед отправкой на следующий процесс.
● После использования форм необходимо проверить, требуется ли их ремонт или техническое обслуживание, прежде чем возвращать их на стеллаж. Неисправные формы не следует возвращать на стеллаж. Необходимо оформить заказ на ремонт формы и отправить его в отдел форм. После возврата формы на место необходимо проверить этикетку и разместить её в указанном месте.
● Необходимо выяснить, какая часть машины смазывается, какое время необходимо, название смазочного материала и как его смазывать.












