








Инструкции по эксплуатации машины для формовки кровельной черепицы
Как профессионал в кровельной отрасли, я оценил эффективность кровельной черепицы. Ролик Формовочная машина. В этой статье я поделюсь основными инструкциями по эксплуатации и обслуживанию этого мощного оборудования. Правильное понимание и использование машины не только повышают производительность, но и гарантируют качество производимой черепицы. Независимо от того, являетесь ли вы опытным оператором или новичком в этом процессе, эти рекомендации дадут вам знания, необходимые для максимального повышения производительности и долговечности вашей черепицы. ролик формовочная машина.
Особенности приложения
Рабочий стол роликовой формовки черепицы имеет шесть процессов, (т. е. шестигранный бегунок), поворот рабочего стола, в дополнение к уровню механического индексирования, позиционирования, а также установка набора прецизионных позиционирующих механизмов, полностью гарантируют, что каждый процесс штамповки, точное позиционирование формы рабочего стола, установка верхнего штампа салазок представляет собой коробчатую конструкцию, направляющую скольжения и верхнюю направляющую корпуса, длина контакта большая, каждая штамповка верхнего штампа, процесс имеет вторую штамповку заготовки глины, которая Первый раз, когда верхний штамп прижимает заготовку черепицы на место, верхний штамп поднимается на 10 мм.

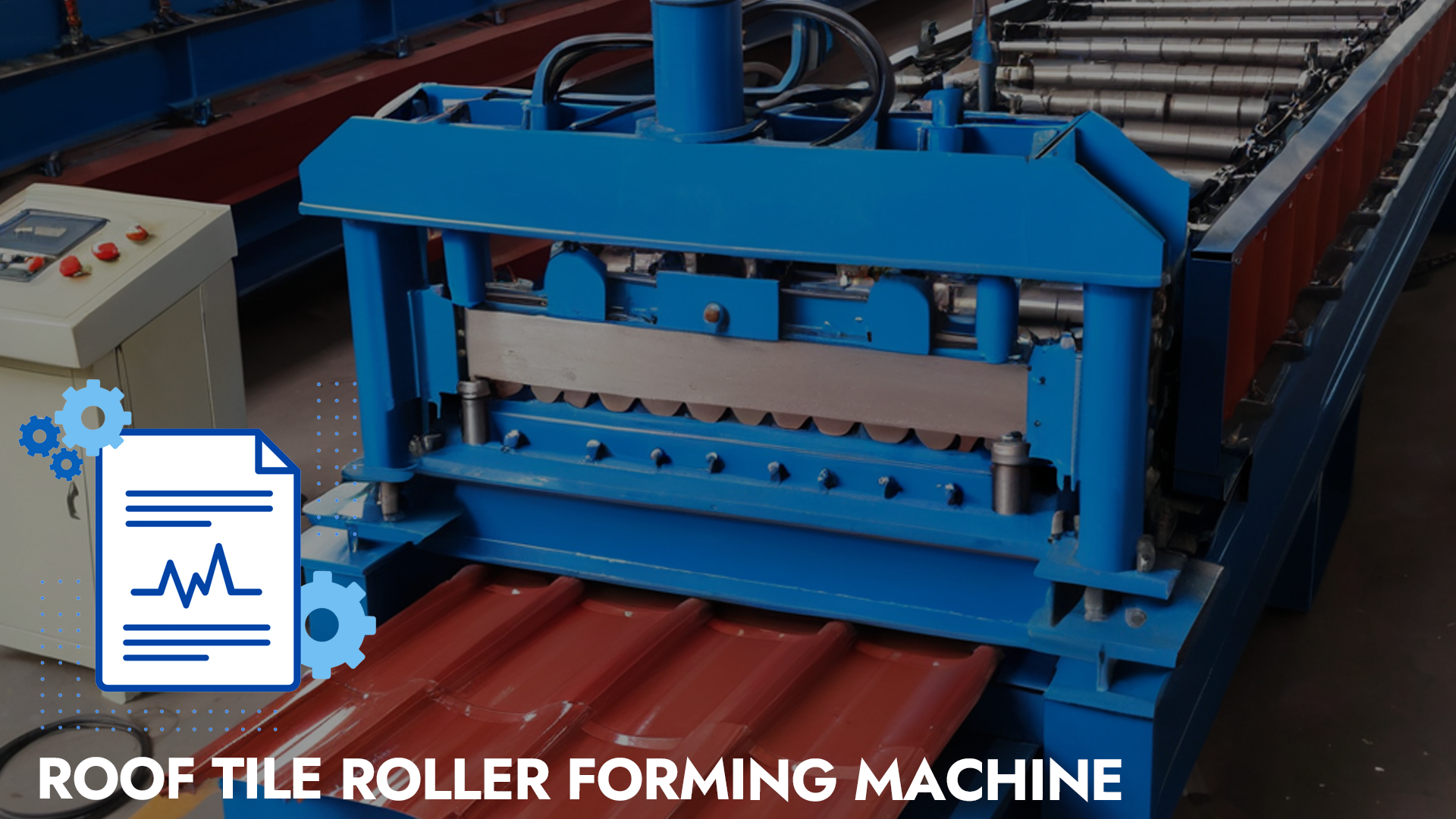
Профилегибочные машины для производства кровельной черепицы из цветной листовой стали широко используются в строительстве, транспортной отрасли и других отраслях. В строительной отрасли они в основном используются для производства стальных конструкций на заводах, в аэропортах, складах, холодильных установках и других промышленных и коммерческих зданиях, таких как кровли, стены и двери. В гражданских зданиях цветная листовая сталь используется реже. Преимуществами цветной листовой стали являются высокая коррозионная стойкость, яркие цвета, привлекательный внешний вид, простота обработки и формовки, первоначальная прочность и низкая стоимость.

Высокоскоростное оборудование для формовки цветной плитки с четырьмя направляющими колоннами: с использованием ряда передовых технологий, основной «корпус» без сварки, все изготовлено из «литой стали», поэтому вся машина не будет деформироваться из-за «сварки». Корпус «главной машины» деформируется из-за «напряжения», вызванного «сваркой». Главный цилиндр машины и главная форма для плитки соединены «направляющей втулкой» с четырьмя сплошными направляющими гидравлическими колоннами диаметром 120 мм, «главная форма для плитки» движется вертикально вверх и вниз без каких-либо отклонений по вертикали, что особенно защищает главную форму для плитки от повреждений и значительно продлевает срок ее службы.
Холодногнутая сталь
Холодногнутая сталь является основным материалом для изготовления лёгких стальных конструкций и изготавливается из холодногнутых стальных листов или полос. Толщина её стенок может быть уменьшена с помощью С-образных профилегибочных машин, что значительно упрощает производственный процесс и повышает эффективность производства. С помощью обычного метода горячей прокатки можно производить труднодоступные изделия с одинаковой толщиной стенки, но сложной формой поперечного сечения, с различными профилями и из разных материалов, например, холодногнутую цветную сталь.
После полного истощения глиняной заготовки верхняя форма прессует заготовку плитки и возвращается в верхнее положение. Благодаря этому форма служит долго, а качество прессованной продукции высокое. Прессы для цветной стальной плитки оснащены системой смазки, которая автоматически смазывает все подшипники, направляющие передаточного механизма и другие детали во время работы машины.

Характеристики машины
Все автоматические машины для формовки плитки первого и второго поколений используют «поворотный цилиндр». Поворотный цилиндр относится к оборудованию для формовки цветной плитки и считается «чрезвычайно хрупким». Слишком высокая скорость формовки приводит к сильному удару по полотну и вибрации буфера, что приводит к растрескиванию плитки. Эта проблема постоянно присутствовала в машинах для формовки цветной плитки первого и второго поколений, поэтому максимальная скорость формовки могла достигать всего 6 плиток в минуту.
Высокоскоростной пресс для цветной стали типа HJ-10 управляется «встроенным прямым масляным цилиндром», а подвижный стол приводится в движение интеллектуальной гидравлической системой буферизации. Гидравлическая амортизация подвижного стола легко регулируется, обеспечивая плавность, безопасность и надежность его работы. В конструкции использован ряд передовых технологий, обеспечивающих повышенную стабильность и производительность по сравнению с оборудованием для формовки плитки предыдущих поколений.
Корпус машины не сварной, а полностью изготовлен из литой стали. Поэтому машина не подвержена воздействию сварочных напряжений, которые могут привести к деформации. Напорный цилиндр и основная форма для плитки соединены направляющей втулкой с четырьмя сплошными гидравлическими направляющими стойками диаметром 120 мм. Это обеспечивает точность вертикального перемещения и длительный срок службы формы.

Дом из цветной стали – это новая концепция экологичного и экономичного жилья. Каркас дома выполнен из лёгких стальных двутавровых балок и швеллеров, стены – из сэндвич-панелей, используются стандартные модульные серии для комбинирования пространств. Все компоненты соединены болтами или сваркой. Он легко и быстро собирается и разбирается, реализуя общую стандартизацию временных зданий, воплощая концепцию экологичности и энергосбережения, быстрого и эффективного строительства, а также позволяя временным домам войти в сферу серийного производства, интегрированного производства, согласованных поставок, складирования и многооборотной переработки фасонных изделий.

Оборудование для профилирования кровельной черепицы оснащено высокоуровневым программным обеспечением для управления производственной информацией. Система автоматического управления всей установкой использует высокоинтегрированную сеть, что повышает её производительность. Эта передовая система автоматизации обеспечивает более плавную работу, более высокую стабильность системы и более высокую адаптируемость к современным производственным требованиям в отрасли производства кровельной черепицы.
Оборудование для профилирования кровельной черепицы также обеспечивает преимущества в эксплуатации, техническом обслуживании, механической отладке и замене пресс-форм. Спрос на это оборудование на рынке в основном сосредоточен на производстве продукции среднего и крупного размера, тяжёлой и другой высококачественной продукции. Чтобы удовлетворить эти потребности, китайские производители оборудования для профилирования кровельной черепицы значительно расширили свой научно-исследовательский и инновационный потенциал. Структура продукции была дополнительно оптимизирована, а общая конкурентоспособность на рынке значительно возросла, что гарантирует этим машинам лидирующие позиции в развитии отрасли.

Эксплуатация оборудования и меры предосторожности
Вручную установите и извлеките заготовку. Порядок работы: Перед использованием оборудования проверьте надежность всех соединений и затяжку монтажных болтов и гаек. Перед включением машины необходимо заполнить левое и правое шасси достаточным количеством смазочного масла. Запустите машину для пробного прогона, сначала пустую. Внимательно осмотрите смотровое окно уровня масла на наличие вибрации, необычного шума или недостатка смазки, а также проверьте согласованность всех движущихся частей.
Устанавливать пресс-форму можно только после подтверждения её нормальной работы. При установке пресс-формы электропитание необходимо отключить. Используйте ручной приводной ремень или большую шестерню для перемещения стола в правильное положение и убедитесь, что седло направляющей поднято в наивысшую точку. Рекомендуется поместить твёрдый предмет между столом и нижней поверхностью седла направляющей, чтобы предотвратить несчастные случаи, вызванные естественным падением седла направляющей во время установки или регулировки пресс-формы.
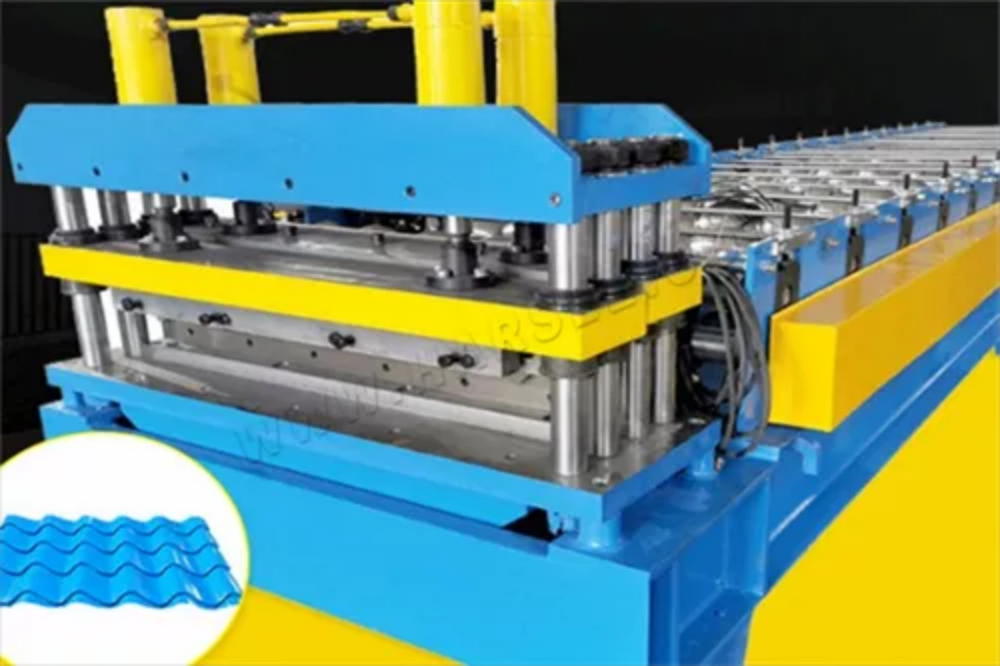
Автоматическая роликовая формовочная машина для производства черепицы может быть установлена и использоваться отдельно, но требует ручной загрузки и выгрузки заготовок. Также её можно оснастить автоматической загрузочной рамой и разгрузочным роботом, чтобы сформировать линию по производству черепицы с экструдером, роликовой формовочной машиной для производства черепицы, устройством подачи заготовок и конвейерной линией для поддонов, которая полностью исключает необходимость ручного управления. Машина состоит из левого и правого корпусов, нижнего шатуна, верхней крышки корпуса, направляющей опоры, шестигранного направляющего устройства, ременного шкива, зубчатого механизма, механизма с канавками, кулачкового механизма, смазочного насоса, системы масляного контура, блока электрического управления и т.д.
Метод обработки биения
В процессе производства оборудования для профилирования кровельной черепицы неизбежно возникают те или иные проблемы, наиболее распространенной из которых является проблема отклонения цвета стальной пластины, поскольку отклонение влияет на эффективность производства оборудования и уровень качества продукции, поэтому мы должны знать, как исправить эти ошибки.
Найдите симметричную точку на первом и последнем ряду оборудования для производства цветной стальной плитки и закрепите обе стороны стопорных гаек. Проведите прямую линию через центр средней направляющей спереди и сзади. Отрегулируйте зазор между верхней и нижней осями, а затем выровняйте машину по этой прямой линии. В конечном счёте, устранение отклонения плиты требует длительных производственных испытаний, но поддержание симметрии с обеих сторон гарантирует получение аккуратной формы изделия.
Если проблема не устранена, перед запуском пресса для цветной стальной плитки отрегулируйте два ряда четырёх углов на большой раме, чтобы обеспечить одинаковую высоту верхнего конца нижней оси. Проверьте, можно ли найти прямую линию от первого до последнего ряда, и убедитесь, что нижняя ось выровнена по горизонтали. Для обеспечения точности работы левая и правая стороны нижней оси должны быть выровнены.
Найдите симметричную точку на первом и последнем ряду оборудования для производства цветной стальной плитки и закрепите обе стороны стопорных гаек. Проведите прямую линию через центр средней направляющей спереди и сзади. Отрегулируйте зазор между верхней и нижней осями, а затем выровняйте машину по этой прямой линии. В конечном счёте, устранение отклонения плиты требует длительных производственных испытаний, но поддержание симметрии с обеих сторон гарантирует получение аккуратной формы изделия.

Правильная отладка плиткооблицовочного станка
Панель шкафа управления
1. Выключатель масляного насоса используется для управления запуском и остановкой масляного насоса. Перед запуском сначала включите масляный насос, чтобы создать давление в гидравлической системе. После запуска масляного насоса обратите внимание, чтобы направление вращения масляного насоса совпадало с направлением стрелки. Если направление не совпадает, поменяйте местами любые две из трёх фаз электродвигателя масляного насоса.
2. Кнопка возврата, расположенная под ножом, предназначена для управления работой резака. Если кнопка возврата не срабатывает, следует проверить уровень масла в гидравлическом баке, чтобы пополнить его. Кроме того, при опускании и возврате ножа в исходное положение, срабатывает концевой выключатель, расположенный перед ножом, что автоматически останавливает работу.
3. Прямое и обратное вращение осуществляется через управляющий блок инвертора. Скорость вращения регулируется переключателем высокой/низкой скорости на панели. В автоматическом режиме убедитесь, что переключатель скорости установлен в положение высокой скорости.
4. Сначала необходимо задать длину и планируемое количество, затем клавишей [Select] выбрать опцию запуска и нажать клавишу [OK] для автоматического запуска. Если количество готовых изделий меньше планируемого, система начнёт работу, пока эти значения не сравняются; если количество готовых изделий больше или равно планируемому, система начнёт работу и автоматически остановится после того, как будет прокатана и отрезана только одна доска. Нажмите клавишу [Reset], чтобы остановить машину.

5. Если основной станок не работает, на дисплее отображается верхняя стрелка, указывающая на то, что резак находится ниже верхнего предела. Откройте масляный насос, резак автоматически поднимется, и основной станок начнет работу. Если основной станок не работает на низкой скорости с шагом 150 мм перед остановкой, он не сможет обеспечить точность прокатки листа.
6. Не включайте масляный насос во время первой пробной прокатки, чтобы избежать потерь материала из-за неправильной длины. После прокатки первой заготовки нажмите кнопку сброса и измерьте её фактическую длину линейкой. В большинстве случаев будет наблюдаться погрешность по сравнению с заданной длиной. Устраните погрешность, затем используйте кнопки [Down Cut] и [Back] на панели управления, чтобы завершить резку первой заготовки. Если отклонение сохраняется, скорректируйте его, сместив заданную длину. Например, если задана длина 2000 мм, а фактическая — 1998 мм, сбросьте длину до 2002 мм.
7. Если в автоматическом режиме необходимо временно остановить работу, нажмите клавишу [OK]. В этот момент система приостанавливается и запоминает длину проката. Если процесс возобновится, снова нажмите клавишу [OK]. Если нажать клавишу [Сброс] во время работы, длина проката не будет сохранена, и её необходимо будет заново задать в разделе [Выполнение].
8. Ручной режим используется для отладки машины и может управляться без участия пользователя. Настройки ручного режима напрямую влияют на точность измерений и не могут быть легко изменены пользователем.

Ввод в эксплуатацию The Rollers
1. Осевая линия верхнего и нижнего роликов плиточного пресса должна находиться в одной плоскости, при этом центральное колесо должно быть преимущественно, а плоскостность не должна превышать 1 мм.
2. Зазор между верхним и нижним валками каждого ряда плиточного пресса одинаковый, а отклонение зазора составляет + 0,1 мм.

Используйте обычный датчик или стопор для отладки
Правильная настройка пресса для цветной стальной черепицы может продлить срок его службы и принести предприятию соответствующую эффективность и выгоду. Разумная и регулярная эксплуатация также позволит избежать ненужных несчастных случаев, что также положительно скажется на самом операторе. Оборудование для цветной стальной черепицы, методы устранения разгона прижимной плиты пресса для цветной стальной черепицы, такие как падение доски вправо, падение в левый угол или падение в правую нижнюю часть.
Сначала, сначала, оборудование для прессования цветной стальной плитки, расположенное до и после двух рядов четырёх углов, от большой рамы до высоты верхнего конца нижней оси одинаковой величины, затем от первого ряда до последнего ряда, найдите прямую линию, проверьте, находится ли нижняя ось на прямой линии, отрегулируйте нижнюю ось слева и справа по уровню. Найдите центры первого и последнего рядов оборудования для прессования цветной стальной плитки, затем закрепите обе стороны фиксирующего устройства перед положительным центром среднего колеса.
1. Используйте инструмент, чтобы ослабить позиционирующие винты за нижним ножом, чтобы подготовить материнскую массу; если зазор большой, слегка отрегулируйте позиционирующие винты.
2. Поднимите верхний нож, отпустите пластину и опустите верхний нож, чтобы проверить, можно ли его разрезать.
3. Если его можно отрезать, установите запасной. Если же отрезать невозможно, продолжайте регулировку, пока он не отрежется.
4. Если регулировка только задней части винта не дала результата, необходимо ослабить переднюю часть винта, которая слегка ослаблена, чтобы избежать большого количества люфтов, вызванных несоосностью верхнего и нижнего ножей и заеданием ножа.
