








Введение в гибку и вдавливание листового металла
Что такое гибка листового металла?
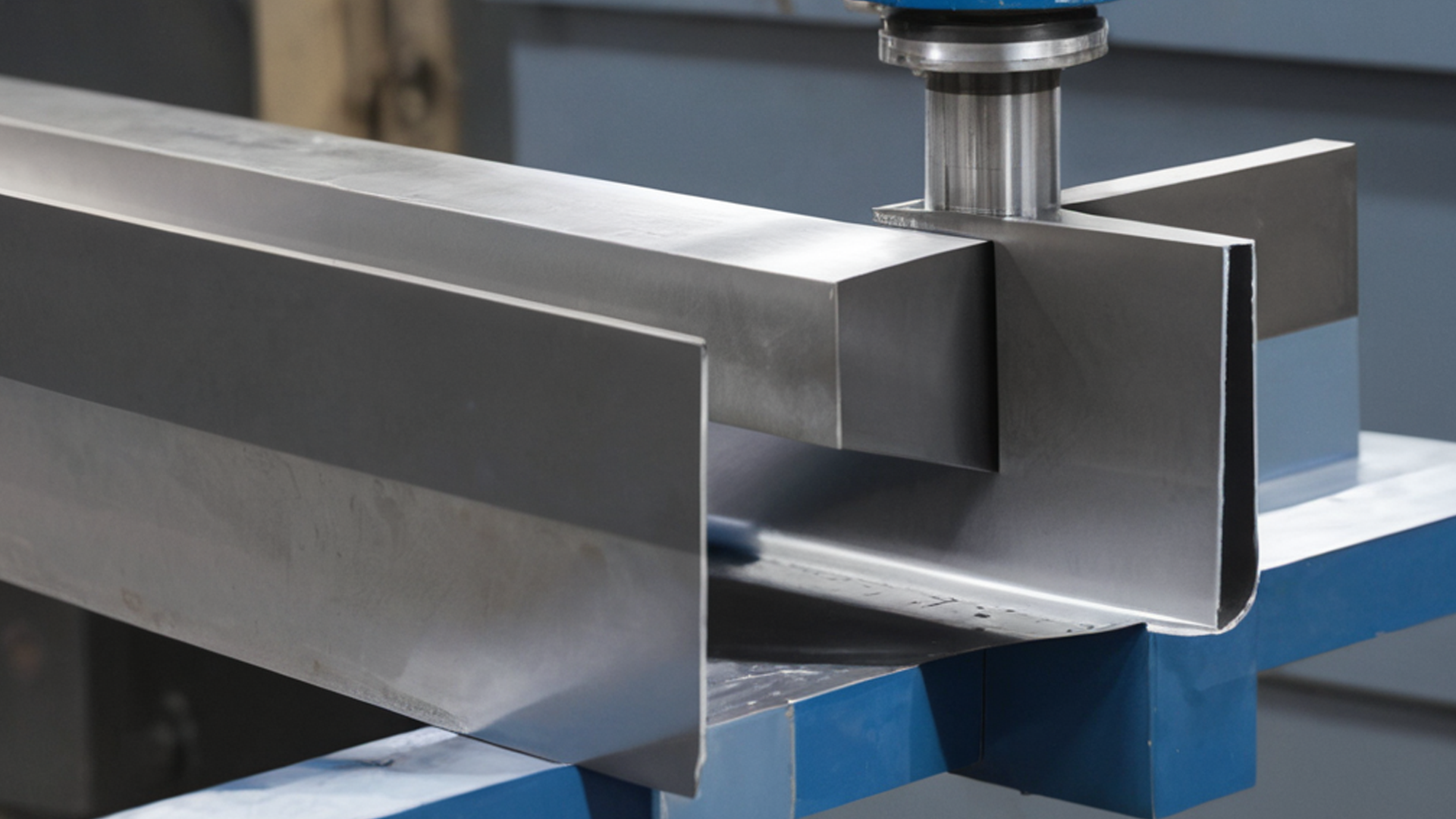
Гибка листового металла это процесс обработки металлического листа с помощью прессового устройства и специальной формы для превращения плоского листа в трехмерный процесс.
В связи с различными материалами, толщиной, длиной, шириной пластин, а также различными формами и углами, которые необходимо сформировать, существуют гибочные машины с различным тоннажем и размером прессового оборудования, оснащенные различной высотой, формой, V-образным размером верхних и нижних штампов со специальными профилями.
Какие существуют виды гибки?
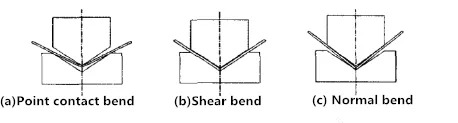
Гибка подразделяется на три вида: частичная гибка, закрытая гибка и штамповочная гибка.
① Частичный изгиб
Это метод гибки под прямым и тупым углами с использованием верхнего штампа под углом 88° и нижнего штампа V = 12t (где V представляет собой ширину канавки, а t представляет собой толщину материала).
② Плотно согнуты
Это метод гибки под углом 90°. Для сильно изогнутого нижнего штампа выбрано значение V = 6 ~ 12т.
③ Штамповочный изгиб
Верхний штамп 90° используется для гибки под прямым углом (стандартная гибка под прямым углом). Нижний штамп для штамповки и гибки имеет V = 5 ~ 6t.
Общая последовательность гибки:
1. Сначала короткая сторона, затем длинная сторона. Как правило, когда имеются изгибы по всем четырем сторонам, то для обработки заготовки и сборки гибочного штампа выгодно сначала сгибать короткую сторону, а затем длинную.
2. Сначала периферия, затем середина: Обычно сгибание производится от периферии заготовки к ее центру.
3.Частичный, а затем полный: Если внутри или снаружи заготовки имеются некоторые структуры, которые отличаются от других изгибов, то обычно эти структуры изгибают первыми, прежде чем складывать другие части.
4. Учитывайте помехи и разумно выбирайте последовательность гибки: последовательность гибки не является статичной, и последовательность обработки должна быть соответствующим образом скорректирована в соответствии с формой изгиба или препятствия на заготовке.
Причины вмятин при изгибе:
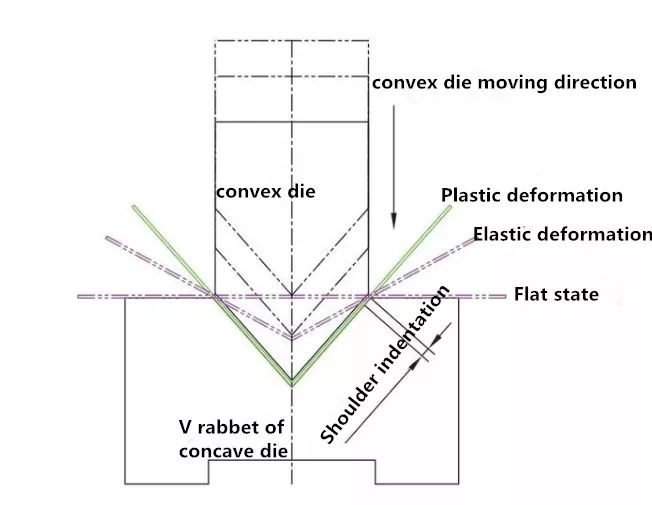
Гибка листового металла — это процесс формовки металлического листа под давлением пуансона или матрицы. гибочная машина, сначала подвергаясь упругой деформации, а затем переходя к пластической. В начале пластической гибки лист свободно изгибается. Под действием давления пуансона или матрицы на лист лист и внутренняя поверхность V-образной канавки матрицы постепенно сближаются, при этом радиус кривизны и плечо изгибающего усилия постепенно уменьшаются. Достигнув полного контакта с пластиной в трёх точках, завершится V-образная гибка.
Во время гибки, поскольку металлический лист упруго деформируется под действием давления гибочного штампа, точка контакта между листом и штампом будет проскальзывать по мере продолжения процесса гибки. В процессе гибки лист претерпевает две стадии: упругую и пластическую. В процессе гибки происходит удержание давления (форма и лист находятся в трёхточечном контакте). Образуются три линии вдавливания. Эти линии вдавливания обычно образуются пластиной и V-образным выступом штампа, поэтому их называют выступами.

Факторы, влияющие на вмятину при изгибе листового металла
1 Влияние метода гибки
Поскольку метод гибки отличается, степень контакта между пластиной и штампом различна, поэтому вероятность образования вмятин также различна.
2 Влияние твердости пластины
3 Влияние структуры штампа
4 Точность машин и пресс-форм
Способы уменьшения отступов
1. Используйте противовдавливающие прокладки
2 одинарных V-образных гнездовых резиновых втулки
3 куска уретана и AT-прокладки
4. Нижняя часть матрицы из твердой резины
5. Нижняя часть штампа без углубления
