Процесс гибки листового металла – гибочное отверстие

В этой статье я расскажу о листовом металле. Процесс сгибания – Гибка отверстий, где особое внимание уделяется методам и факторам, связанным с созданием точных гибов вокруг отверстий в листовом металле. Понимание того, как эффективно гнуть листовой металл, обеспечивая при этом наличие отверстий, имеет решающее значение для достижения оптимальных результатов в производстве. Я поделюсь своими мыслями о трудностях, с которыми мы сталкиваемся в этом процессе, а также расскажу о передовых методах обеспечения точности и качества. Присоединяйтесь ко мне, чтобы мы изучили тонкости гибки отверстий в листовом металле и способы повышения общей эффективности производства.
Как определить размер отверстия для гибки?
Размер отверстия для гибки листового металла зависит от его положения. Если отверстие находится на пересечении двух линий, то отверстие для гибки должно быть в 2 раза толще. Минимальная толщина не должна быть меньше 1,5 толщины листа. При гибке толстых листов, учитывая галтель, отверстие для гибки должно быть соответственно увеличено.
Недостатки данного способа изготовления отверстия: после гибки, особенно для толстолистовой стали, угол гиба отверстия, выполненного таким способом, имеет серьёзный недостаток материала, а также некрасивый внешний вид и неудобен для сварки. В связи с этим необходимо усовершенствовать технологию изготовления отверстия.
Метод оптимизации технологического отверстия:
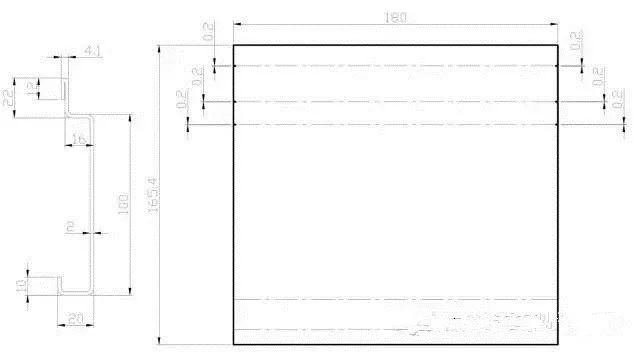
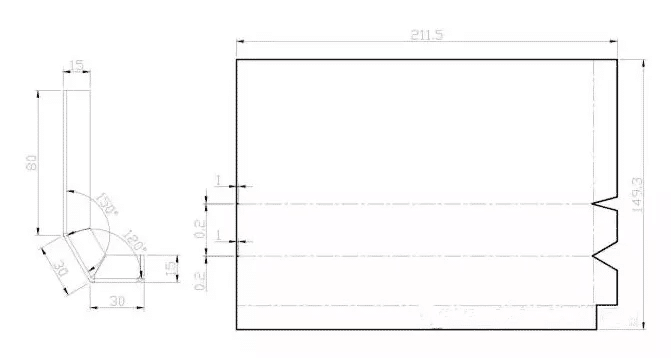
Его можно определить в зависимости от ситуации с загибом кромки, учитывая толщину листа и скругление гиба, чтобы определить технологическое отверстие в листовом металле. См. рисунок ниже:
На рисунке выше показано: толщина листового металла составляет 3 мм, высота изгиба четырех сторон составляет 15 мм, квадратная коробка из листового металла.
План благоустройства арт-отверстия:
Улучшение метода вырубки: существует два метода вырубки листового металла: вырубка с ЧПУ и лазерная резка. При вырубке с ЧПУ отверстия для гибки обычно круглые, а квадратные или длинные отверстия ограничены формой, что затрудняет их достижение. На изображении выше показан лист толщиной 3 мм, поэтому лазерная резка используется.
Улучшенная форма технологического отверстия: если технологическому отверстию придать длинную форму, это позволит избежать эстетических проблем после гибки.
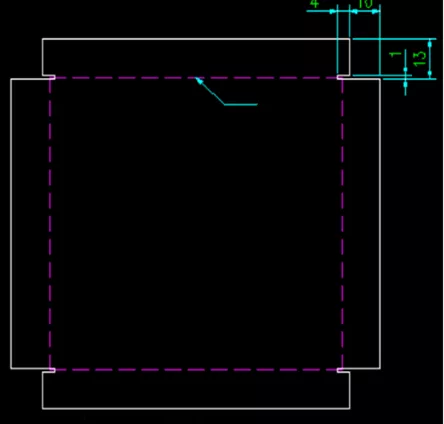
Как определить размер прямоугольного технологического отверстия
Ширина обычно устанавливается равной 1 мм, что не влияет на внешний вид и не влияет на деформацию листового металла при изгибе. Метод расчёта глубины: 10 мм = высота изгиба - 3 мм, коэффициент изгиба 5; 4 мм = толщина листового металла + 1.
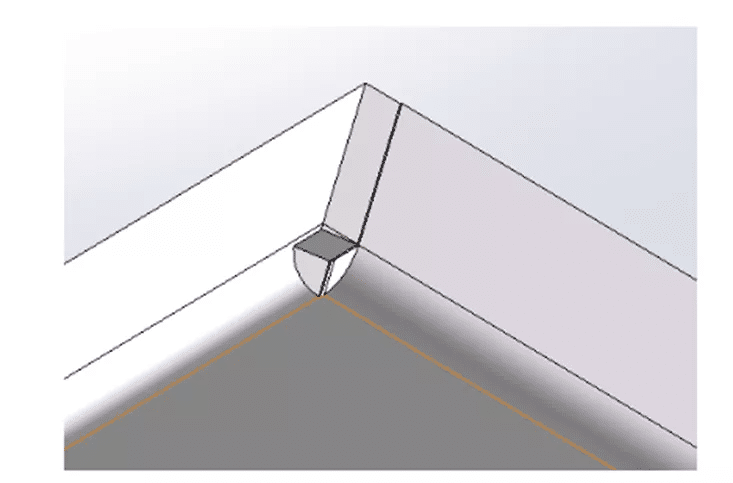
Эффект улучшения технологического отверстия:
После гибки и формовки листовой детали остаётся лишь узкая щель шириной всего 1 мм. См. 3D-визуализацию:
Почему следует избегать сгибания и вытягивания?
Вред от вытягивания материала:
1. Влияние на размер гибки. В процессе протяжки требуется большое усилие, чтобы разорвать толщину листа. Направление силы не определено, что приводит к перемещению заготовки и изменению её размеров.
2. Гибочная форма легко повреждается. Как уже упоминалось, на острые углы будет воздействовать большая сила, превышающая несущую способность формы, что приведет к образованию сколов и повреждению.
Стандарт использования гибочного и позиционирующего технологического отверстия
Размер и форма технологического отверстия:
1. Отверстие для позиционирования процесса гибки тонкой пластины, размер отверстия составляет 1X0,2 мм, радиус корня 0,1 мм, подходит для пластин толщиной ≤3 мм.
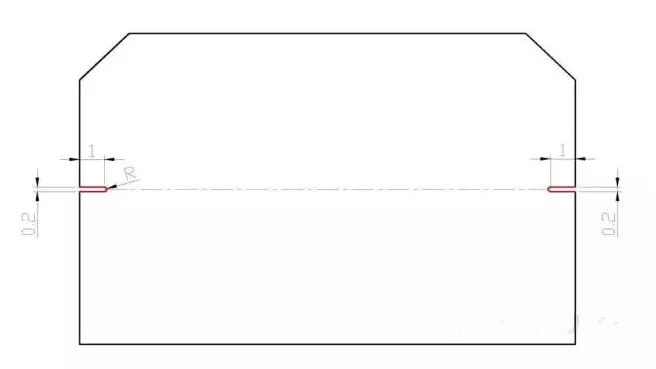
2. Отверстие для позиционирования процесса гибки толстой пластины, размер отверстия составляет 1X0,4 мм, радиус корня 0,2 мм, подходит для пластин толщиной > 3-6 мм.

Диапазон использования:
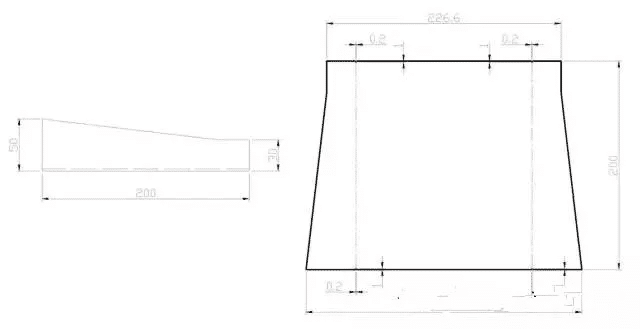
1 Тип угла: угол гиба не равен 90 градусам, а все позиционирующие отверстия открыты в месте гиба, включая гибку сложенного края;
2. Тип стыковки: Детали внешнего вида или стыкуемые детали с высокими требованиями к точности, все отверстия для гибки открыты с позиционирующими отверстиями;
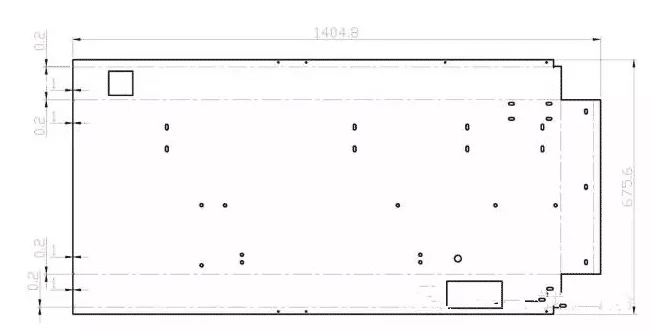
3. Тип большого размера: если размер гиба больше 200 мм, все позиционные отверстия открываются.
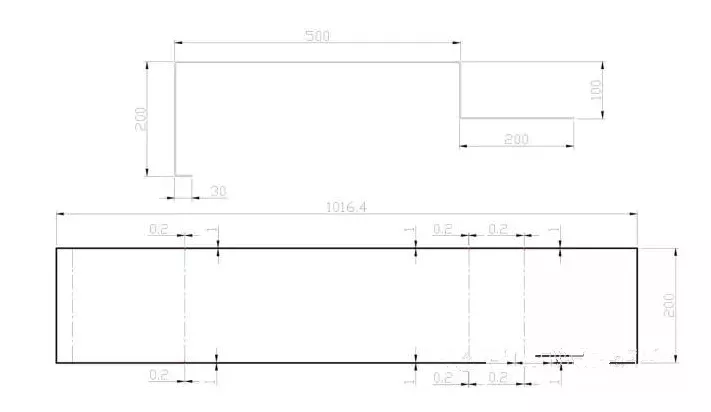
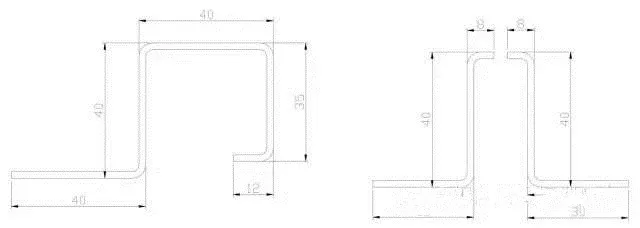
4. Непрерывная гибка многосложного типа: непрерывная гибка многосложных деталей, начиная с третьего изгиба для добавления позиционных отверстий;

5. Тип последовательности гибки: для деталей, которые невозможно обработать в соответствии с обычной последовательностью гибки, все позиции гибки снабжены позиционирующими отверстиями;
6. Повторный тип гибки: из-за ограничений гибочного оборудования, детали, которые необходимо сгибать повторно, имеют все позиционирующие отверстия в положении гибки;

7. Нельзя опираться на стопор: нельзя опираться на детали стопорного типа, сгибать все открытые позиционные отверстия;
8. Тип направляющей: все детали направляющей имеют установочные отверстия в местах гиба;
9. Отверстия для позиционирования дуги: позиционирование отверстий в начальных точках дуги на обоих концах дуги;
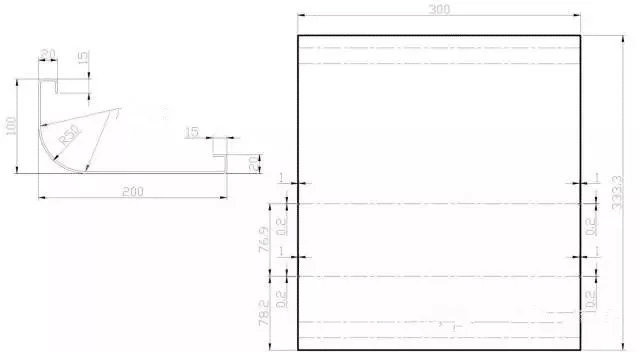
10. Тип натяжной пластины: все установочные отверстия открываются в месте сгиба деталей натяжной пластины.

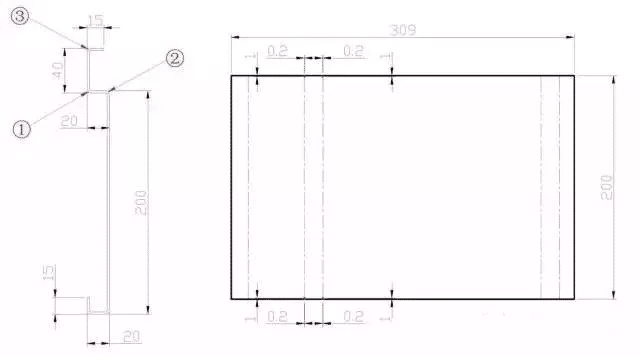
11. Тип с отгибаемой кромкой: позиционирующие отверстия открываются в положении кромки деталей, подобных кромке; позиционирующие отверстия открываются в положении размера, в котором кромка продолжает сгибаться.