








Метод расчета гибки больших дуг при обработке листового металла

По моему опыту в обработке листового металла, понимание метода расчёта для гибки больших дуг крайне важно для достижения точных и высококачественных результатов. Гибка больших дуг представляет собой особую сложность, требующую тщательного учёта таких факторов, как свойства материала, радиус гиба и характеристики инструмента. За годы работы я разработал систематический подход к расчёту необходимых параметров для успешного выполнения гибки больших дуг. В этой статье я поделюсь своими знаниями о методе расчёта для гибки больших дуг при обработке листового металла, предоставив практические советы и методики, которые помогут операторам повысить точность и эффективность гибки.
В сфере обработка листового металлаГибка — это не просто механическое действие, это целое искусство. Каждый изгиб, каждая дуга способны превратить плоский кусок металла в функциональный компонент или впечатляющее произведение искусства. Среди этих видов гибки гибка по большой дуге выделяется как техническая задача, так и творческий процесс. Сегодня мы углубимся в сложные методы расчётов, лежащие в основе гибки по большой дуге, и рассмотрим, как мастера используют геометрию и точность, чтобы придать металлу изящные изгибы.
●Понимание гибки по большой дуге
Ниже приводится анализ ключевых аспектов, необходимых для понимания гибки по большой дуге:
Материалы: Гибка по большой дуге может применяться к различным материалам, включая металлы, такие как сталь, алюминий и медь, а также пластики и композитные материалы. Выбор материала зависит от таких факторов, как требования к прочности, гибкости и предполагаемого применения.
Методы гибки: Для гибки по большой дуге используется несколько методов, каждый из которых подходит для разных материалов и требований к гибке. Вот некоторые распространённые методы:
●Гибка вальцами: этот метод подразумевает прохождение материала между валками, которые постепенно сгибают его до нужной кривизны. Гибка вальцами подходит для создания длинных, непрерывных изгибов и часто используется для металлических листов и пластин.
●Гибка под прессом: Гибка под прессом подразумевает использование гидравлических или механических прессов для приложения силы к материалу, заставляя его изгибаться вокруг штампа или формы. Гибка под прессом подходит для формирования более узких радиусов и сложных форм.
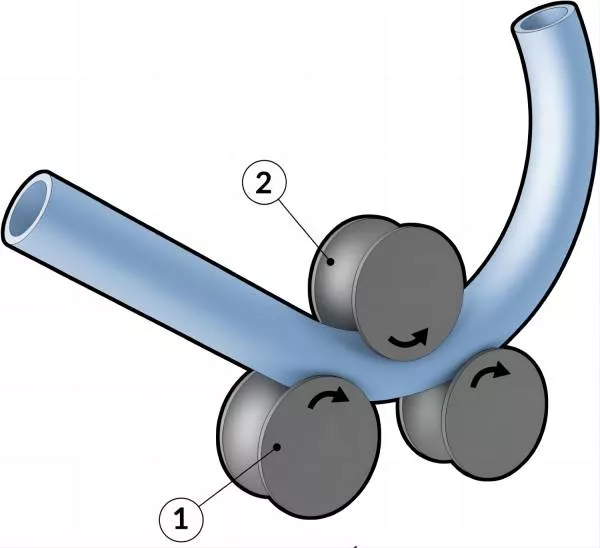
●Индукционная гибка: при этом методе нагрев определённой области материала с помощью индукционных катушек размягчает его и позволяет согнуть по заданной форме. Индукционная гибка обычно используется для гибки труб.
Оборудование: Для гибки по большой дуге обычно требуется специализированное оборудование, такое как гибочные машины, вальцы, прессы, штампы и формы. Выбор оборудования зависит от таких факторов, как изгибаемый материал, желаемая кривизна и объём производства.
Факторы, которые следует учитывать: При выполнении гибки по большой дуге необходимо учитывать несколько факторов, в том числе:
●Свойства материала: Различные материалы проявляют различную степень эластичности, пластичности и упрочнения, что может влиять на процесс гибки.
●Радиус изгиба: Радиус изгиба определяет кривизну конечного продукта и влияет на выбор метода гибки и оборудования.
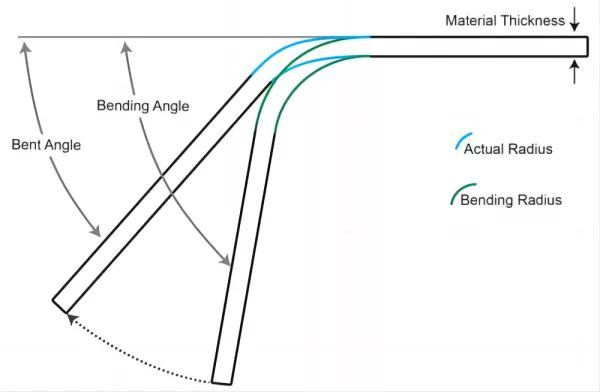
●Пружинный возврат: После изгиба некоторые материалы могут проявлять пружинный возврат, частично возвращаясь к своей первоначальной форме. Это явление необходимо учитывать при проектировании и изготовлении гнутых деталей.
Применение: Гибка по большой дуге используется в широком спектре применений, включая производство конструктивных элементов, архитектурных элементов, трубопроводных систем и автомобильных деталей. Она позволяет создавать изогнутые и скульптурные формы, которые было бы сложно или невозможно получить другими методами.
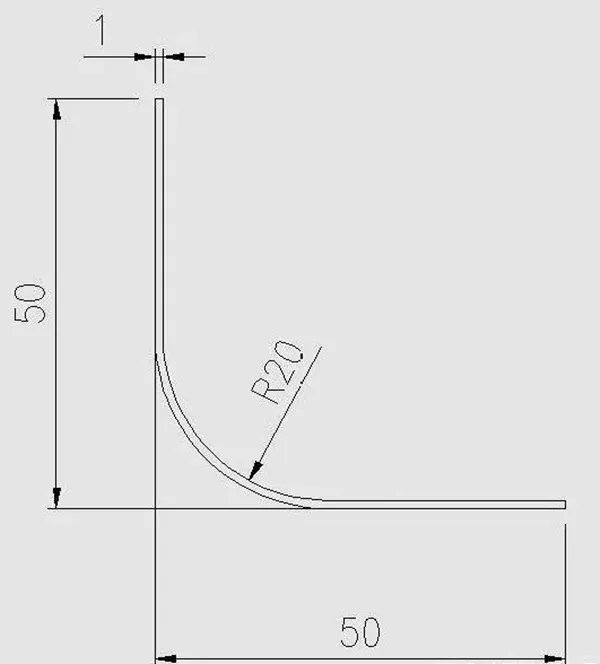
●Длина дуги
На рисунке выше длина рассчитывается в соответствии с данными, представленными на рисунке. Длина дуги рассчитывается по длине нейтрального слоя. Её невозможно рассчитать по длине дуги внешнего или внутреннего изгиба, размер будет неточным. Нейтральный слой – это длина слоя, который теоретически не растягивается и не сжимается при гибке листового металла. Используется как длина в развёрнутом виде. Как использовать нейтральный слой? При гибке листового металла по большим дугам, когда радиус скругления R, делённый на толщину листа, равен 6,5, нейтральный слой находится в центре толщины листа.
Таким образом, расчёт длины дуги листового металла на рисунке ниже равен 3,14*(20+0,5)/2=32,2, где 20 — радиус изгиба, а 0,5 — половина толщины листа. Почему делится на 2? Поскольку радиус рассчитывается как длина полуокружности, наш изгиб составляет 90 градусов, что равно длине четверти окружности. Другие формулы расчёта угла можно использовать, сначала разделив на 180, а затем умножив на угол изгиба.
●Рассчитать количество гибочных ножей
Расчет количества гибочных ножей, необходимых для гибки по большой дуге, включает в себя учет нескольких факторов, таких как радиус дуги, толщина материала и желаемая точность гибки.
Давайте разберем процесс расчета:
1. Расчёт длины дуги: Сначала рассчитайте длину дуги, которую необходимо согнуть. Её можно определить по формуле длины окружности:

2. Длина гибочных ножей: гибочные ножи должны охватывать значительную часть дуги для обеспечения плавной гибки. Как правило, длина каждого гибочного ножа немного превышает длину дуги.
3. Коэффициент перекрытия: Для обеспечения плавного изгиба необходимо обеспечить перекрытие соседних гибочных ножей. Это перекрытие компенсирует любые зазоры и неровности в процессе гибки.
4. Рассчитайте количество гибочных ножей: разделите общую длину дуги на эффективную длину каждого гибочного ножа с учетом коэффициента перекрытия.
Зная длину дуги гиба, можно рассчитать количество ножей. В общем случае, с каждым изгибом мы смещаемся на 2 мм. Получается: 32,2/2=16. Округление до десятичной дроби.
●Рассчитать угол изгиба
Для расчета угла гиба при изгибе по большой дуге необходимо учитывать длину и радиус дуги. Угол гиба можно определить по формуле:

Зная, что угол гибки, который необходимо выполнить, составляет 90 градусов, а количество гибочных ножей — 16, можно рассчитать, что каждый угол гибки равен: 90/16 = 5,63 градуса. Далее, 180 градусов минус 5,63 градуса, и угол установки гибочного станка составит: 180 - 5,63 = 174,37 градуса.
Количество гибочных ножей, указанное выше, рассчитано эмпирическим путём. Если вы считаете, что эффект гибки в 2 мм за один проход недостаточен, вы можете скорректировать его соответствующим образом.
Инструменты и методы
Гибка по большой дуге часто требует специального оборудования и технологий. Для точной гибки обширных поверхностей обычно используются гидравлические листогибочные прессы, прокатные станки и оборудование для гибки растяжением. Мастера также могут использовать приспособления и кондукторы для поддержки металла во время гибки, обеспечивая точность и повторяемость результатов.
Кроме того, выбор инструмента и метода гибки зависит от конкретных требований проекта. Будь то плавный изгиб для архитектурных элементов или сложный контур для аэрокосмических компонентов, мастера адаптируют свой подход к решению уникальных задач каждого конкретного случая.