








Руководство по методам и мерам предосторожности для гибочных станков с ЧПУ

Как человек, имеющий опыт в обработке металлов, я знаю, насколько важно понимать различные методы и меры предосторожности при использовании Гибочный станок с ЧПУВ этом руководстве я расскажу о лучших методах достижения точных гибов, а также о важных мерах безопасности, которые следует учитывать. Независимо от того, являетесь ли вы опытным специалистом или новичком в работе с ЧПУ, освоение этих методов поможет вам повысить эффективность и избежать дорогостоящих ошибок. В этом руководстве содержится вся необходимая информация для оптимизации вашего производства. Гибочный станок с ЧПУ использование для достижения первоклассных результатов.
ЧПУ листогибочный пресс Гибка пластин различными способами, основанная на принципе различных и многочисленных классификаций. В этой статье подробно рассматривается процесс гибки, при котором взаимное расположение верхнего и нижнего штампов влияет на форму деталей, а также рассматриваются различные распространённые методы гибки, а также подробно описывается сам процесс гибки и меры предосторожности.
Оглавление

Прежде всего, в зависимости от различного взаимного расположения верхней и нижней пресс-форм при гибке, гибка подразделяется на два вида: гибку с зазором и гибку снизу, характеристики и различия между ними следующие.

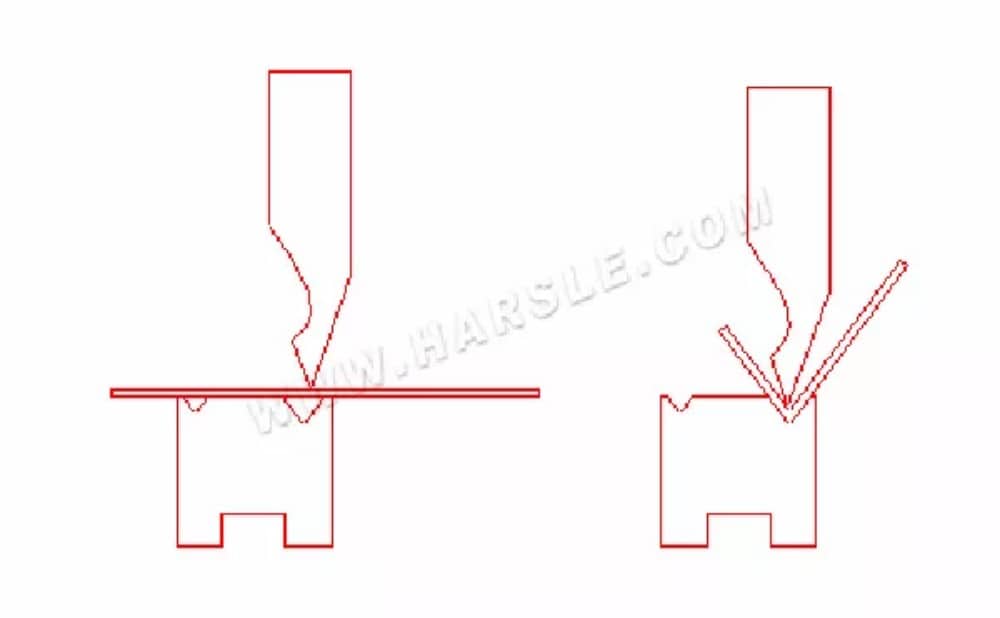
● Гибка зазоров
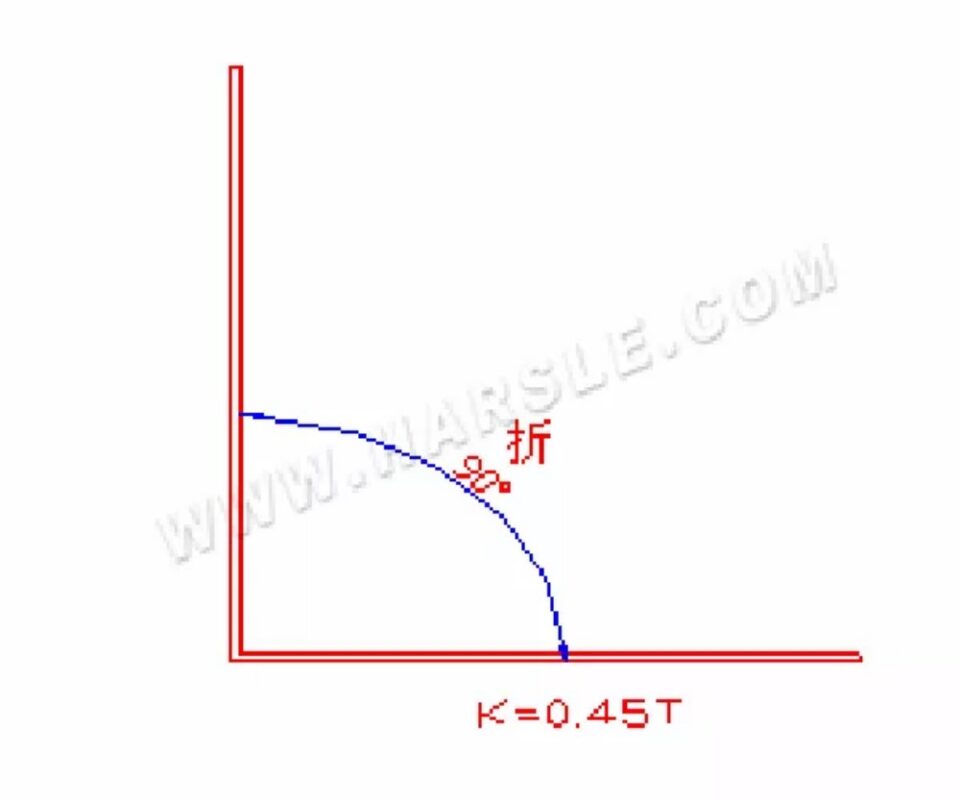
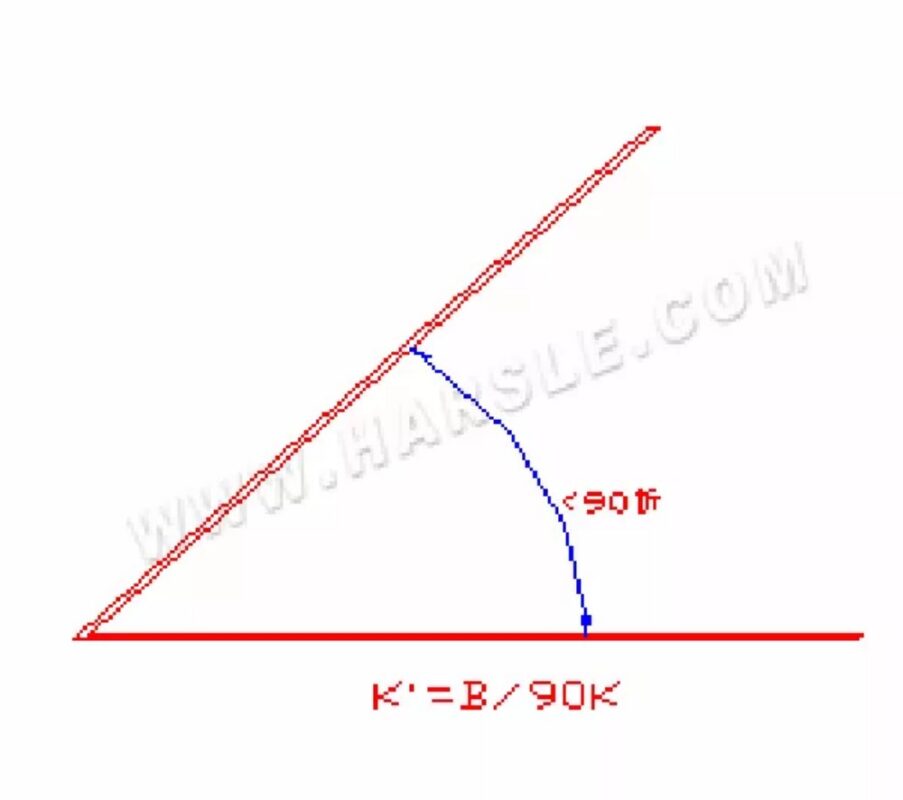
В процессе гибки на гибочном станке с ЧПУ давление между верхним и нижним штампами не обеспечивается. Регулируя глубину погружения верхнего штампа в отверстие нижнего штампа, можно получить необходимый угол гибки. Этот метод гибки называется гибкой с зазором. Чем глубже верхний штамп входит в нижний штамп, тем меньше угол гибки, и наоборот, тем больше. В связи с эластичностью материала при гибке необходимо учитывать возможность перегибания для контроля величины отскока.

Преимущество гибки с зазором заключается в возможности использования меньшего количества штампов для достижения различных углов формовки, а также в низком требуемом давлении обработки. Для достижения наилучшего эффекта гибки соотношение толщины материала B к ширине V нижнего V-образного отверстия штампа обычно выбирается следующим образом.
1. при толщине материала менее 12,7 мм соотношение B:V составляет 1:8.
2. При толщине материала 12,7–22,2 мм соотношение B:V составляет 1:10.
3. При толщине материала более 22,2 мм соотношение B:V составляет 1:12.
Вышеуказанные три соотношения являются стандартными передаточными отношениями инструмента, материал - низкоуглеродистая сталь, прочность материала 43,4 кг/мм2. При подготовке программы обработки гибки вышеуказанные параметры могут быть установлены в системе ЧПУ, система автоматически обрабатывает их для создания программы обработки.

● Пресс-сгибание снизу
Гибочный станок с ЧПУ использует пресс с нижней гибочной пластиной, которая зажимается между верхним и нижним штампами для получения необходимого угла гиба и радиуса изгиба. Гибочный станок с ЧПУ с нижней гибкой подходит для обработки листового металла толщиной до 2 мм при производстве средних и крупных партий. Радиус гиба небольшой, что обеспечивает высокую точность гибки. Следует отметить, что рабочее давление при нижней гибке обычно в три раза превышает рабочее давление при гибке с зазором.

Угол наклона нижней гибочной формы должен соответствовать углу наклона листа и материалу заготовки. Обычно при гибке нижней гибочной формы из мягкой стали угол наклона верхней и нижней гибочных форм должен соответствовать требуемому углу наклона листа. При использовании метода нижней гибки соотношение толщины листа (B) и расстояния раскрытия нижней гибочной формы (V) составляет B:V = 1:6.

Определите рабочий тоннаж процесса гибки, усилие, прикладываемое к материалу между верхним и нижним штампом, таким образом, чтобы материал подвергся пластической деформации. Рабочий тоннаж – это изгибающее давление во время гибки. На определение рабочего тоннажа влияют следующие факторы: радиус гибки, режим гибки, соотношение размеров пресс-формы, длина колена, толщина и прочность изгибаемого материала. Обычно рабочий тоннаж можно выбрать в соответствии со следующей таблицей и задать в параметрах обработки.
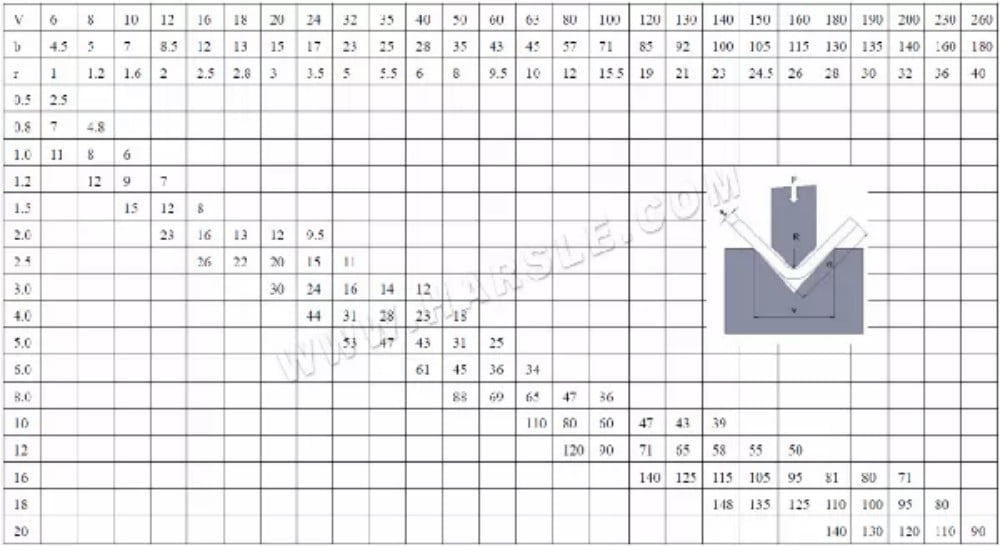
1. Табличное значение для листа длиной один метр при изгибающем давлении: Пример: S = 4 мм L = 1000 мм V = 32 мм Сверьтесь с таблицей, чтобы получить P = 330 кН
2. Эта таблица рассчитана на основе прочности материала σb = 450 Н/мм2 при изгибе других различных материалов, изгибающего давления для данных в таблице и произведения следующих коэффициентов: бронза (мягкая): 0,5; нержавеющая сталь: 1,5; алюминий (мягкий): 0,5; хромомолибденовая сталь: 2,0.
3. Формула приближения давления гибки гибочного станка с ЧПУ: P = 650s2L/1000v, где единица измерения каждого параметра P – кН, S – мм, L – мм, V – мм.
В зависимости от форм, образуемых в результате гибки, гибка подразделяется на L-образную, N-образную, Z-образную фальцовку, обратную фальцовку, прессованную фурнитуру и другие формы, характеристики и различия которых следующие.
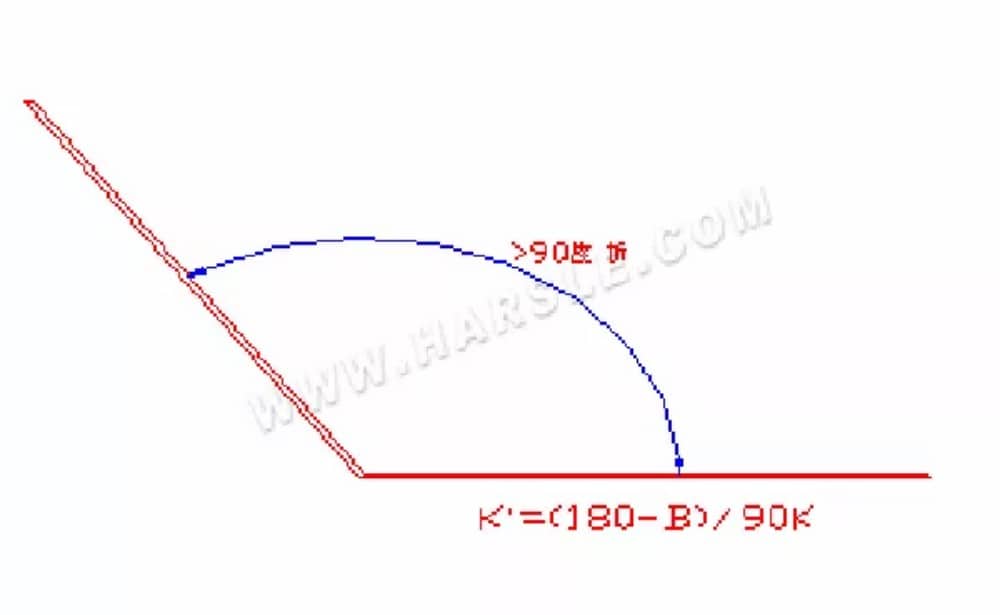
● L-образная складка
В зависимости от угла разделяются на 90-градусные и не 90-градусные. В зависимости от обработки разделяются на общую обработку (L>V/2) и специальную обработку (L
1. Форма подбирается в зависимости от материала, толщины пластины и угла формования.
2. Принцип наклонного положения.
①В основе лежат два измерительных прибора постопределения, а для позиционирования используется форма заготовки.
②После определения положения калибра обратите внимание на перекос и требуйте, чтобы размер гибки заготовки находился в одном и том же центре в режиме онлайн.
③Небольшой изгиб, антиизгибающая обработка лучше.
④Лучше всего опираться на середину задней части фиксированного калибра. (Наклонное положение после фиксированного калибра нелегко деформировать)
⑤Лучше всего наклонить сторону ближе к задней части неподвижного датчика.
⑥Длинная сторона лучше.
⑦Использование приспособления для облегчения позиционирования (неправильное позиционирование скошенных краев).
3. Примечание: Обратите внимание на способ обработки и движение заднего упора при различных способах обработки. При гибке, когда форма установлена, задний упор следует отвести назад, чтобы предотвратить деформацию заготовки во время гибки. Из-за большого внутреннего изгиба заготовки, поскольку форма заготовки больше, а область гибки меньше, инструмент и область гибки трудно перекрываются, что приводит к затруднению позиционирования заготовки или повреждению заготовки при гибке. Чтобы избежать вышеперечисленного, можно добавить точку позиционирования в продольном направлении обработки, чтобы позиционирование обработки выполнялось в двух направлениях, что упрощает позиционирование обработки и повышает безопасность обработки, предотвращает повреждение заготовки и повышает эффективность производства.
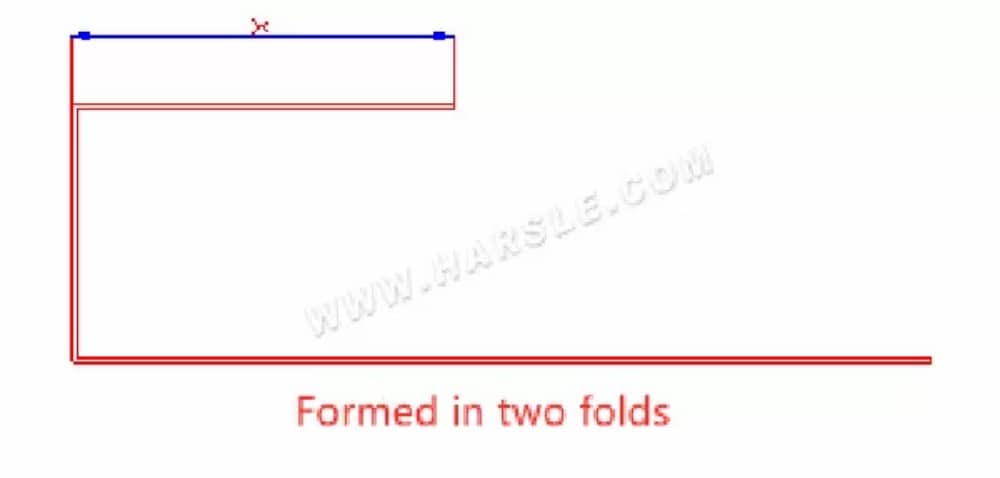
● N-кратный
N-кратное сложение позволяет использовать различные методы обработки в зависимости от формы. При гибке толщина материала должна быть более 4 мм, а размер по оси X ограничен формой формы. Если толщина материала менее 4 мм, применяются специальные методы обработки.
1. В зависимости от толщины материала, размера, материала и угла изгиба выбрать форму.
2. Принцип позиционирования: обеспечить, чтобы заготовка не мешала инструменту.
①Убедитесь, что угол наклона немного меньше 90 градусов.
②Наилучшее использование двух постопределяющих показателей относительно позиции, за исключением особых обстоятельств.
3. Примечания.
①После сгибания в форме буквы L угол должен быть гарантированно равен 90 градусам или немного меньше 90 градусов, чтобы облегчить обработку в наклонном положении.
②При обработке второго сгиба необходимо опираться на положение обрабатываемой поверхности как на центр, к которому следует прислониться.
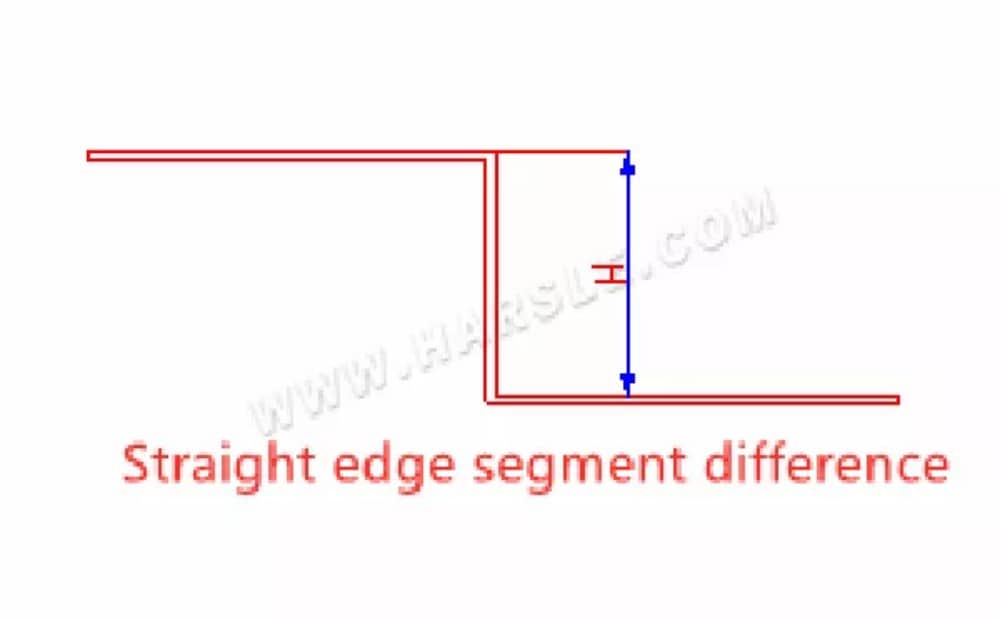
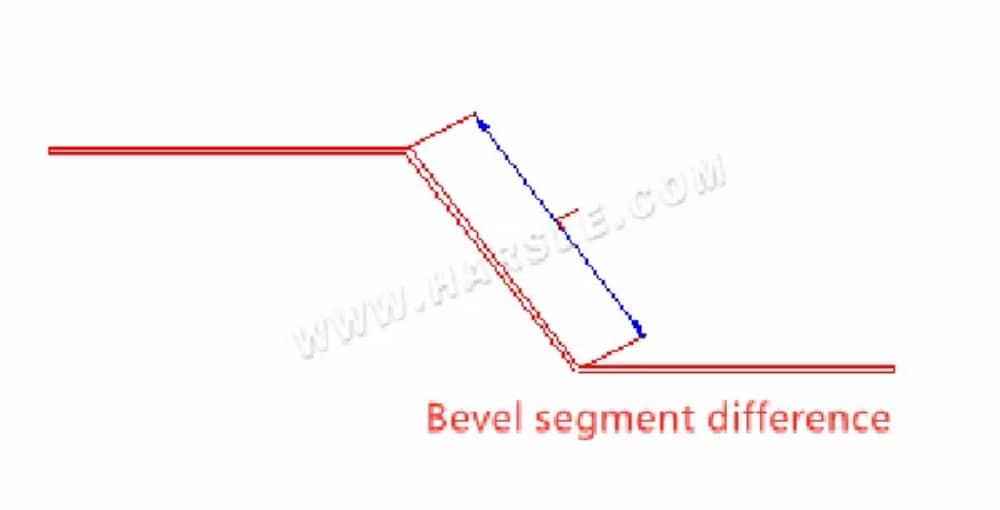
● Z-сгиб
Z-сгиб также называется сегментной гибкой, то есть изгибом с положительным и отрицательным углом. В зависимости от угла гибки различают сегменты со скошенной кромкой и сегменты с прямой кромкой. Минимальный размер процесса гибки ограничен инструментом, а максимальный – формой обрабатывающего станка. Как правило, для материалов с размером менее 3,5 зубцов используется штамп для обработки сегментной гибки. При размере более 3,5 зубцов используется стандартный метод обработки.
1. Принцип наклона.
①Удобно прислоняться и хорошая устойчивость.
②Общий наклон такой же, как при L-образном складывании.
③Для обработки заготовки и нижней плоскости штампа требуется вторичная обработка.
2. Меры предосторожности.
① Угол обработки L-образного сгиба должен быть соблюден, обычно он составляет 89,5~90 градусов.
②При отводе измерительного калибра назад следует обратить внимание на деформацию заготовки.
③Последовательность обработки должна быть правильной.
④Для специальной обработки могут использоваться следующие методы: метод разделения по центральной линии (эксцентриковая обработка), обработка малым V-образным вырезом (необходимо увеличить коэффициент изгиба), простая штамповка, ремонт нижнего штампа.
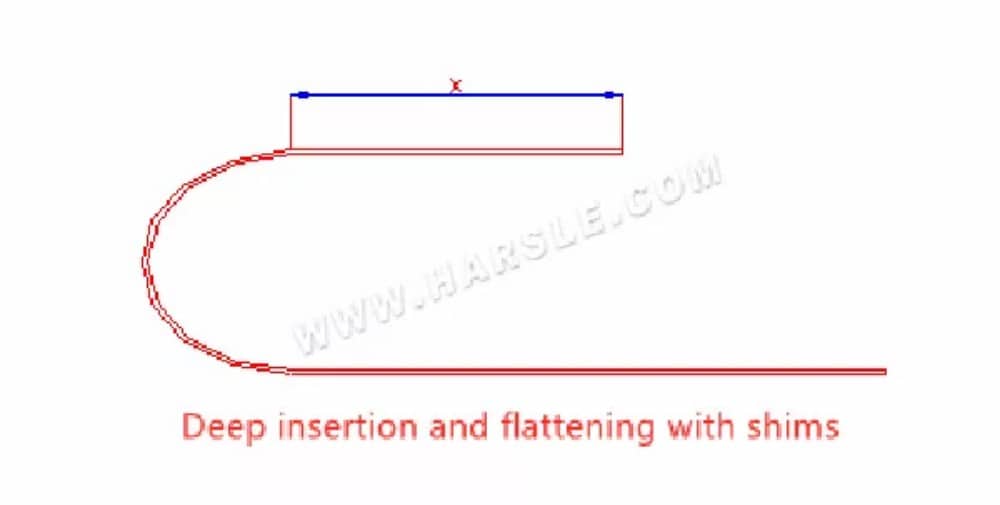
● Обратное сгибание и сплющивание
Возвратное выравнивание, также известное как выравнивание мертвой кромки, этапы обработки мертвой кромки следующие: сначала глубина вставки изгибается примерно на 35 градусов, а затем выравнивается с помощью правильного штампа до сплющивания и затягивания.

1. Выбор режима: выберите 30 градусов глубины вставки в соответствии с 5-6-кратной толщиной материала, шириной V-образной канавки нижнего штампа, в соответствии с конкретной ситуацией обработки глухой кромки выберите верхний штамп.
2. Примечание: При обработке глухого края необходимо обращать внимание на параллельность двух сторон. Если длина обрабатываемого глухого края длинная, сначала можно согнуть сплющенный край после сглаживания искривленного угла. Для более короткого глухого края можно использовать обработку с помощью падов.
● Прессовое оборудование
Применение пресс-форм для изготовления фурнитуры типа «ласточкин хвост» на гибочных станках, как правило, предполагает использование вогнутых пресс-форм, кондукторов и других вспомогательных пресс-форм. В число таких приспособлений входят: пресс-гайки, пресс-штифты, пресс-винты и другие виды крепежа.


1. Примечания.
①Когда форма заготовки требует избежания обработки, следует принять меры по избежанию ее положения.
②После обработки для проверки крутящего момента осевая нагрузка соответствует стандарту, а крепеж и заготовка ровные и герметичные.
③При прессовании диагонали после гибки, при прессовании рядом со станком следует обращать внимание на избегание обработки и параллельность формы.
④Если это расширяющийся диао, мы также должны обратить внимание на то, чтобы сторона расширяющегося диао не имела трещин и чтобы сторона расширяющегося диао не была выше поверхности заготовки.
America-Miami-Customer-Feeback.jpg)

Australia-Customer-Feedback.jpg)
Brazil.png)
Serbia-Customer-Feedback.jpg)






