








Что такое коронация листогибочного пресса?
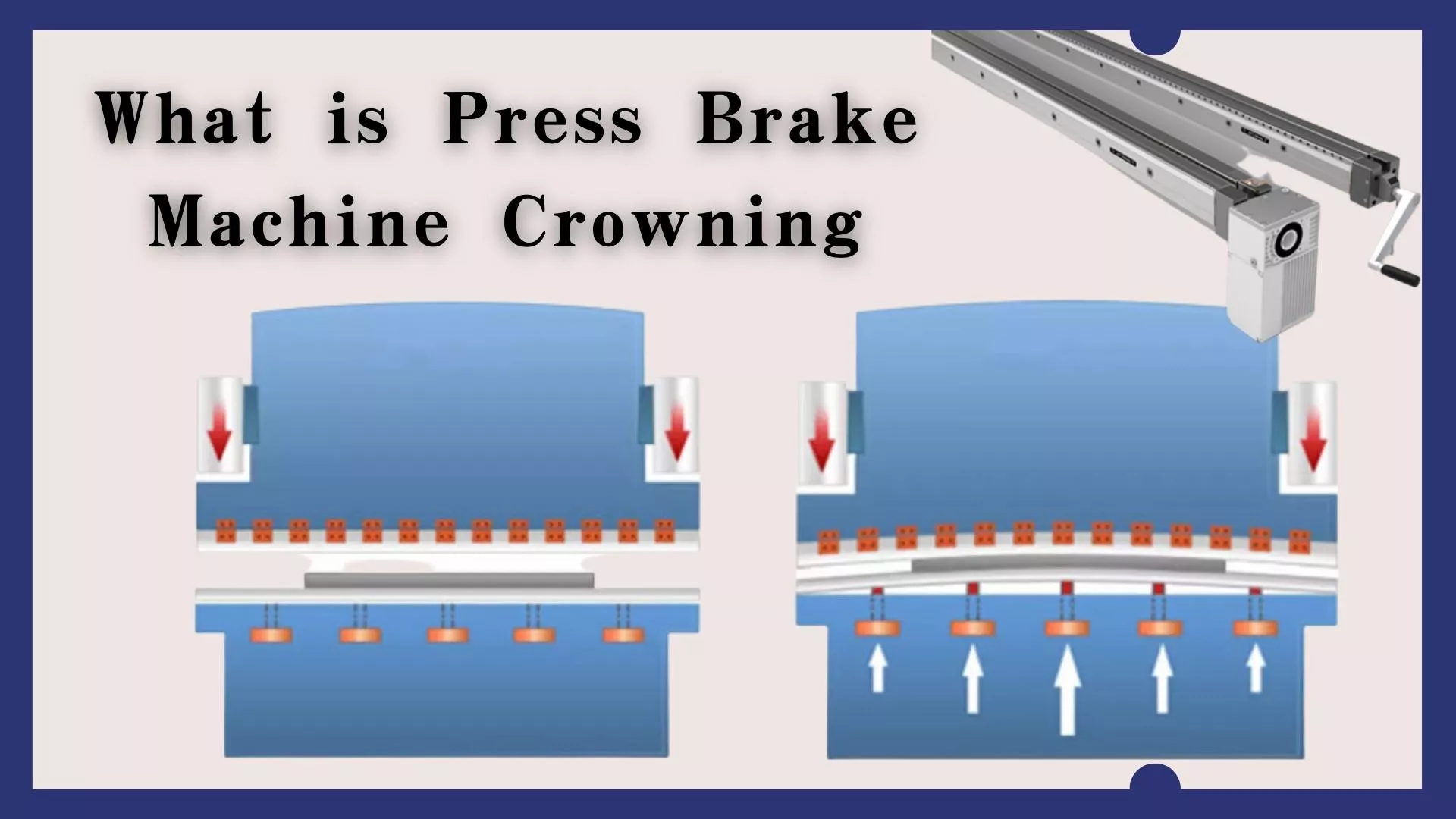
Введение в гибочный пресс:
Листогибочный пресс Гибочный пресс — это машина, используемая в металлообрабатывающей промышленности для гибки и формовки листового металла. Она состоит из станины, ползуна и штампа, которые применяются для сжатия листового металла и придания ему желаемой формы. Одним из важнейших компонентов листогибочного пресса является штамп, определяющий конечную форму гибки.
Однако под нагрузкой штамп подвержен прогибу, что может привести к неточности в конечном продукте. Чтобы избежать этого, многие листогибочные прессы оснащены системами компенсации прогиба, которые помогают компенсировать прогиб штампа. В этой статье мы рассмотрим, что такое прогиб штампа, почему он важен и как он работает.

Что такое прогибание листогибочного пресса?
Коробление пресса Это процесс корректировки формы основания листогибочного пресса для компенсации прогиба штампа, вызванного нагрузкой на листовой металл. Прогибание необходимо, поскольку под действием силы, приложенной к листовому металлу во время гибки, штамп имеет тенденцию к прогибу, что приводит к изменению угла гиба относительно заданного оператором. Прогибание помогает обеспечить точность конечного продукта и его соответствие заданным характеристикам.
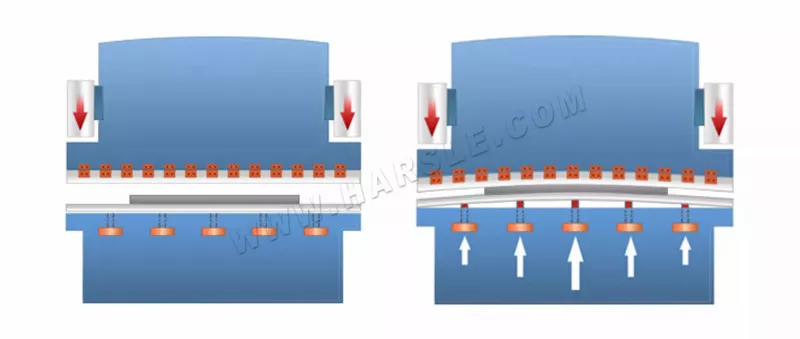
Коронация может быть выполнена различными способами, в зависимости от конструкции листогибочный прессОдним из распространённых методов является регулировка положения станины относительно штампа с помощью гидравлических цилиндров. Это позволяет оператору точно настроить форму станины, чтобы компенсировать прогиб штампа. Другие методы включают использование прокладок или клиньев для регулировки положения штампа или станины, а также использование системы ЧПУ для автоматической регулировки прогиба в зависимости от толщины и типа изгибаемого материала.
Почему важна коррекция прогиба листогибочного пресса?
Прогибание пресса важно, поскольку оно обеспечивает точность конечного продукта и его соответствие заданным характеристикам. Без прогиба прогиб штампа может привести к неточности угла гиба, что неприемлемо во многих случаях. Кроме того, прогиб штампа может привести к отклонению радиуса гиба от заданного, что может привести к несоответствию деталей друг другу или несоответствию их размерам.
Неточности в конечном продукте также могут привести к увеличению процента брака и необходимости переделки, что может быть дорогостоящим и трудоёмким. Используя бочкообразование для компенсации прогиба штампа, производители могут сократить количество бракованных деталей и повысить общее качество продукции.
Как работает механизм прогиба листогибочного пресса?
Прогибание (бочкование) заготовки на листогибочном прессе — это процесс придания станине листогибочного пресса небольшой изгиб, или «коронки». Это делается для компенсации естественного прогиба, возникающего при приложении силы к заготовке во время гибки. Прогибание обеспечивает равномерный изгиб заготовки по всей длине, а не только по краям, где сила пресса наибольшая.
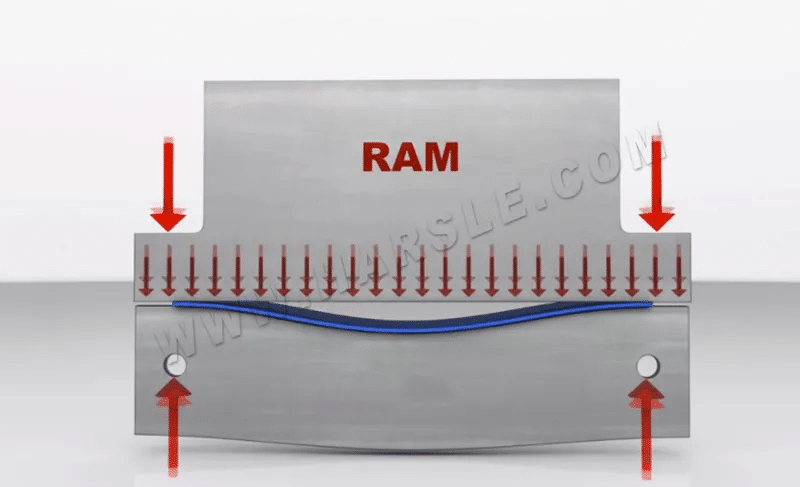
Процесс прогиба обычно включает в себя ряд гидравлических или механических регулировок станины листогибочного пресса. Это может включать добавление прокладок или регулировку высоты отдельных секций станины для создания небольшого изгиба. Необходимая величина прогиба зависит от таких факторов, как толщина и тип изгибаемого материала, а также длина заготовки.

После того, как станина листогибочного пресса будет установлена, оператор может отрегулировать положение ползуна станка, чтобы обеспечить равномерное распределение усилия по всей заготовке во время гибки. Это помогает предотвратить такие дефекты, как прогиб, скручивание или неравномерная толщина, которые могут возникнуть при приложении чрезмерного усилия к одному из участков заготовки.
В целом, гибка на листогибочном прессе является важным процессом для обеспечения стабильных и точных результатов гибки, особенно для толстых или длинных заготовок.