تكنولوجيا تشكيل الصفائح المعدنية - الانحناء اليدوي للصفائح المعدنية
في تجربتي العملية مع تشكيل الصفائح المعدنية لقد وجدت أن التكنولوجيا اليدوية الانحناء تظل صناعة الصفائح المعدنية مهارة أساسية في هذه الصناعة. على الرغم من التقدم في المعدات الآلية، إلا أن التصنيع اليدوي الانحناء يوفر مرونةً ودقةً لا تُقدَّر بثمن للمشاريع الصغيرة أو التصاميم المعقدة. على مر السنين، صقلتُ تقنياتي وتعلمتُ أفضل الممارسات لتحقيق انحناءات دقيقة مع الحفاظ على سلامة المادة. في هذه المقالة، سأشارك رؤىً حول تقنية تشكيل الصفائح المعدنية، مع التركيز على عملية الانحناء اليدوي وتقنياتها، ونصائح تساعد كلاً من المبتدئين وذوي الخبرة على التفوق في عملهم.
الانحناء اليدوي للصفائح
هناك العديد من طرق معالجة ثني الصفائح المعدنية. الثني اليدوي هو معالجة أجزاء الصفائح المعدنية باستخدام أدوات بسيطة وعمليات يدوية، والتي تشمل بشكل رئيسي ثني وحاشية الصفائح الرقيقة.
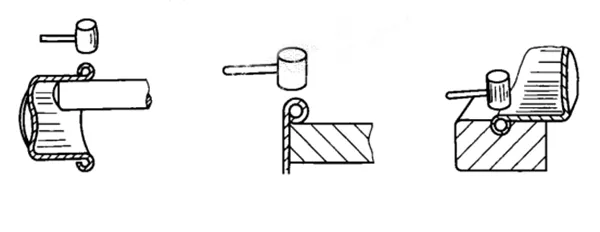
يُعدّ الثني اليدوي من أهمّ المهام في أعمال المعادن، حيث يتطلّب تصنيع العديد من قطع الصفائح المعدنية المعقدة يدويًا. يُظهر الشكل بعض الأشكال الشائعة للقطع المثنية يدويًا.
يُستخدم ثني الصفائح يدويًا بشكل رئيسي للصفائح الرقيقة التي يقل سمكها عن 3 مم، وخاصةً للصفائح التي يتراوح سمكها بين 0.6 و1.5 مم. أما بالنسبة للصفائح السميكة، فغالبًا ما تُستخدم طريقة المعالجة بتسخين جزء الثني موضعيًا ثم ثنيه. عادةً ما تكون الأجزاء التي تُعالج بثني الصفائح المعدنية صغيرة ومتوسطة الحجم. وفي الإنتاج، تُستخدم غالبًا لمعالجة الأجزاء المغلقة أو شبه المغلقة التي يصعب تشكيلها باستخدام عدد قليل من أدوات الآلة أحادية القطعة.

⒈أداة الانحناء اليدوية
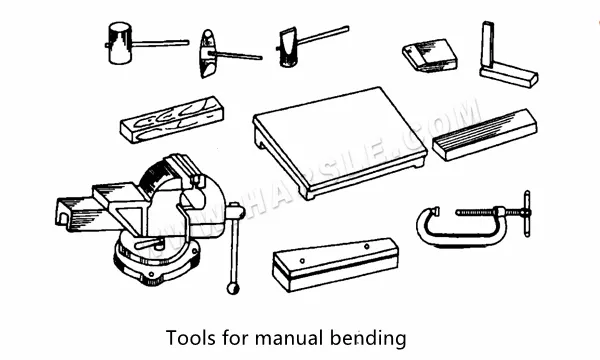
تشتمل أدوات الانحناء اليدوية بشكل أساسي على أنواع مختلفة من المطارق، والألواح الخشبية، والأبواق، ومكاوي القياس، وملزمات المقاعد، ومشابك القوس، وما إلى ذلك.
⒉حساب طول الفراغ المنحنى
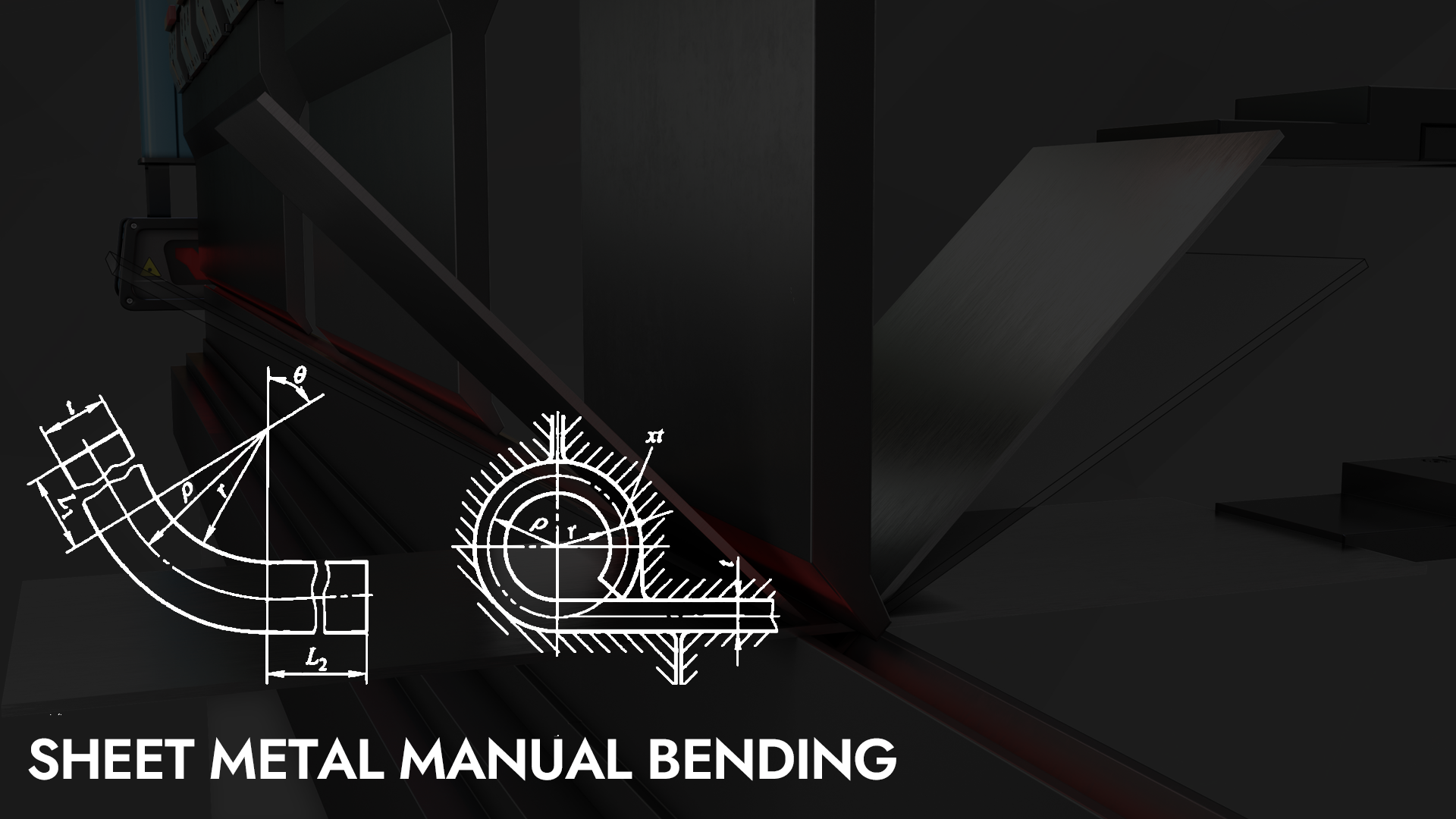
عند ثني الصفيحة، ترتبط دقة الحجم غير المطوي للجزء المثني ارتباطًا مباشرًا بدقة أبعاد قطعة العمل المثنية. وبما أن الطبقة المحايدة المنحنية لها نفس الطول قبل تشوه الانحناء وبعده، فإن طولها يساوي طول قطعة العمل المنحنية غير المطوية. وبالتالي، يكمن سر حساب طول قطعة العمل المنحنية بأكملها في تحديد نصف قطر انحناء الطبقة المحايدة المنحنية. في الإنتاج، تُستخدم عادةً صيغة تجريبية لتحديد نصف قطر انحناء الطبقة المحايدة p.
بعد تحديد موضع الطبقة المحايدة، يُمكن الحصول على مجموع طول الخط المستقيم وطول القوس، وهو طول المادة غير المطوية للقطعة المُثلى. ومع ذلك، نظرًا لتأثر تشوه الانحناء بعوامل عديدة، مثل خصائص المادة، وبنية القالب، وطريقة الانحناء، وغيرها، في حالة قطع الانحناء ذات الأشكال المعقدة، وزوايا الانحناء الكبيرة، وتفاوتات الأبعاد الصغيرة، يجب استخدام الصيغ المذكورة أعلاه للحسابات الأولية لتحديد نتيجة الاختبار. بعد ثني قطعة العمل، يُمكن تحديد طول قطعة العمل بدقة بعد اجتياز اختبار الانحناء.
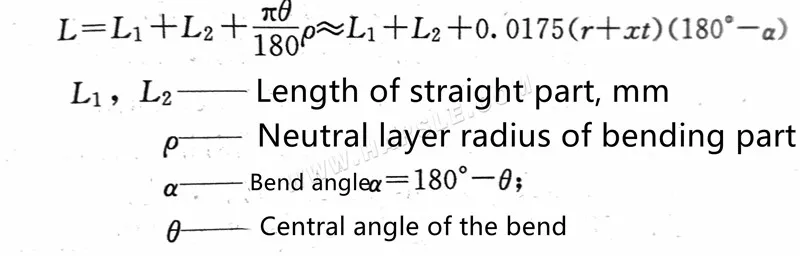
● عند حساب وإنتاج أجزاء الانحناء بزاوية 90 درجة، تُستخدم طريقة الاستنتاج الشائعة لحساب طول تمدد جزء الانحناء، كما هو موضح في الشكل 7-3. عندما يكون سمك الصفيحة t، ونصف قطر زاوية الانحناء الداخلية r، وجزء الانحناء فارغًا. يُمدد الطول L إلى
ل=أ+ب—و
في الإنتاج، إذا كانت متطلبات طول جزء الانحناء غير دقيقة، فيمكن تقريب الطول غير المطوي L لجزء الانحناء بالصيغة التالية (حيث يشير a وb إلى طول جانبي الزاوية القائمة للانحناء، وt هو سمك الورقة).
عندما يكون نصف قطر الانحناء r ≤ 1.5t، فإن L = a + b + 0. 5t؛
عندما يكون نصف قطر الانحناء 1.5 طن
عندما يكون نصف قطر الانحناء 5 طن
عندما يكون نصف قطر الانحناء r>10t، فإن L=a + b—3.5t.
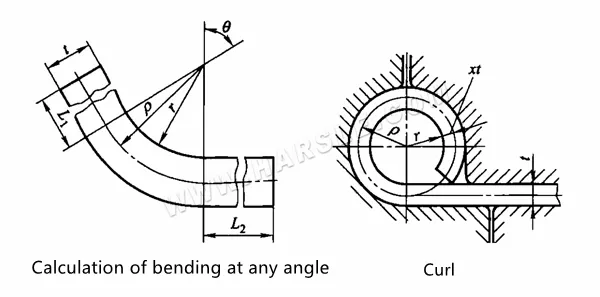
● حساب الانحناء عند أي زاوية يمكن حساب جزء الانحناء لأي زاوية انحناء بالصيغة التالية
بالنسبة لقطعة ثني سلسلة الزلابية ذات r = (0.6~3.5)t، عند ثني الأرز باستخدام طريقة القالب المتدحرج الموضحة في الشكل (-4)، تُطبق آلة الثقب سكين ضغط على أحد طرفي الفراغ، وهو ما يختلف عن الانحناء العام. بسبب التشوه البلاستيكي، لا تكون المادة أرق بل أكثر سمكًا. تنتقل طبقة الدرع من منتصف سمك الورقة إلى الطبقة الخارجية المنحنية، وبالتالي فإن معامل إزاحة الطبقة المحايدة أكبر من أو يساوي 0.5.
● انحناء الزوايا
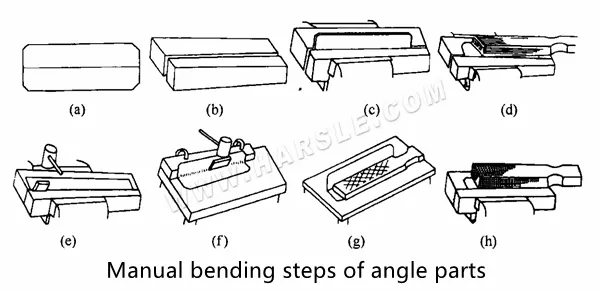
لثني زاوية يدويًا، احسب أولًا الحجم والامتداد، ثم ارسم خط المنتصف للثني. جهّز وحدتين أو قطعتين حديديتين أطول من القطعة، مع التأكد من تطابق زاوية R. ثبّت الصوف بين هذين الحجمين لمحاذاة مركز R، باستخدام صفيحة مطاطية أو خشبية كقالب. استخدم أدوات خشبية لتشكيل زاوية R بالتساوي، مع النقر برفق لتحفيز الارتداد ومنعه. حاذِ القطعة بزاوية 45 درجة باستخدام مطرقة خشبية، ثم سوّس أي تجاويف بوضع القطعة المنحنية على منصة والنقر على سطحها الداخلي بصفيحة مطاطية. أخيرًا، انقر على قطعة العمل بصفيحة مطاطية لإكمال الشكل.
إذا كان طول قطعة العمل أكبر من طول الفك بمرتين إلى ثلاث مرات، وكان جانباها أطول، فعند تثبيتها على المنصة، يمكن الضغط عليها بلوحة الضغط على لوحة الأخدود على شكل حرف T، ثم أسفل وسادة الانحناء. باستخدام شرائح الخشب، اضغط على مربع الخشب، ثم اثنِها تدريجيًا إلى الزاوية المطلوبة.
عند التصنيع اليدوي، إذا كانت الورقة T رقيقة (T ≤ 3 مم) ونصف قطر الانحناء r ≤ 1.5t، فإن دقة حجم عضو الانحناء ليست عالية، ويمكن معالجة موضع خط الوسط للانحناء على النحو التالي:
أ. منحني أحادي الجانب، خط انحناءه المركزي يساوي الأبعاد الخارجية لجزء انحناء الأجزاء من أجزاء الجزء ذي السمك T، أي H -T؛
ب. مُنحني على الوجهين، بحيث يكون خط منتصف انحناءه مساويًا للأبعاد الخارجية لموقع انحناء القطعة لتقليل السُمك، أي A-2T. مع ذلك، يجب تحديد طول التمدد L لقطعة الانحناء وفقًا لصيغة حساب الحجم السيء ذات الصلة.
أثناء مرحلة الانحناء، يتم الانحناء بعد عمل الثقب، وعندما يكون الحجمان A وC قريبين من الحجمين A وC، يجب أولاً وضع خط الوسط المنحني، ثم وضعه في الثقب الأوسط، ووضع الجنين المنحني في النمر. يتم ثني الكماشة على كلا الجانبين. يجب أن تكون القوة موحدة ولها قوة ضغط عند الانحناء، حتى لا تسحب الثقوب. خلاف ذلك، لضمان جودة المربع المتوسط، يجب اتباع طريقة معالجة الانحناء الأول وإعادة تشكيل الثقب المربع.
أثناء مرحلة الانحناء، يتم الانحناء بعد عمل الثقب، وعندما يكون الحجمان A وC قريبين من الحجمين A وC، يجب أولاً وضع خط الوسط المنحني، ثم وضعه في الثقب الأوسط، ووضع الجنين المنحني في النمر. يتم ثني الكماشة على كلا الجانبين. يجب أن تكون القوة موحدة ولها قوة ضغط عند الانحناء، حتى لا تسحب الثقوب. خلاف ذلك، لضمان جودة المربع المتوسط، يجب اتباع طريقة معالجة الانحناء الأول وإعادة تشكيل الثقب المربع.
تكنولوجيا تشكيل الصفائح المعدنية - الانحناء اليدوي للصفائح المعدنية
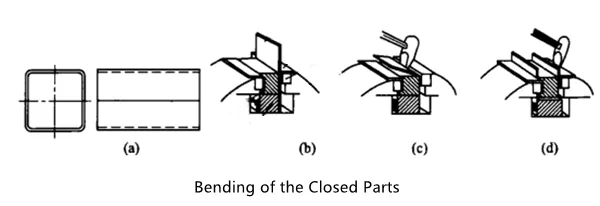
من الصعب ثني دفعة صغيرة من قطع الثني المغلقة أو شبه المغلقة باستخدام آلة. في هذه الحالة، غالبًا ما يُستخدم الثني اليدوي. عند الثني، ارسم أولًا خط ثني على المادة غير المطوية، ثم استخدم مكواة قياس لتثبيتها على الملزمة. عند التثبيت، اجعل مكواة القياس أعلى بمقدار 2-3 مم من لوح الدعم، وحاذِ خط الثني مع زاوية مكواة القياس، ثم استخدم يدك لثني الجانب المنحني لثني كلا الجانبين على شكل حرف U. عند الثني، يجب أن تكون القوة متساوية، وأن يكون هناك فصل لأسفل، وأخيرًا، يكون الفم لأعلى لثني القطعة.
ثني الصفائح المعدنية
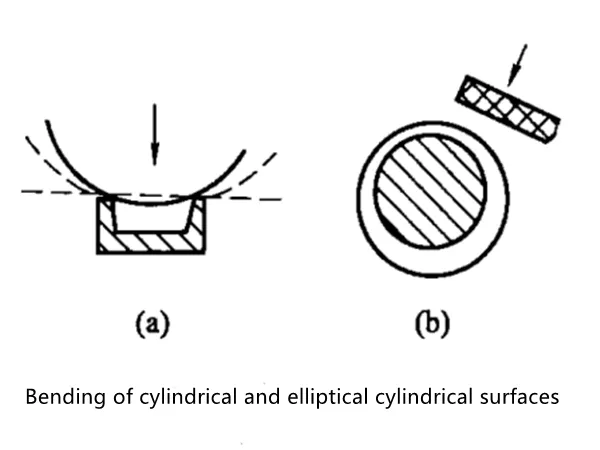
تشمل أشكال الانحناء الشائعة للصفائح المعدنية بشكل أساسي السطح الأسطواني، والسطح الأسطواني البيضاوي، والسطح المخروطي.
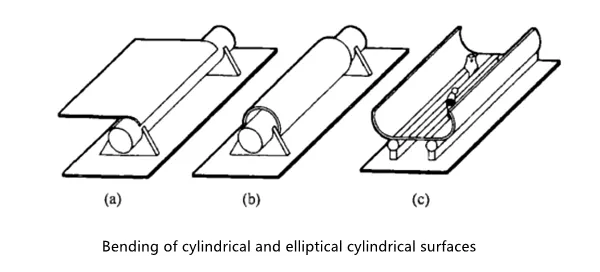
⒈ثني السطح الأسطواني والسطح الأسطواني البيضاوي تتضمن عملية التشغيل المحددة لثني السطح الأسطواني والسطح الأسطواني البيضاوي عدة عمليات مثل الثني المسبق والتقريب والتقريب.
قبل الانحناء، يُرسم منصف موازٍ لمحور الانحناء على الورقة كمرجع للطرق للانحناء اللاحق. يُستخدم قالبان دائريان متوازيان من الفولاذ أو قضبان فولاذية كقوالب انحناء.
سواءً كانت مادة الثني صفيحة رقيقة أم سميكة، يجب ثني كلا الطرفين مسبقًا. عند ثني أطراف الفولاذ المستدير، يجب وضع الصفيحة موازية للفولاذ المستدير؛ أما بالنسبة للصفائح الفولاذية الرقيقة، فيمكن استخدام الخشب أو الخشب. تُطرق المطرقة تدريجيًا نحو الداخل، وعند تداخل المفاصل، يُجرى لحام نقطي، ثم تُجرى عملية التقريب. بالنسبة للصفائح السميكة، يمكن استخدام مطرقة قوسية ومطرقة ثقيلة للطرق بين قضيبين مستديرين من كلا الطرفين نحو الداخل، ولحام المفاصل بعد استدارتها، ثم استدارتها.
ثني الأسطح الأسطوانية والبيضاوية، أو دق القطعة على الفولاذ القنوي أو العارضة على شكل حرف I، ثم وضعها على قضيب دائري بقطر أصغر قليلاً، واستخدام مسطرة مربعة خشبية لضبط الدائرة.
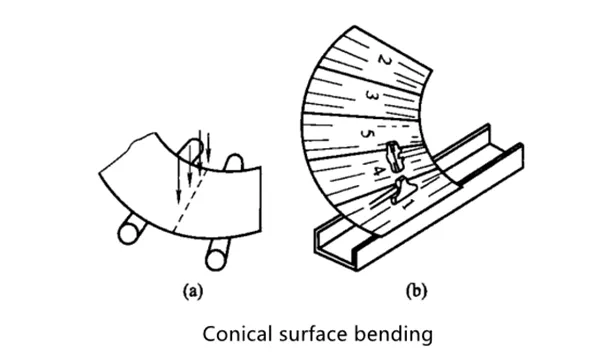
⒉لصنع قطعة عمل مخروطية عن طريق ثني سطحها المخروطي، يجب أولاً وضع المادة المناسبة، ثم رسم خط نصف القطر للسطح المخروطي على الورقة كمعيار للطرق، ثم صنع نموذج الانحناء. ونظرًا لعدم تناسق انحناء السطح المخروطي، يجب استخدام قالبين على الأقل على شكل بطاقة للاختبار في المواضع الصحيحة.
عند الثني، ثبّت أولًا قضيبين دائريين متساويي القطر وفقًا لزاوية التقسيم المرسومة بواسطة قطعة العمل المروحية. ضع اللوح على القضيب، واستخدم مطرقة قوسية ومطرقة ثقيلة لثنيه ودقّه وفقًا للخط المستقيم. اثنِ الطرفين أولًا، ثم اثنِ المنتصف. تحقق من القالب في أي وقت، وأخيرًا ثبّته على قضيب دائري بقطر أصغر قليلًا للتصحيح.
إذا صُنع من فولاذ قنوات، فيجب دقّه على شكل مقاطع وفقًا للتسلسل ١، ٢، ٣...٥ كما هو موضح في الشكل واتجاه الشعاع. يجب زيادة قوة الدق من أعلى إلى أسفل، تدريجيًا من خفيف إلى خفيف. بعد استيفاء كل من القطر والمخروط لمتطلبات النموذج، يمكن ثني المنطقة التالية.
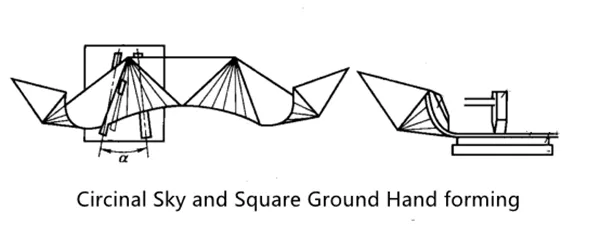
⒊انحناء مكونات دائرة السماء. نتيجةً لتكوين دائرة السماء، توجد مستويات وأقواس. القوس ليس جزءًا من المخروط المائل فحسب، بل يقع أحد طرفيه أيضًا عند قمته. عادةً ما يتم تشكيله يدويًا، محولًا إياه إلى هرم متعدد الأضلاع، ومُشكلًا على طول خط انحناءه. يصبح جزء من السطح المنحني في دائرة السماء سطحًا متعدد الأضلاع. يرتبط تأثير انحناء السطح المنحني ارتباطًا إيجابيًا بعدد حواف المضلع.
تُستخدم المكونات المحلية ذات الدائرة العلوية بكثرة في إنتاج الهياكل الفولاذية. ونظرًا لصغر حجم التطبيقات، يُستخدم التشكيل اليدوي عادةً. عند التشكيل، يجب أولًا تشكيل السطح المنحني المجاور للحافة، ثم تشكيل السطح المنحني في الجزء الأوسط. وإلا، عند تشكيل السطح المنحني للجزء الطرفي، ينحرف جزء الحافة لأعلى بسبب انحناء الجزء الأوسط، ويشغل مساحة التشغيل اللازمة للثني، مما يؤثر على سير عملية التشكيل بشكل طبيعي.
يوضح الشكل عملية ثني المكون المحلي للدائرة العلوية. الزاوية بين القضبان الدائرية للقالب السفلي هي α=10°~15°، ويتراوح قطر القضبان الدائرية عادةً بين 25 و35 مم. عند الضغط على خط الانحناء بمطرقة الثني، يجب أن تكون قوة الدق منتظمة، وأن تتغير من خفيفة إلى ثقيلة باختلاف نصف قطر انحناء كل خط انحناء. يجب دق جزء القوس برفق، وجزء الفم المربع بقوة، مع فحص القوس باستمرار باستخدام قالب مُشكَّل.
لثني وصلات القوس والزاوية، إذا كانت قطعة العمل الموضحة في الرسم ستُثني، فيجب رسم خط الثني على الصفيحة. قبل الثني، يجب معالجة الأقواس والثقوب في كلا الطرفين. عند الثني، ثبّت مادة الصفيحة في ملزمة طاولة مزودة بحشية، ثم اثنِ طرفي الجزأين 1 و2 أولًا، ثم اثنِ قوس قطعة العمل على الفولاذ المستدير.

تجعيد الصفائح
لزيادة صلابة ومتانة حافة القطعة، تُلفّ. يُسمى هذا النوع من العمل التجعيد. هناك نوعان من التجعيد: التجعيد السلكي والتجعيد المجوف.
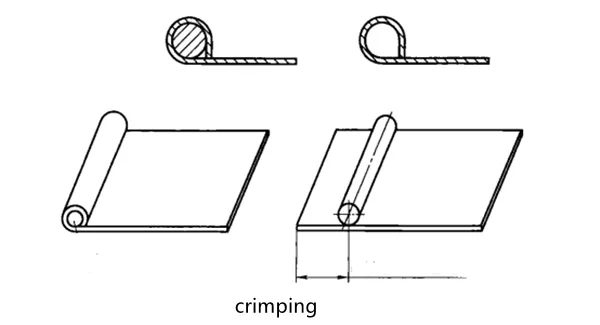
يُقصد بتجعيد الأسلاك إدخال سلك حديدي داخل الحافة الملفوفة لتقويتها. يُحدد سُمك السلك الحديدي بناءً على حجم القطعة والقوة المؤثرة عليها. عادةً، يكون قطر السلك الحديدي أكبر من ثلاثة أضعاف سُمك الصفيحة. عادةً، يُختار طول السلك الحديدي الملفوف L ليكون 2.5 ضعف قطر السلك الحديدي d، أو يُمكن حسابه بالمعادلة L=d/2+2.35(d+t)، حيث d هو القطر الداخلي للملف وt هو سُمك الصفيحة.
عملية الضغط: يوضح الشكل التالي عملية الضغط اليدوي والضغط. الخطوات التفصيلية كالتالي.
●ارسم خطين متعرجين على القطعة الفارغة، حيث: L1=2.5d؛ L2=(1/4~1/3)L1. d—قطر السلك
●ضع الفراغ على المنصة بحيث يكون حجم المنصة المكشوفة مساويًا لـ L2، واضغط على الفراغ باليد اليسرى، واضرب حافة المنصة المكشوفة باليد اليمنى بمطرقة لثنيها إلى 85 درجة ~ 90 درجة، كما هو موضح في الشكل.
●ثم قم بتمديد وثني الفراغ حتى تتماشى حافة المنصة مع خط التجعيد الثاني، أي اجعل جزء المنصة المكشوف يساوي L1، واجعل حافة الضرب الأول على المنصة، كما هو موضح في الشكل.
●اقلب القطعة الفارغة بحيث تكون الحافة المجعدة متجهة لأعلى، ثم اضغط برفق وبشكل متساوٍ على زر الحافة المجعدة للداخل، بحيث يصبح الجزء المجعد تدريجيًا على شكل قوس، كما هو موضح في الشكل.
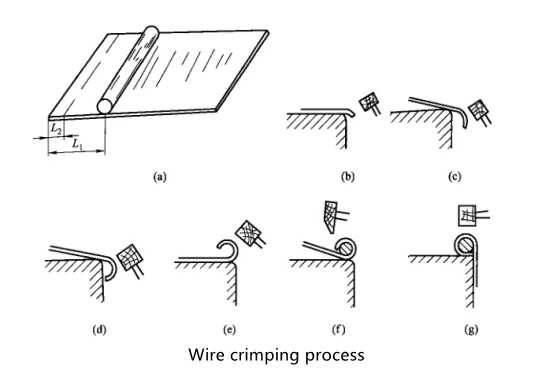
●ضع السلك الحديدي في حافة التجعيد، ابدأ من أحد الطرفين عند وضعه، لمنع السلك الحديدي من الخروج، قم أولاً بربط أحد الطرفين، ثم ضع قسمًا لربط قسم، بعد كل شيء، قم بالربط، انقر برفق بحيث تكون حافة التجعيد قريبة من السلك الحديدي، كما هو موضح في الشكل الموضح.
●اقلب القطعة الفارغة، واجعل الواجهة تميل على حافة المنصة، ثم اضغط برفق لجعل الواجهة تعض، كما هو موضح في الشكل.
عملية الضغط المجوف اليدوي مماثلة لعملية تثبيت السلك، أي سحب السلك الحديدي من نهايته. عند السحب، يكفي تثبيت أحد طرفي السلك الحديدي، ثم تدوير القطعة أثناء السحب. يمكن السحب يدويًا أو بتدوير أداة كهربائية مثل المثقاب اليدوي.
⒉مثال على الضغط: في عملية الضغط الفعلية، غالبًا ما يكون من الضروري إكمال إجراءات المعالجة الأخرى وبمساعدة بعض قوالب الضغط.

● ارسم خطوط البداية والنهاية وفقًا للحجم، وقم بقص نتوءات الحافة باستخدام ملف ناعم.
●اسحب الحافة الموجودة على الجزء العلوي من مكواة القوس بالضغط على خط البداية لجعل الانحناء 85 درجة ~ 90 درجة، كما هو موضح في الشكل؛ ثم ارفع جسم الوعاء حتى يصبح الخط النهائي على نفس مستوى المكواة العلوية وقم بلف الحافة.
●أدخل الطرف الملتف لجسم الوعاء في الجزء العلوي الحديدي على شكل قضيب دائري، ثم اضرب الجزء الملتف بمطرقة برفق وبشكل متساوٍ لثنيه إلى الداخل لتشكيل قوس.
●ضع الجزء الملتف على حافة المنصة، واستخدم مطرقة لضرب الجزء العلوي وتسويته.
● التشكيل على الجزء العلوي من الحديد مع القطر الخارجي للحافة الجافة، مثل القوس المقعر.