








تصميم التحكم في ضبط زاوية القص باستخدام النظام الهيدروليكي لآلة قص المقصلة
في تجربتي مع آلات قص المقصلة، ركزت على تصميم التحكم ضبط زاوية القص باستخدام الأنظمة الهيدروليكية. يُعد هذا الجانب بالغ الأهمية لتحقيق قطع دقيق وتحسين الكفاءة العامة في تصنيع المعادن. تتيح القدرة على ضبط زاوية القص ديناميكيًا مرونة أكبر في التعامل مع مختلف المواد والسماكات. في هذه المقالة، سأشارك رؤىً حول اعتبارات التصميم والفوائد والآليات التشغيلية للأنظمة الهيدروليكية لضبط زاوية القص، مع تسليط الضوء على كيفية مساهمة هذه التطورات في تحسين الأداء في التطبيقات الصناعية.
نظرة عامة على تعديل زاوية القص

مع تطور الصناعة التحويلية الصينية، تطور آلات القص أصبحت آلات القص عالية الأداء ركيزةً أساسيةً لصناعة الآلات. تُستخدم على نطاق واسع في صناعات الطيران، والسيارات، والآلات الزراعية، والمحركات، والأجهزة الكهربائية، والأجهزة الدقيقة، والمعدات الطبية، والأجهزة المنزلية، والأدوات، وغيرها. في السنوات الأخيرة، ومع تطور تكنولوجيا القوالب والختم، توسّع نطاق استخدام آلات القص باستمرار، ويتزايد عددها باستمرار.
يختلف تصميم نظام ماكينة القص. فعندما يتحكم النظام في تغيير زاوية القص، تتغير زاوية حامل الأداة بالكامل. ويتطلب تغيير زاوية القص متطلبات صارمة تتعلق بدقة مادة الصفائح. وتختلف مواصفات الصفائح باختلاف الأغراض.
النظام الهيدروليكي
يظهر الرسم التخطيطي للنظام الهيدروليكي في الشكل 1.
(1) اضغط برفق. يُضخّ الزيت من مجموعة محرك مضخة الزيت 1 عبر صمام الضغط الرئيسي 7 لزيادة الضغط، ثم عبر صمام الخرطوشة 8 وصمام الفحص 10، ويدخل إلى دواسة الضغط. نظرًا لضغط تسلسلي معين لصمام التسلسل 12، تنخفض زاوية الضغط، ولا يرتفع ضغط الحجرة العلوية للأسطوانة، ولا يتحرك حامل السكين، مما ينتج عنه ضغط خفيف.
(٢) القطع. بعد اكتمال الضغط الخفيف، يفتح الزيت صمام التسلسل ١٢، ويتراكم الضغط في الحجرة العلوية للأسطوانة. يمر الزيت في الحجرة السفلية للأسطوانة الصغيرة عبر صمام التحكم الهيدروليكي في الحجرة السفلية ٥، ثم صمام الأمان في الحجرة السفلية ٤. يعود صمام الضغط الخلفي ٩ إلى خزان الزيت. يبقى الزيت في الحجرة التسلسلية ثابتًا من الحجرة السفلية للأسطوانة الكبيرة إلى الحجرة العلوية للأسطوانة الصغيرة.
(٣) الإرجاع. بعد اكتمال القص، يُضخّ الزيت من وحدة محرك مضخة الزيت ١ عبر صمام الضغط الرئيسي ٧، ليتدفق عبر صمام إدخال الحجرة السفلية ٦ إلى الحجرة السفلية للأسطوانة الصغيرة. يمرّ الزيت الموجود في الحجرة العلوية للأسطوانة الكبيرة عبر صمام إرجاع الزيت ١٣ في الحجرة العلوية. يُعاد الزيت الموجود بزاوية الضغط إلى الخزان عبر صمام إرجاع قدم الضغط ١١.
(٤) تزداد زاوية القص. بعد زيادة الضغط، يدخل محرك مضخة الزيت ١ إلى الحجرة السفلية للأسطوانة الصغيرة عبر صمام عكس الحركة ٣ للحجرات السفلية. يحتوي الزيت في الحجرة التسلسلية على صمام تحكم بزاوية القص ٢ للتحكم في إغلاق صمام زاوية القص ١٤، بينما تبقى الحجرة الكبيرة للأسطوانة دون تغيير. تتقلص زاوية القص.
(٥) تتقلص زاوية القص. بعد زيادة الضغط، يدخل محرك مضخة الزيت ١ إلى الحجرة العلوية للأسطوانة الصغيرة عبر صمام عكس الحركة ٣ للحجرات السفلية. يحتوي الزيت في الحجرة التسلسلية على صمام تحكم بزاوية القص ٢ للتحكم في إغلاق صمام زاوية القص ١٤، بينما تبقى الحجرة الكبيرة للأسطوانة دون تغيير. تزداد زاوية القص.
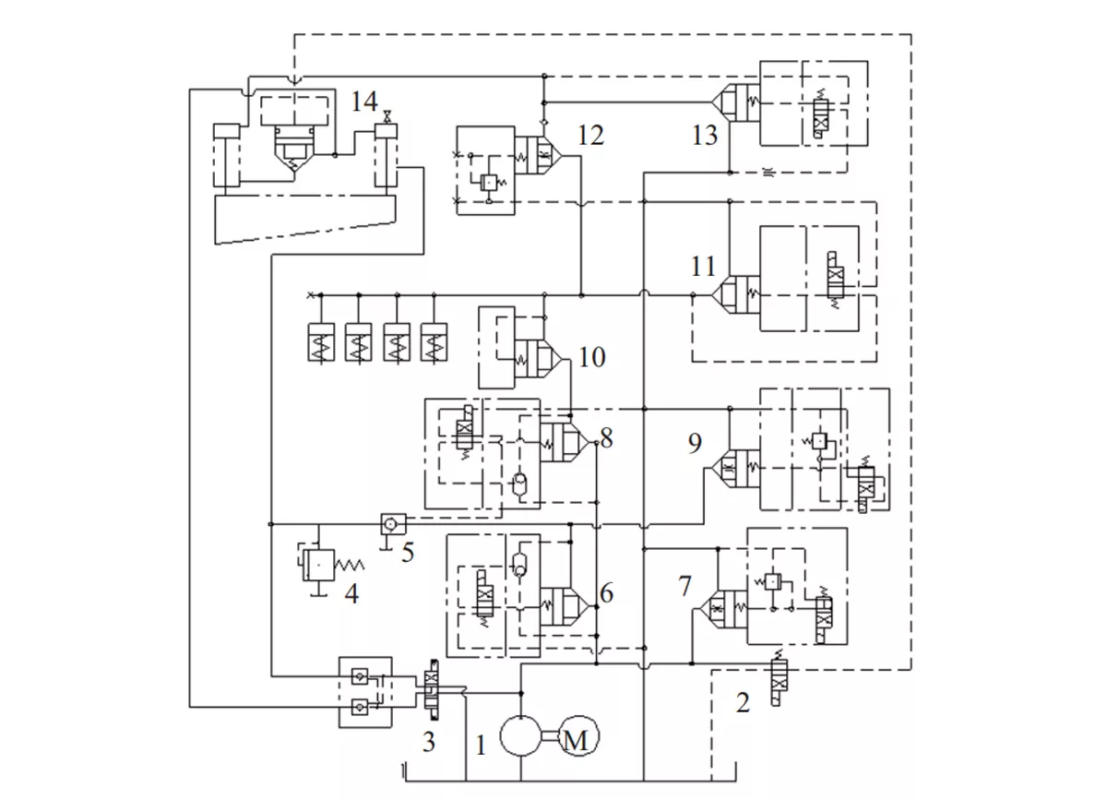
1. وحدة محرك مضخة الزيت 2. صمام التحكم في زاوية القص 3. صمام اتجاهي للغرفة السفلية 4. صمام أمان الغرفة السفلية 5. صمام التحكم الهيدروليكي للغرفة السفلية 6. صمام خرطوشة الغرفة السفلية 7. صمام الضغط الرئيسي 8. صمام الخرطوشة 9. صمام الضغط الخلفي 10. صمام أحادي الاتجاه 11. صمام إرجاع قدم الضغط 12. صمام التسلسل 13. صمام إرجاع زيت التجويف العلوي 14. صمام زاوية القص
يستخدم نظام تعديل زاوية القص صمام الإدخال للتحكم بدقة في تعديل أداة الماكينة عند تغير زاوية القص. تستخدم آلة القص العادية نسبة المساحة بين أسطوانات الزيت للتحكم. عند تغير زاوية القص، تختلف درجات التغيير. ولأن وظيفة صمام الخرطوشة مشابهة لعنصر التبديل في النظام المنطقي، فإن هيكل البكرة عبارة عن مانع تسرب مخروطي، ويفصل مانع التسرب المخروطي مسار الزيت لتمييزه عن صمام الاتجاه العادي.
صمام الخرطوشة لا يمكنه تحقيق متطلبات العمل المختلفة لصمام هيدروليكي عادي فحسب، بل يتمتع أيضًا بمقاومة تدفق أقل وسعة تدفق أكبر من صمام هيدروليكي عادي؛ سرعة عمل سريعة؛ ختم جيد، تسرب أقل؛ هيكل بسيط وسهولة التصنيع؛ عمل موثوق به؛ صمام واحد متعدد الاستخدامات؛ سهل التكامل؛ متطلبات اللزوجة المنخفضة ليست عالية، واستخدام صمامات الخرطوشة يقلل بشكل كبير من حجم التركيب والوزن.
تُعدّ صمامات الخرطوشة والأنظمة المتكاملة، كجيل جديد من تقنيات التحكم الهيدروليكي، تطويرًا ومكملًا لمكونات التحكم الهيدروليكي التقليدية. وتُستخدم حاليًا في تطبيقات واسعة النطاق في صناعات الآلات والمعادن والكيماويات والشحن في بلدي. ومن بين هذه التطبيقات، تُستخدم الأنظمة المتكاملة التي تستخدم جميعها صمامات الخرطوشة بشكل أكبر. أما النظام المتكامل الهجين، فيعتمد على صمام خرطوشة رئيسي، بينما يستخدم النظام المساعد صمامات هيدروليكية عادية.
بفضل الاستفادة الكاملة من مزايا كل منهما، يمكن إضافة صمام خرطوشة كمقاومة هيدروليكية قابلة للتحكم أو توجيهها. يمكن تعديل إشارة التحكم، كما يمكن أن تتأثر بإشارات التغذية الراجعة الهيدروليكية والميكانيكية من المُشغِّل. يتحكم هذا الصمام فقط في حالة عمل دائرة الزيت: عند فصل دائرة الزيت، تكون المقاومة الهيدروليكية غير محدودة؛ ويتم خنق دائرة الزيت عندما تكون مقاومة السائل بين الصفر واللانهائي. لذلك،
لا يمكن لصمام الخرطوشة أن يشكل سوى دائرة ثنائية الاتجاه.
لتغيير زاوية القص، استخدمنا صمام خرطوشة بين سلسلة الأسطوانات، يُتحكم فيه بصمام اتجاهي. يُتحكم في دخول الزيت وخروجه من حجرتي الزيت في آنٍ واحد، مما يُشكل دائرة عودة زيت مع صمام اتجاهي، مُشكلاً نظامًا هيدروليكيًا واحدًا يُغير زاوية القص. لا يؤثر ذلك على العمليات الأخرى. يتم التحكم فيه عند تغيير زاوية القص. تكون الدقة عالية عند تغيير زاوية القص، وتزداد الدقة بشكل كبير عند قطع الصفيحة، مما يُلبي احتياجات العملاء.
حساب مكونات النظام الهيدروليكي
(1) حساب ضغط الاسطوانة
P=S/A=24000/0.00089=27 (باسكال)
كما يتضح من الصيغة أعلاه، فإن تحديد قيمة الضغط ناتج عن وجود حمل. في منطقة العمل الفعالة للمكبس نفسه، كلما زادت قوة الحمل، زاد الضغط اللازم للتغلب عليها.
(2) التدفق بين الغرف المتسلسلة: يتم توصيل الغرفة العلوية للأسطوانة الكبيرة والغرفة السفلية للأسطوانة الصغيرة على التوالي
Q =V/T =π/4D²v ×10³=0.785 ×0.175 ×3.06 ×1000=420 (لتر/دقيقة)
في الصيغة: V- حجم المقطع العرضي الفعال للزيت المار عبر الأسطوانة في وحدة الزمن، أي الاستهلاك.
(3) سرعة حركة المكبس
عندما يتم تمديد المكبس: ν=4Qην/πD ×10-3=4 ×420 ×
1/3.14×0.175×0.001=0.09 (م/دقيقة)
عندما ينسحب قضيب المكبس: ν=4Qην/π (D2- d2)×10-3
=4×420×1/3.14×(0.1752-0.0982)×0.001=0.01(م/دقيقة)
(4) القطر الداخلي للأسطوانة
د = (√4P1/πP)×10-3m = (√ 4×2000/3.14×21) ×
0.001=0.23 (م)
خاتمة
يتطلب تصميم النظام الهيدروليكي للتحكم في ضبط زاوية القص في آلات قص المقصلة دراسةً دقيقةً للمكونات وآليات التحكم وخصائص السلامة. ومن خلال تحسين هذه العناصر، يمكن للمصنعين تحسين أداء آلات القص وتعدد استخداماتها، مما يضمن قطعًا عالية الجودة وكفاءة تشغيل عالية.
حققت التقنية المذكورة أعلاه نتائج اقتصادية واضحة، مما يزيد من استقرار وموثوقية أداة الماكينة، ويمنع تغير زاوية القص أثناء قص الصفائح. يستخدم النظام الجديد شاشة رقمية لتغيير معلماته، مما يوفر استقرارًا عاليًا. بفضل دقة الحالة ومؤشرات الأداء الديناميكية الأفضل، يسمح النظام بزوايا قص مختلفة للصفائح وفقًا لمتطلبات العملاء المختلفة، مما يُحسّن دقة أداة الماكينة ويلبي متطلبات العملاء المختلفة. كما يُطيل عمر مضخة الزيت، وتُخفض درجة حرارة الزيت، مما يضمن تشغيل النظام بشكل مستمر لفترة طويلة.











