








يمكن أن تؤدي مشكلات عودة ثني الأنابيب إلى تعطيل دورة الانحناء وإبطاء سير عمل الإنتاج بأكمله. إذا كنت تحاول معرفة سبب حدوث هذه المشاكل وكيفية تشخيصها بفعالية، فأنت في المكان الصحيح. في هذا الدليل، سأشرح الأسباب الأكثر شيوعًا لأعطال شوط العودة، وأعرض لك الأعراض الرئيسية التي يجب الانتباه إليها، وأقدم خطوات عملية يمكنك تطبيقها فورًا. سواء كنت تقوم بصيانة آلة ثني الأنابيب الهيدروليكية أو تستكشف أعطال التشغيل اليومية، ستساعدك هذه المقالة على تحديد المشاكل الحقيقية وإعادة تشغيل جهازك بسلاسة.
فهم ثني الأنابيب مشاكل ضربة العودة

تحدث مشاكل شوط العودة عندما لا تعود أسطوانة الانحناء إلى وضع البداية بسلاسة أو باستمرار أو على الإطلاق. قد تكون هذه المشاكل ميكانيكية أو كهربائية أو هيدروليكية، وفهم هذه الفئة يساعدك على استكشاف الأخطاء وإصلاحها بشكل أسرع.
لماذا تعتبر ضربة العودة مهمة في دقة ثني الأنبوب
شوط العودة يُعيد ضبط رأس الانحناء للدورة التالية. عندما يصبح بطيئًا أو غير مكتمل أو عالقًا، تصبح زوايا الانحناء غير متسقة، وتزداد أوقات الدورة، ويتسارع تآكل الآلة. يُلاحظ هذا بشكل خاص عند ثني الأنابيب ذات نصف القطر الضيق أو العمل بمواد عالية القوة.
الأسباب الهيدروليكية لمشاكل شوط العودة لثني الأنبوب
معظم أعطال شوط العودة ناتجة عن مشاكل هيدروليكية. فيما يلي أكثرها شيوعًا التي واجهتها أثناء دعم العملاء.
زيت هيدروليكي منخفض أو ملوث

يؤدي الزيت الهيدروليكي المتسخ أو المؤكسد أو غير الكافي إلى زيادة الاحتكاك الداخلي ويمنع الأسطوانة من الانسحاب بسلاسة.
يمكن لفحص بسيط للزيت أن يكشف ما إذا كان رغويًا أو داكنًا أو يحتوي على جزيئات معدنية. كما أن الزيت الملوث يسبب ارتفاع درجة الحرارة، مما يؤدي إلى بطء حركة العودة.
الصمامات الهيدروليكية أو الملفات اللولبية المعيبة
صمامات التحكم الاتجاهية تُنظّم التبديل بين شوطي الدفع الأمامي والخلفي. في حال التصاقها، أو تسربها داخليًا، أو تعطلها إلكترونيًا، لن تتراجع الأسطوانة حتى مع عمل المضخة بشكل صحيح.
أنصح دائمًا بالتحقق من بكرات الصمام، وجهد الملف، والأختام الداخلية أثناء استكشاف الأخطاء وإصلاحها.
الهواء المحبوس في النظام الهيدروليكي
تُخفِّض جيوب الهواء ضغط النظام أثناء دورة الإرجاع. عندما تنكمش الأسطوانة بشكل غير منتظم أو تهتز، غالبًا ما يكون الهواء المحبوس هو السبب.
يؤدي نزيف النظام بشكل صحيح إلى التخلص من هذه المشكلة واستعادة الحركة المستقرة.
مكونات دائرة الإرجاع الضعيفة أو التالفة

تؤثر عدة مكونات في دائرة الإرجاع، مثل صمامات الفحص، وصمامات تخفيف الضغط، وأنظمة المراكم، بشكل مباشر على سرعة الإرجاع. إذا ضعف أي منها أو انسد، فإن شوط الإرجاع يبدو بطيئًا أو غير مكتمل.
الأسباب الميكانيكية لـ ثني الأنابيب مشاكل ضربة العودة
تآكل ختم الأسطوانة أو التسرب الداخلي

يسمح ختم المكبس المتآكل أو المخدوش بمرور الزيت داخليًا، مما يقلل الضغط أثناء الانكماش. قد تصل الأسطوانة إلى وضع العودة جزئيًا فقط، أو قد تتطلب دورات متعددة.
إذا سمعت أصوات هسهسة أو رأيت تسربًا خارجيًا للزيت، أقوم بفحص الأختام على الفور.
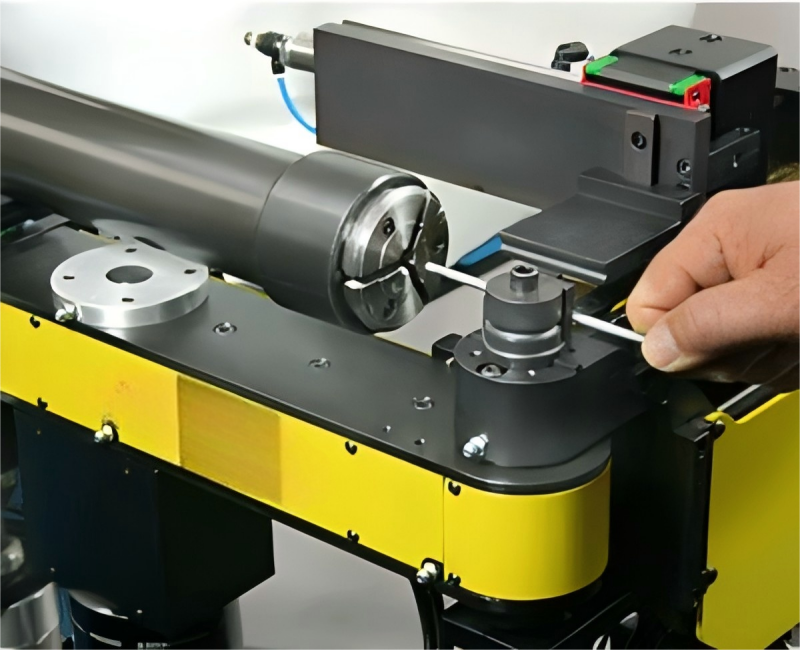
مكونات الدليل المنحنية أو غير المحاذية
يجب أن يظل رأس الانحناء وقضبانه التوجيهية في محاذاة مثالية. يؤدي عدم المحاذاة إلى زيادة الاحتكاك، مما يُصعّب انكماش الأسطوانة بسلاسة.
تعتبر هذه المشكلة أكثر شيوعًا بعد الاصطدامات العرضية أو التحميل غير الصحيح للأنابيب الثقيلة.
نقص التشحيم الميكانيكي
يؤدي نقص التزييت على الأسطح المنزلقة إلى انزلاق ميكانيكي. يُحسّن جدول التزييت البسيط سلاسة شوط العودة بشكل ملحوظ.
الأسباب الكهربائية لمشاكل شوط العودة لثني الأنبوب
عدم محاذاة المستشعر أو مفاتيح القرب المعيبة
تعتمد معظم آلات ثني الأنابيب على مفاتيح حدية أو مستشعرات قرب للإشارة إلى موعد عودة الأسطوانة. في حال فقدان هذه المستشعرات لمحاذاة الأسطوانة أو تعطلها، لن تبدأ الآلة دورة العودة.
أخطاء معلمات وحدة التحكم
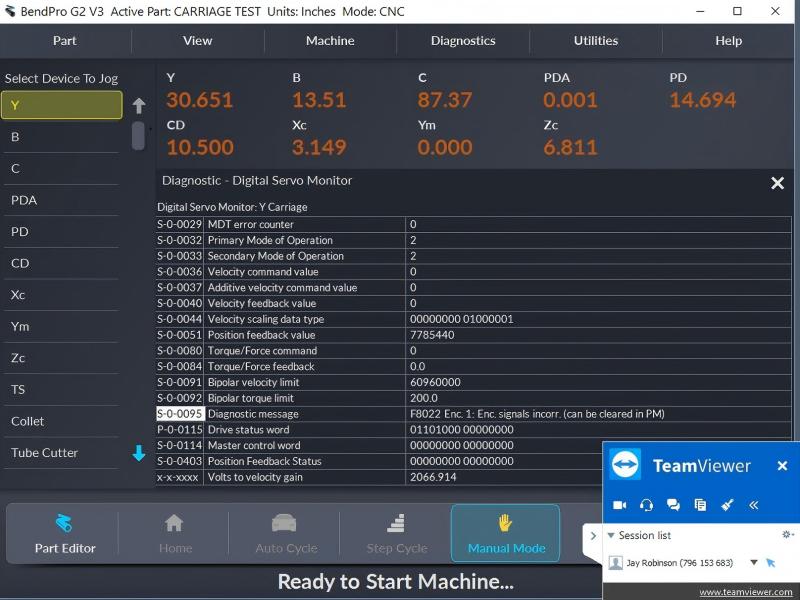
يمكن أن تتسبب منطق ضربة العودة غير الصحيحة أو إعدادات الضغط أو قيم التوقيت في وحدة التحكم في حدوث حركات غير منتظمة.
أجد في كثير من الأحيان أن المشغلين يقومون بتعديل المعلمات عن طريق الخطأ دون إدراك التأثير.
مصدر طاقة ضعيف أو غير مستقر
يؤثر انخفاض الجهد على استجابة الملف اللولبي وتنظيم الضغط. غالبًا ما يؤدي عدم استقرار الطاقة إلى تقطع شوط العودة.
كيفية تشخيص مشاكل عودة ثني الأنبوب بسرعة
فيما يلي سير عمل تشخيصي بسيط ومنظم أتبعه:
الخطوة 1 - التحقق من الضغط الهيدروليكي وحالة الزيت
افحص مقاييس الضغط، وضوضاء المضخة، ونقاء الزيت. انخفاض الضغط غالبًا ما يؤثر على دورة الإرجاع.

الخطوة 2 - اختبار الصمامات وإشارات التحكم
تأكد من أن كل ملف لولبي يستقبل الجهد الصحيح أثناء أمر الإرجاع. يُسهل إصلاح الملف المعطل بمجرد اكتشافه.
الخطوة 3 – فحص الحركة الميكانيكية
قم بسحب رأس الانحناء يدويًا (مع تشغيل قفل الأمان) للتحقق من عدم وجود مقاومة غير طبيعية.
الخطوة 4 - إعادة تعيين معلمات وحدة التحكم
قم بإرجاع وحدة التحكم إلى معلمات المصنع الموصى بها ولاحظ التغييرات في أداء الإرجاع.
قسم الأسئلة الشائعة
لماذا تعتبر مشاكل عودة أنبوب الثني أكثر شيوعًا في الآلات القديمة؟
تُعاني الأنظمة الهيدروليكية القديمة من تسرب داخلي أكبر، وتآكل في الأختام، وإجهاد الصمامات، مما يؤثر على شوط العودة. يُساعد تغيير الزيت بانتظام وفحص الصمامات على إطالة عمر الآلة.
كيف أعرف أن زيت الهيدروليك هو سبب المشكلة؟
إذا كانت رائحة الزيت محترقة، أو داكنة اللون، أو تُنتج رغوة زائدة، فمن المرجح أن يُسهم ذلك في مشاكل شوط العودة. عادةً ما يُحسّن استبدال الزيت وتنظيف الفلاتر من أداء المحرك.
هل يمكن لأخطاء وحدة التحكم وحدها أن تسبب مشاكل في ضربة عودة ثني الأنبوب؟
نعم. قد يؤدي ضبط المعلمات بشكل غير صحيح أو خلل في تغذية المستشعر إلى منع تفعيل شوط العودة حتى مع عمل النظام الهيدروليكي بشكل طبيعي.
كم مرة يجب أن أقوم بصيانة آلة ثني الأنابيب لتجنب أخطاء الشوط العائد؟
أوصي بإجراء فحص كامل كل 500 ساعة تشغيل، بما في ذلك الفحوصات الهيدروليكية، والتزييت، ومحاذاة المستشعر.
خاتمة
قد تنشأ مشاكل شوط العودة لآلة ثني الأنابيب من أعطال هيدروليكية أو ميكانيكية أو كهربائية، وفهم الأسباب الجذرية هو أسرع طريقة لاستعادة أداء الآلة المستقر. من خلال فحص جودة الزيت، ووظيفة الصمام، والمحاذاة الميكانيكية، وإعدادات وحدة التحكم، يمكنك تجنب توقف الجهاز عن العمل وإطالة عمره الافتراضي. إذا كنت بحاجة إلى مزيد من الدعم أو ترغب في الحصول على إرشادات حول طرازات محددة من آلات ثني الأنابيب، فلا تتردد في التواصل مع فريقنا الفني للحصول على مساعدة شخصية.



