








3 طرق تنظيف فعالة لصيانة مكابح الضغط CNC

كشخص يعمل مع CNC مكابح الضغط بانتظام، أُدرك أهمية الصيانة المناسبة لضمان الأداء الأمثل. أحد الجوانب الرئيسية لآلات CNC مكابح الضغط الصيانة هي التنظيف المنتظم والفعال. في هذا الدليل، سأشارك طرقًا مجربة لتنظيف مكبس الثني، مما يساعدك على إطالة عمر الآلة، وتجنب الأعطال المكلفة، والحفاظ على دقة عمليات الثني. يضمن مكبس الثني CNC المُحافظ عليه جيدًا الكفاءة والنتائج عالية الجودة في كل مشروع تشغيل معادن.
أثناء معالجة ألواح ماكينات الثني CNC، تتراكم الأوساخ حتمًا على مدى فترة طويلة. والمشكلة الأبرز هي صعوبة تنظيف المكونات الهيدروليكية في هذه الماكينات لأسباب مختلفة. ستقدم لك هذه المقالة عدة طرق لتنظيف المكونات الهيدروليكية، آملةً أن تساعدك على استخدام وصيانة ماكينات CNC بشكل أفضل. آلة الانحناء.
جدول المحتويات

صيانة مكابح الضغط CNC
تنظيف التشريب بالمذيبات
التنظيف بالغمر بالمذيبات هو غمر المكونات الهيدروليكية المراد تنظيفها في خزان تنظيف مزود بمعدات تسخين (درجة حرارة التسخين عادةً ما تكون 35-85 درجة مئوية)، وإضافة كمية مناسبة من مذيب التنظيف إلى الماء، وفي الوقت نفسه تمرير الهواء المضغوط أو البخار إلى محلول التنظيف. بحيث يكون محلول التنظيف في حالة ديناميكية، يكون وقت النقع من 4 إلى 8 ساعات، ثم تُخرج المكونات الهيدروليكية التي تم نقعها وتنظيفها لتجفيفها أو مسحها. بالإضافة إلى ذلك، بالنسبة للأجزاء الملوثة بالزيت بشكل خطير، يجب مسحها يدويًا أثناء التنظيف.
غسيل بالرش
التنظيف بالرش هو استخدام نفث الضغط، وهو مناسب للتشغيل المستمر في المصانع والورش الكبيرة والمتوسطة. يُرش المحلول المائي المُسخّن المُحضّر ويُنظّف تحت ضغط 0.3 ميجا باسكال بواسطة مضخة مقاومة للتآكل. بشكل عام، تمر الأجزاء المُنظّفة بثلاث عمليات رش مستمرة: غرفة الغسيل المسبق، وغرفة التنظيف، وغرفة الشطف بالماء الساخن. بالإضافة إلى ذلك، يُمكن أيضًا إزالة الملوثات بواسطة تدفق الهواء الناتج عن الهواء المضغوط، والذي يُعدّ تدفق الهواء النابض أفضلها.

فرك آلي
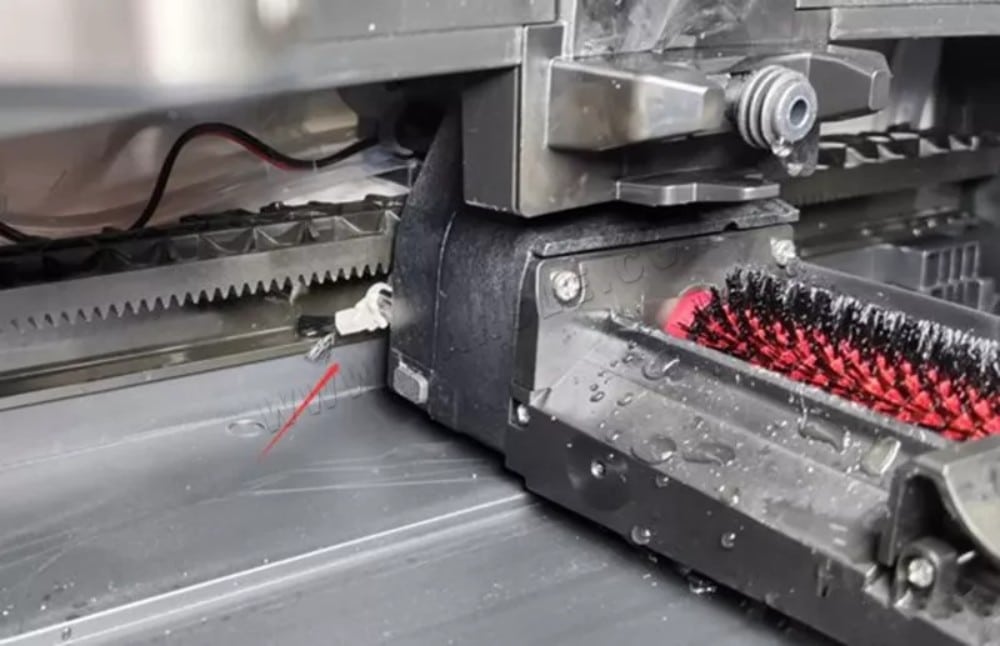
تُزال الشوائب بفرشاة ناعمة الشعيرات للحفاظ على دقة المكونات وخشونتها المنخفضة. على سبيل المثال، في فلتر الزيت الشبكي، يُنصح دائمًا باستخدام فرشاة سلكية صلبة، لأنها قد تُتلف عنصر الفلتر أو تُغير دقة الترشيح. مثال آخر على ذلك هو جسم الصمام الهيدروليكي عالي الدقة وخشونته المنخفضة، حيث تُستخدم فرش نايلون لإزالة الشوائب مع كرات كاشطة لتنظيف أطراف فتحات الصمام، ومفاصل الفتحات، والأخاديد السفلية. رأس فرشاة النايلون لإزالة الشوائب مصنوع من خيوط نايلون سوداء بقطر يتراوح بين 0.3 و0.6 مم، ومواد كاشطة من كربيد السيليكون الأخضر بمواصفات m20.
التنظيف بالموجات فوق الصوتية
تُستخدم الموجات فوق الصوتية ذات القوة المناسبة لامتصاص محلول التنظيف لتشكيل تجاويف صغيرة تشبه النقاط. عندما يتمدد التجويف إلى حد الحركة، فإنه ينهار فجأة، مما يشكل فراغًا جزئيًا. يملأ السائل المحيط هذا الفراغ بسرعة عالية، مما يؤدي إلى بضع دفعات ضغط قوية وصدمات ميكانيكية بترتيب آلاف الأجواء تقشر الملوثات على سطح الأجزاء الموضوعة في سائل التنظيف. تتميز هذه الطريقة بوقت تنظيف قصير وجودة تنظيف جيدة، ويمكنها أيضًا تنظيف الأجزاء ذات الأشكال المعقدة التي لا يمكن تنظيفها يدويًا. بالمقارنة مع العمل اليدوي، تزداد الفعالية بأكثر من 10 مرات، وتنخفض التكلفة. ومع ذلك، فإن المادة المسامية لفلتر الزيت لها تأثير امتصاص الموجات الصوتية، مما قد يؤثر على تأثير التنظيف.

التطاير الساخن
يمكن إزالة بعض الملوثات عن طريق التسخين لتطايرها، ولكن هذه الطريقة لا يمكنها إزالة الكربون المتبقي والرماد والملحقات الصلبة في المكونات الهيدروليكية للضاغط الهيدروليكي.

Australia-Customer-Feedback.jpg)
Brazil.png)
Serbia-Customer-Feedback.jpg)








