








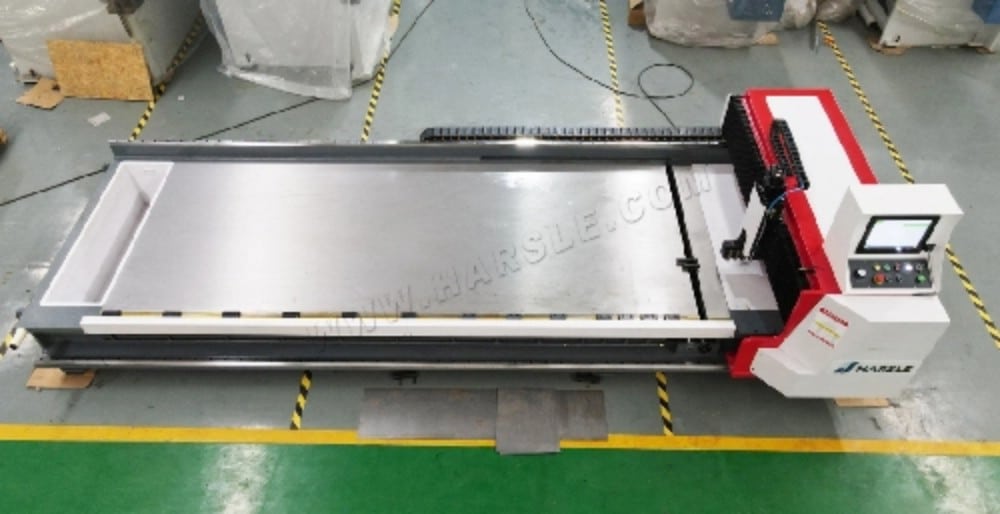
آلة حفر صفائح معدنية أفقية CNC ذات سيرفو كامل
باعتباري شخصًا متحمسًا للتطورات في تكنولوجيا تشغيل المعادن، يسعدني أن أشارك رؤى حول صفائح المعادن الأفقية ذات التحكم الرقمي الكامل آلة الحفرأحدثت هذه الآلة المبتكرة ثورةً في طريقة تعاملنا مع مهام الحفر، موفرةً دقةً وكفاءةً لا مثيل لهما. في هذه المقالة، سأناقش أهم ميزات هذه الآلة وفوائدها، موضحةً كيف يُمكنها تحسين عمليات الإنتاج وتحسين جودة المنتجات النهائية. سواءً كنت تعمل في مجال التصنيع أو التجهيز، فإن فهم هذه التقنية سيساعدك على اتخاذ قرارات مدروسة لعملياتك.
تقدم هذه الورقة مقدمة عن نظام التوجيه المعزز الأفقي الكامل آلة حفر CNCتعتمد أداة الآلة هذه على نظام CNC متقدم وتتميز بتصميم جديد، كما تتميز بدقة التشغيل العالية والتشغيل البسيط وعدم الضوضاء وعدم الاهتزاز وما إلى ذلك.

Ⅰ وصف الاستخدام
غالبًا ما تُستخدم آلة الحفر CNC ذات المؤازرة الكاملة الأفقية في تصنيع أجزاء الصفائح المعدنية (بما في ذلك صفائح الفولاذ المقاوم للصدأ وصفائح الألومنيوم وصفائح الألومنيوم والبلاستيك وصفائح النحاس وصفائح الحديد وصفائح الباكليت والصفائح الخاصة الأخرى) ويمكنها تصنيع أخاديد على شكل حرف V وأخاديد على شكل حرف U وأخاديد غير منتظمة أخرى على اللوحة ، وهي مناسبة بشكل خاص لتصنيع الأخاديد على شكل حرف V قبل ثني أجزاء الصفائح المعدنية.

Ⅱ خصائص الأداء
آلة حفر الصفائح المعدنية CNC ذات المؤازرة الكاملة الأفقية هي منتج مُحسّن طوّره مهندسو Haas CNC استنادًا إلى آلة حفر الصفائح المعدنية الأفقية الكورية. تتميز هذه الآلة بجميع خصائص النماذج الأفقية التقليدية، ويمكنها حل العديد من المشاكل التي يواجهها العملاء أثناء التشغيل الفعلي. استنادًا إلى جميع منتجات آلات الحفر الأفقي المحلية والأجنبية، تم استخدام تصميم المؤازرة الكاملة رباعية المحاور، مما يُحدث نقلة نوعية.
⒉تعتمد تقنية لحام الصفائح الفولاذية في المظهر والهيكل، مما يجعلها مقاومة للزلازل بشكل كبير؛ بعد المعالجة الحرارية لإزالة الإجهاد الداخلي، تتمتع الماكينة بثبات جيد؛ أجزاء الماكينة المصقولة بالرمل مطلية بطلاء مقاوم للصدأ. تتم معالجة الماكينة بالكامل باستخدام آلة الحفر الأفقي CNC، مما يضمن توازي وعمودية كل سطح تركيب.

⒊ بفضل هيكل السكك الحديدية المزدوجة من نوع المنصة، يتحرك الشعاع بسلاسة أكبر، ويمكن لحامل الأداة معالجة اللوحة عن طريق التحرك إلى اليسار واليمين، ذهابًا وإيابًا، مما يضمن دقة كل جزء من عمق الأخدود.
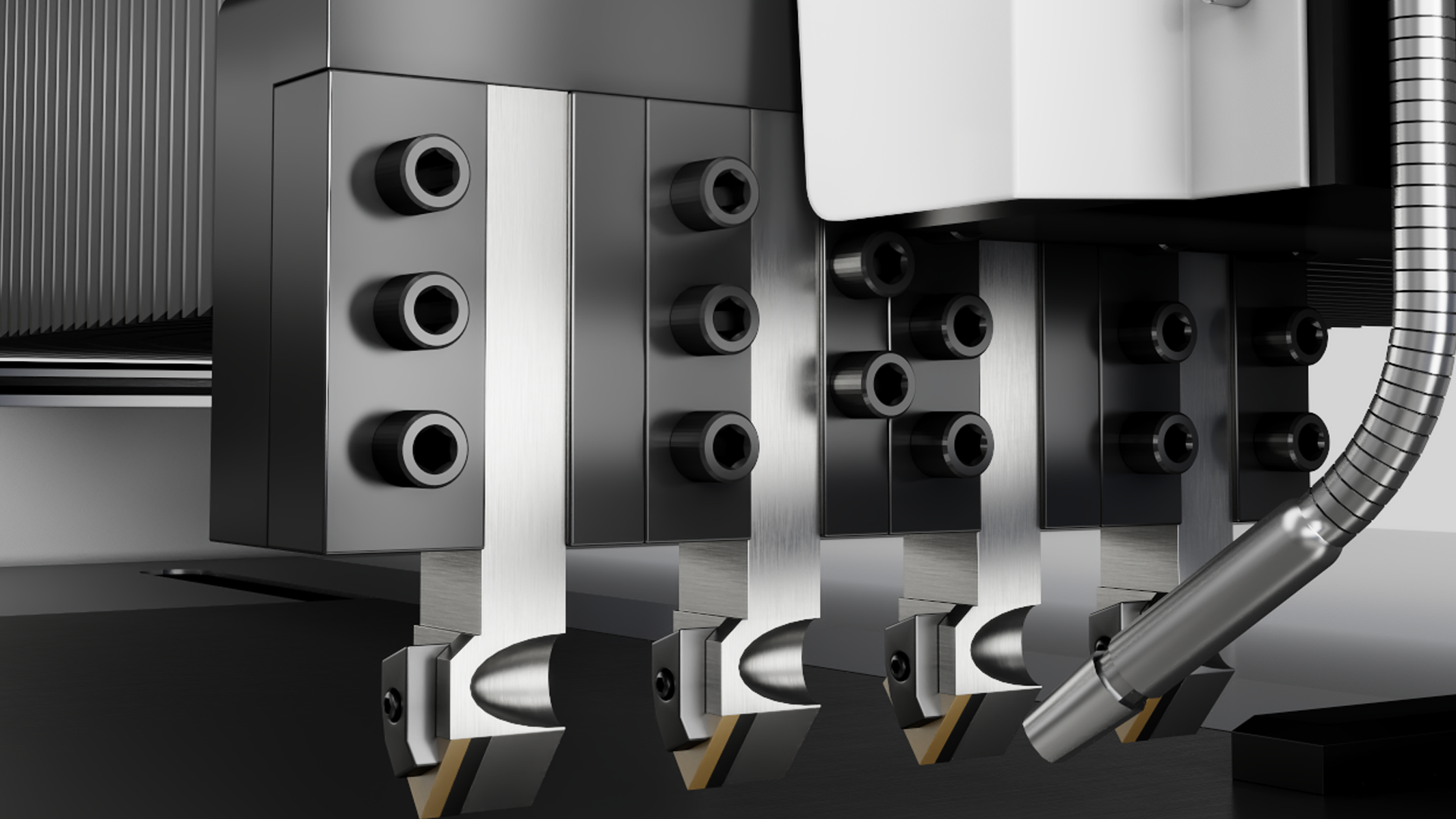
⒋ تتيح تقنية معالجة سكاكين التشكيل الأربعة لكل شفرة أن تقوم بالقطع بالتساوي أثناء المعالجة.
⒌باستخدام المشبك والضغط الهيدروليكي الكامل، يكون العمل سريعًا والمنتج المعالج لا يحتوي على علامات أو انبعاجات، وتتميز عملية المعالجة بأكملها بوظيفة النفخ والتبريد لتتبع العملية بأكملها.
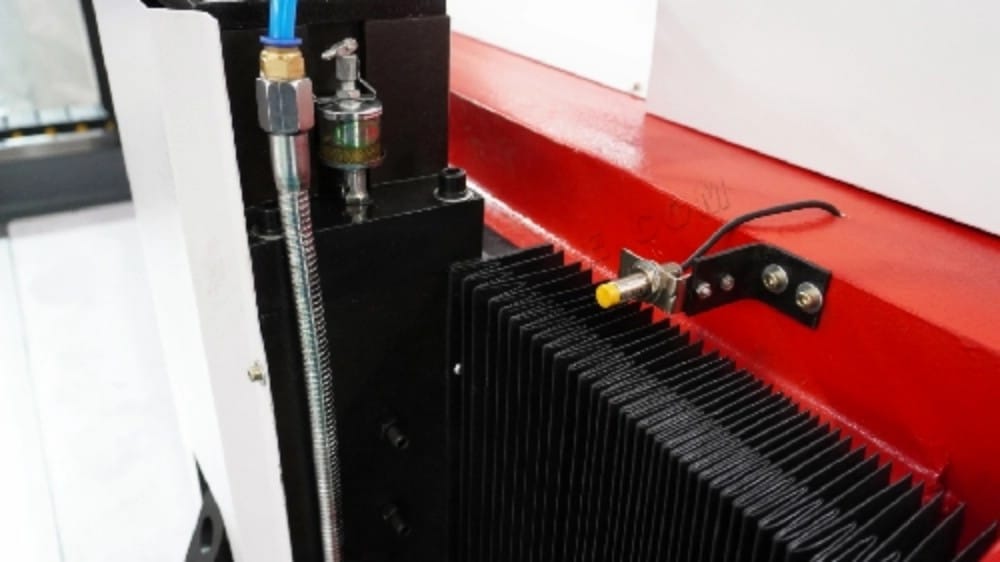
⒍تعتمد رفًا وترسًا عالي السرعة ودقيقًا، وبرغيًا كرويًا دقيقًا، وسكة توجيه خطية عالية الدقة. سطح طاولة العمل مصنوع من صفيحة فولاذية منخفضة السبائك عالية القوة، مما يمنع تآكلها عند تشغيل قطع العمل. كما تتميز هذه الآلة بخاصية التخطيط الذاتي.
⒎ تعتمد آلة الحفر CNC ذات المؤازرة الكاملة الأفقية على CNC، مما يجعل من السهل على المشغلين التعلم والفهم، كما تتمتع بتحديد المواقع بدقة.
⒏ الشكل العام لآلة الحفر CNC ذات المؤازرة الكاملة الأفقية بسيط وواسع وجميل، ويتم ضبطه في هيكل الإطار، والذي يتوافق مع عادات التشغيل للفنيين المختلفين، بحيث يمكن للمشغلين تلبية متطلبات الإنتاج والتقنية بشكل كامل عند العمل.
Ⅲ المعايير التقنية الرئيسية للمعدات
| لا. | اسم | المعلمة | وحدة | |
| 1 | عرض | 1250 | مم | |
| 2 | طول | 4000 | مم | |
| 3 | سماكة | 3 | مم | |
| 4 | الحد الأدنى للسمك | 0.6 | مم | |
| 5 | الحد الأدنى للحافة | 8 | مم | |
| 6 | سرعة التصنيع X | 25 | م/م | |
| 7 | X سرعة الرجوع للخلف | 50 | م/م | |
| 8 | Y1 ستوك | 1250 | مم | |
| 9 | دقة Y1 | 0.01 | مم | |
| 10 | دقة Y2 | 0.01 | مم | |
| 11 | دقة Z | 0.01 | مم | |
| 12 | تعديل طاولة العمل | وظيفة التخطيط الذاتي | ||
| 13 | طريقة التغذية | اللوحة لا تتحرك، عمود الأداة يتحرك | ||
| 14 | رقم السكين المثبت | 4 سكاكين من السبائك | ||
| 15 | المحرك الرئيسي | المحور X | 5.5 | كيلو وات |
| المحور Y1.Y2.Z | 1 | |||
| 16 | أبعاد | طول | 6100 | مم |
| وزن | 2150 | |||
| ارتفاع | 1700 | |||
ملحوظة:
المحور X → التحكم في حركة الشعاع إلى اليسار واليمين
المحور Y1 → التحكم في الحركة ذهابًا وإيابًا لحامل الأداة
محور Y2 → التحكم في المشبك المتحرك للتحرك ذهابًا وإيابًا
المحور Z → التحكم في حامل الأداة للتحرك لأعلى ولأسفل
Ⅳ تكوين المعدات الرئيسية
| لا. | اسم | ماركة |
| 1 | نظام التحكم الرقمي بالكمبيوتر | إيزي كات |
| 2 | صمام الملف اللولبي الهوائي | تايوان |
| 3 | محرك سيرفو | إيزي كات |
| 4 | محرك سيرفو | إيزي كات |
| 5 | مُخفِّض كوكبي | تايكي مارغ (تايوان) |
| 6 | وحدة التحكم المنطقية القابلة للبرمجة | إيزي كات |
| 7 | مفتاح هواء أحادي القطب/ثنائي القطب | شنايدر |
| 8 | مقاول تيار متردد، مرحل حراري | شنايدر |
| 9 | قاطع الدائرة، الزر | شنايدر |
| 10 | مرحل مصغر | شنايدر |
| 11 | كابل الطاقة المرن لأداة الآلة | إيجوس |
| 12 | مفتاح القرب | إيزي كات |
| 13 | سكين سبيكة | كوريا الجنوبية |
| 14 | دليل خطي | محلي |
| 15 | برغي كروي عالي الدقة | تايوان |
| 16 | رف وترس دقيق | تايوان |
| 17 | محمل كروي ذو تلامس زاوي | نسك |
| 18 | اقتران الحجاب الحاجز المزدوج | كانساس |
Ⅴ مقدمة موجزة عن الهيكل
تتميز ماكينة حفر الصفائح المعدنية CNC ذات التحكم الرقمي الكامل الأفقية بهيكل مدمج، وأداء موثوق، وسهولة في التشغيل، وتعتمد على هيكل إطاري. علاوة على ذلك، تُستخدم جميع الأجهزة الهيدروليكية للتحكم في المعالجة، مما يُقلل بشكل كبير من تكلفة الاستخدام والصيانة. يتكون هيكلها بشكل أساسي من أربعة أنظمة تشغيل بمحركات مؤازرة، ونظام تثبيت هيدروليكي، وهيكل فولاذي رئيسي.
نظام عمود الشعاع: يتكون من محرك سيرفو رئيسي بقدرة 5.5 كيلوواط بمحور تيار متردد، وحزام متزامن بمخفض سرعة نجمي 1:5، وعجلة متزامنة، ورف تروس عالي الدقة، وسكة توجيه خطية، وأجزاء أخرى. وظيفته هي تحريك ترس التشطيب عبر المخفض الكوكبي، مما يُحرك مقعد القاطع خطيًا على سكة التوجيه الخطية، مما يوفر قوة التسوية.
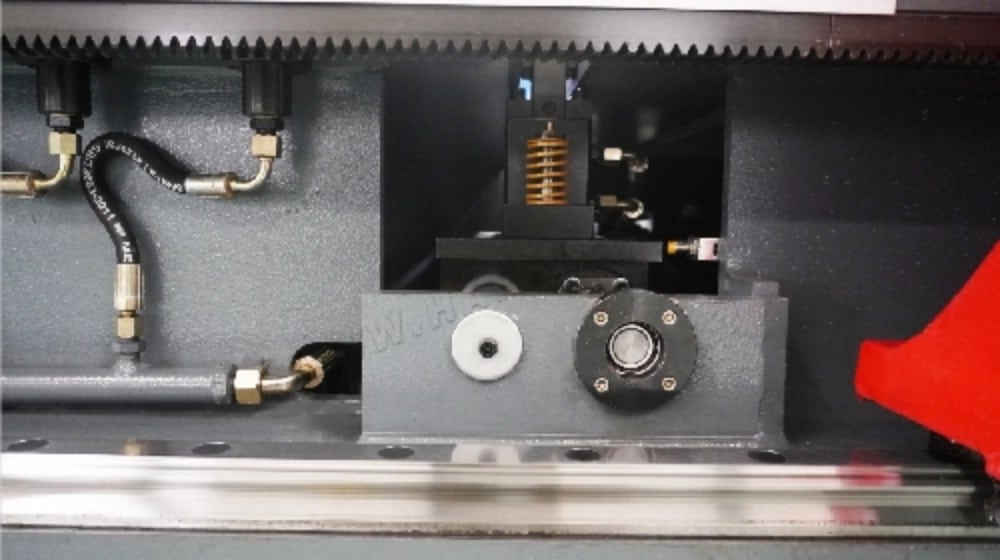
نظام المحورين Y1 وY2: يتكون من محرك سيرفو تيار متردد بقدرة 1 كيلوواط، وحزام متزامن، وعجلة متزامنة، وبرغي كروي، ومشبك متحرك، وأجزاء أخرى. وظيفته هي تحريك برغي الكرة خطيًا على سكة التوجيه الخطي بقوة، مما يضمن دقة تحديد موضع أخدود التشغيل على شكل حرف V.
⒊ نظام المحور Z: يتكون من محرك سيرفو تيار متردد بقدرة 1 كيلوواط، ووصلة ربط دقيقة، وبرغي كروي، وسكة توجيه مسننة، ومسند للأداة. وظيفته هي تحريك مسند الأداة خطيًا عن طريق تحريك المسمار الكروي، مما يضمن دقة وضعية آلية مسند الأداة.

⒋ الأنظمة الهيدروليكية: نظام الضغط الثابت، ونظام المشبك المتحرك ومجموعة نظام التبريد بالنفخ، حيث يتم التحكم في مجموعتين من الأنظمة الهيدروليكية ومجموعة النفخ بواسطة النظام من خلال الأجهزة الكهربائية.
⒌ نظام التحكم الكهربائي: يتكون من نظام ماكينة الحفر Easycat الخاص، ووحدة التشغيل، ووحدات التحكم الكهربائية، واللوحات الكهربائية، وملحقات أخرى. تُركّب اللوحة الكهربائية داخل الماكينة، مما يسهل صيانتها ويضمن أداءً حمايةً قويًا. يمكن تنفيذ جميع أعمال هذه المعدات من خلال التحكم في النظام.
Ⅵ الصيانة
⒈ تحقق بانتظام مما إذا كان كل مثبت فضفاضًا، إذا كان فضفاضًا، فقم بتثبيته في الوقت المناسب عند تأكيد الموضع الصحيح.
⒉ قبل الاستخدام كل يوم، يجب ملء جميع أجزاء ناقل الحركة بشحم الليثيوم، ويجب ملء زيت التشحيم N320 على أسطح قضبان التوجيه الخطية والمسامير الكروية لحماية آلية نقل آلة الحفر.
⒊ عند استخدام آلة الحفر، انتبه إلى درجة الحرارة وصوت كل جزء من أجزاء ناقل الحركة، وأوقف الآلة في الوقت المناسب إذا كان هناك استجابة صوتية غير طبيعية، وذلك لتجنب حوادث الضرر الخطيرة.
⒋ تأكد دائمًا من أن تأريض الماكينة في حالة جيدة وأن عزل السلك في حالة جيدة، ويجب إضافة القناة الواقية خارج السلك.
⒌ تتكون آلة الحفر من أربعة أنظمة تشغيل بمحرك سيرفو. وهي مزودة بحماية من الحمل الزائد وقصر الدائرة. لضمان الاستخدام الآمن للمعدات الكهربائية، يجب تأريض الآلة بشكل آمن وموثوق قبل الاستخدام. جميع عناصر التحكم مُثبتة في الخزانة الكهربائية، ويتم التحكم في عملية معالجة قطعة العمل عبر شاشة لمس. هيكلها بسيط وسهل التشغيل.

Ⅶ إن تصميم وتصنيع وفحص وتركيب أداة الآلة هذه يتوافق مع المعايير التالية
GB 17120—1997 شروط الدقة الفنية لآلات التشكيل
Ⅷ دليل التشغيل
⒈ مقدمة عن النظام
آلة حفر المعادن Easycat V مزودة بنظام CNC، مما يسمح للمستخدمين بإدخال بيانات المعالجة حسب احتياجاتهم، ثم التحكم في الآلة لمعالجة المنتجات تلقائيًا. يتميز البرنامج بمعرفة واسعة بسلوكيات التشغيل لدى المشغلين، مما يجعل واجهة تشغيل النظام بسيطة وواضحة، ويفهم الهيكل الميكانيكي تمامًا، مما يضمن تشغيل الآلة بسلاسة وكفاءة، ويقلل من معدل الأعطال، ويعزز قيمة العملاء.
⒉ الوظائف الرئيسية
2.1 شاشة البرمجة
شاشة البرمجة هي نافذة للعملاء لتنفيذ المعالجة التلقائية لقطع العمل. تتميز هذه الشاشة ببساطتها، كما أنها تهدف إلى عرض جميع بيانات البرمجة في صفحة واحدة، مما يجعلها واضحة للوهلة الأولى.
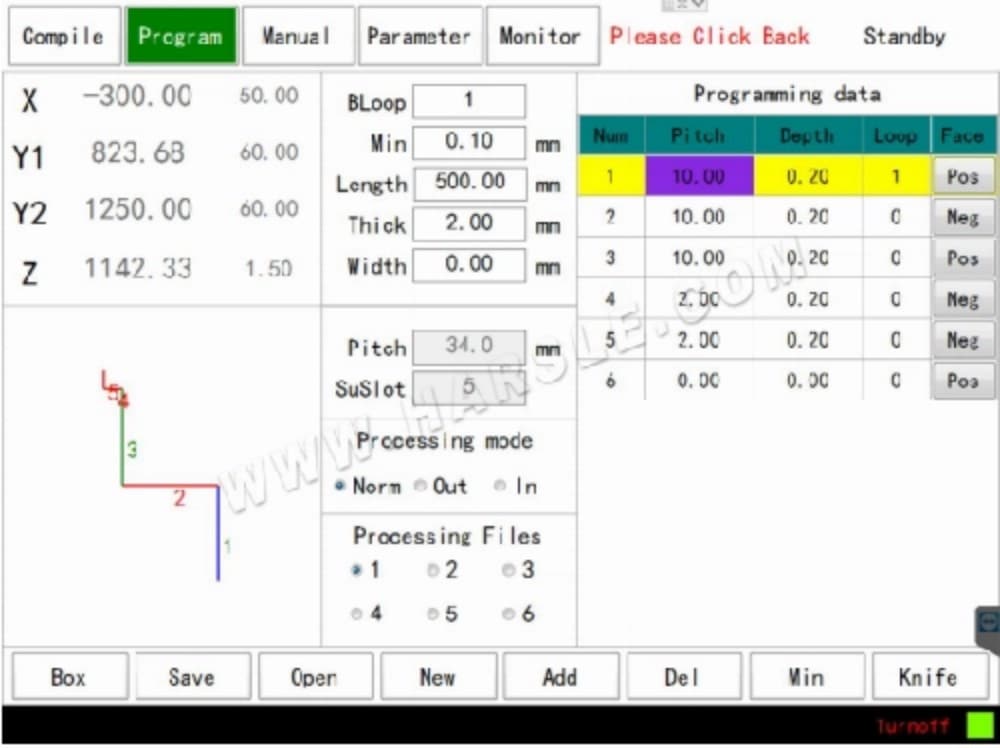
الطول: حدد طول قطعة العمل المراد معالجتها
العرض: اضبط عرض قطعة العمل المراد معالجتها. عرض اللوحة أكبر من 0. يبدأ حساب مسافة الفتحة من عرض اللوحة، وتُترك المادة الزائدة عند قدم الضغط. يُضبط عرض اللوحة على 0، ويبدأ الحساب المقابل من حافة قدم الضغط، وتُترك المادة الزائدة على الجانب الآخر.
السُمك: اضبط سُمك قطعة العمل المراد معالجتها. الحد الأدنى: عمق أخدود خط الوسم. عندما يكون عمق أخدود الخط الحالي أقل من عمق السلك الصغير، فسيتم عرضه تلقائيًا باللون الرمادي. تنتهي مجموعة الدوران الفردية بالسلك الصغير.
BLoop: أوقات دورة جميع العمليات
الملعب: عرض الحد الأقصى لعرض اللوحة المقابل لبيانات الإدخال الحالية
SuSlot: العدد الإجمالي للفتحات
معالجة الملفات: تم حجز ست مجموعات من الملفات المؤقتة. يمكن للعملاء إدخال البيانات التالية المراد معالجتها أو تخزين بيانات المعالجة المشتركة أثناء تشغيل الجهاز، مما يُسهّل الاتصال المباشر.
وضع المعالجة: القياسي، المسطرة الخارجية والمسطرة الداخلية
⑴الوضع القياسي لا يأخذ في الاعتبار سمك اللوحة، وبيانات الإدخال هي البيانات المعالجة
⑵وضع المقياس الخارجي هو أن العميل يدخل البيانات وفقًا للبعد الخارجي، وسوف يقوم النظام تلقائيًا بخصم البعد الإضافي عند التشغيل
⑶وضع المقياس الداخلي هو أن العميل يدخل البيانات وفقًا للحجم الداخلي، وسوف يضيف النظام تلقائيًا حجمًا صغيرًا عند التشغيل
الملعب: مسافة الفتحة هي البيانات النسبية، والتي تمثل المسافة النسبية بين فتحتين
العمق: عمق الأخدود الحالي الذي سيتم تخطيطه
الحلقة: عدد الأخاديد التي لها نفس المسافة ونفس عمق الأخدود المطلوب تسويته. يمكن ضبطها أيضًا على 0. عدد الحلقات في الصف الحالي مُعدّل ليكون غير صفري. عند ضبط عدد الحلقات تحته على 0، سيتم تنفيذها كمجموعة حلقات إجمالية. عدد الحلقات الإجمالي هو عدد الحلقات في الصف العلوي غير الصفري.
الوجه: يمكن أن يكون الأخدود المراد تسويته أماميًا أو خلفيًا. يمكن للعميل اختيار هذا الجزء. بعد التحويل إلى التشغيل التلقائي، يتم تنفيذ البيانات الأمامية أولًا، ثم البيانات الخلفية، لتحقيق برمجة لمرة واحدة ومعالجة شاملة.
انقر فوق "الملعب" و"العمق" وستظهر نافذة الاستبدال، ويمكن تغيير البيانات على دفعات
حفظ: انقر على "حفظ" لفتح نافذة الحفظ، حيث يمكنك حفظ اسم جزء البيانات الحالي. يدعم حفظ الأسماء الصينية.
فتح: انقر على "فتح" للانتقال إلى دليل الاتصال. يمكنك تحديد البيانات المطلوب استدعاؤها. البحث بالاسم متاح.
جديد: مسح البيانات الداخلية للجدول الحالي
إضافة: بعد تحديد صف، ستظهر خلفية الصف الحالي باللون الأصفر. بالنقر على "إدراج صف"، سيتم إدراج بيانات الصف الحالي ونسخها أسفله، ثم ستنتقل بيانات الصف تلقائيًا إلى الأسفل.
حذف: بعد تحديد صف، ستظهر خلفية الصف الحالي باللون الأصفر. انقر على "حذف الصف" لحذف الصف الحالي، وستنتقل بيانات الصفوف التالية تلقائيًا إلى الأعلى.
السكين: انقر فوق معلمة السكين للدخول إلى شاشة إعداد معلمة السكين
الحد الأدنى: انقر فوق السلك الصغير عند عمق الأخدود، وسيتم إدخال قيمة السلك الصغير المحددة تلقائيًا
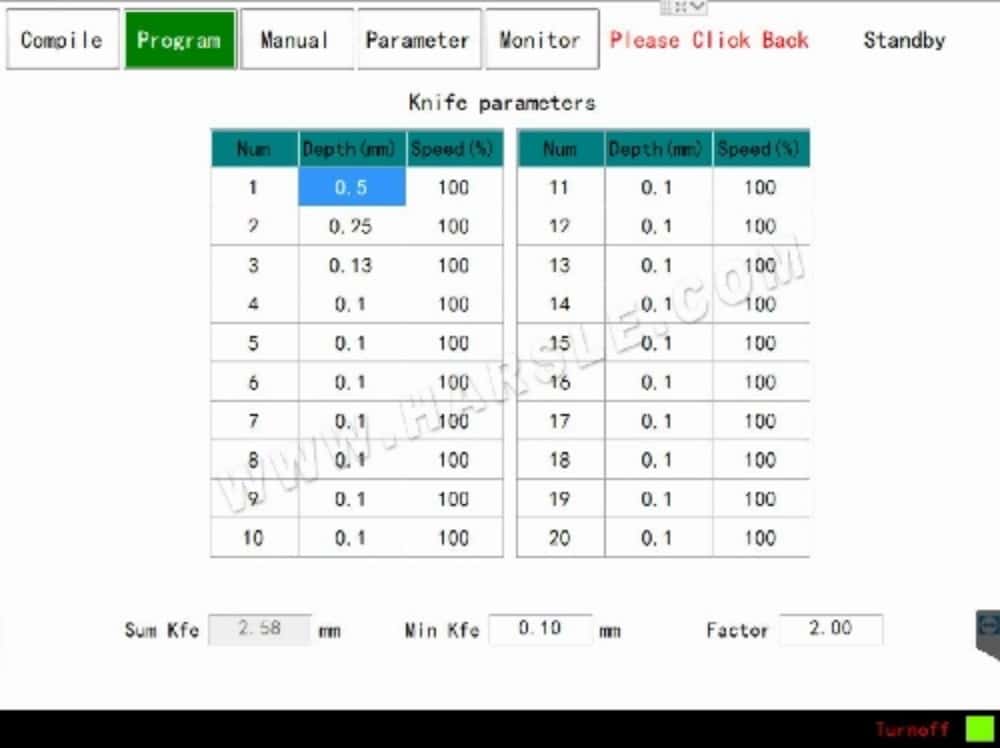
2.2 شاشة معلمات الأداة
يُحدِّد العميل شاشة معلمات القاطع وفقًا لمتطلبات العملية. يُحدِّث النظام جميع معلمات القاطع تلقائيًا وفقًا لعامل التقسيم والحد الأدنى لعمق القاطع بعد تغيير البيانات في الصف الأول. يُمكن للأخدود تسوية ما يصل إلى 20 قاطعًا.
2.3 تجميع الشاشة
شاشة التجميع هي شاشة تجميع بيانات الإدخال التلقائي إلى بيانات التشغيل الفعلية للجهاز. في حال وجود خطأ في البيانات المدخلة، سيتم تخطي شاشة البرمجة تلقائيًا وعرض معلومات الخطأ.
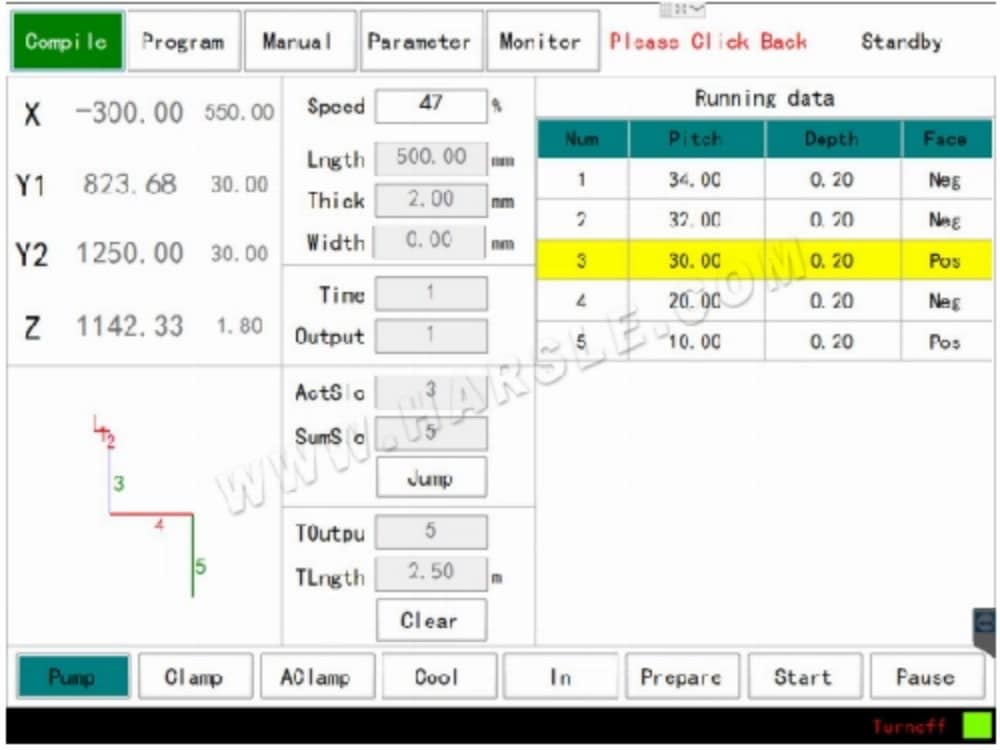
الطول والعرض والسمك هي البيانات المدخلة في شاشة الإدخال التلقائي
السرعة: حدد عجلة التحكم في السرعة لتغيير سرعة التشغيل الحالية، الحد الأدنى هو 0، والحد الأقصى هو 100
عدد مرات تسوية الأخدود الحالي. يظهر عدد مرات التسوية في الأمام، والعدد الإجمالي في الخلف.
عدد الفتحات: عدد الفتحات المعروضة في الأمام هو العدد الحالي، والعدد المعروض في الخلف هو العدد الإجمالي. انقر للانتقال من النافذة. يمكنك إدخال رقم الفتحة للانتقال.
النتيجة: يظهر عدد الفتحات المتراكمة في الأمام، وعدد العدادات المتراكمة في الخلف. انقر على "مسح" لمسح الفتحات المتراكمة والعدادات المتراكمة.
في وضع الاستعداد، انقر فوق الخط، لون خلفية الخط هو الأصفر، وسيبدأ الخط الحالي في التشغيل عند تشغيل المضخة والمشبك والقابل للتحريك
AClamp: فتح وإغلاق في وضع الاستعداد
التبريد: يمكن تشغيله وإيقافه في أي وقت. رشّ سائل التبريد يحدث أثناء تحرك الآلة.
في: انقر فوق تغيير الأداة، ويتحرك حامل الأداة إلى موضع تغيير الأداة المحدد
التحضير: انقر فوق التحضير، ينتقل المحور Y إلى الموضع المراد معالجته ويتوقف، ويؤكد المستخدم ما إذا كان الموضع الفعلي صحيحًا. البدء: انقر فوق البدء، وسوف تعمل الآلة تلقائيًا وتطالب في عمود الخطأ التالي إذا كان هناك أي خطأ.
الإيقاف المؤقت: انقر فوق "إيقاف"، تتوقف الماكينة، بعد تأخير لمدة ثانية واحدة، يرتفع المحور Z إلى موضع البداية، ويعود المحور X إلى موضع البداية
2.4الوضع اليدوي
يُستخدم الوضع اليدوي لتصحيح أخطاء الجهاز. في هذه الشاشة، يُمكن إرجاع كل محور يدويًا إلى وضعه الأصلي.
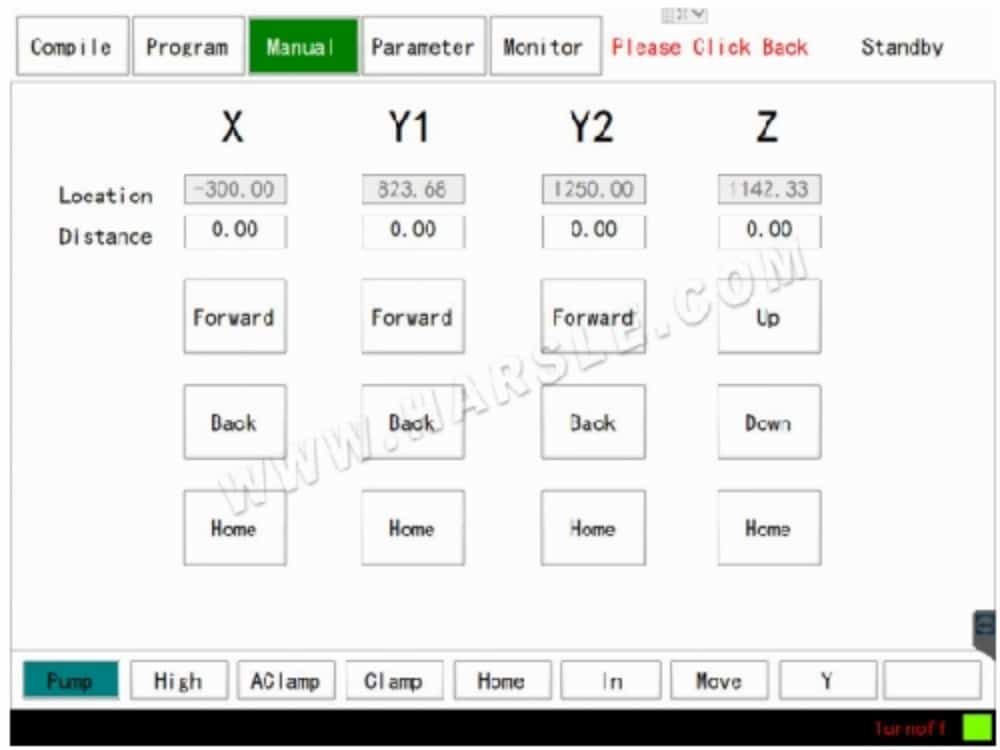
وظيفة وتشغيل المضخة، AClamp، Clamp، Home، IN هي نفسها وظيفة وتشغيل compole
عالي: تحت نقطة السرعة العالية، يدوي للأمام والخلف بسرعة عالية
Y: الارتباط y أسفل النقطة، عندما يتحرك المحور Y1 أو المحور Y2 يدويًا، فإن المحور الآخر سيتبع الحركة
التحرك: انقر فوق إجراء واحد، وتصبح وظيفة الأزرار اليدوية للأمام والخلف مسافة إجراء واحد للأمام والخلف
2.5 شاشة المعلمات
تتضمن شاشة المعلمات المعلمة الأساسية والمعلمة المتقدمة ومعلمة التعويض ومفتاح اللغة الصينية والإنجليزية وشاشة التكوين
2.5.1 المعلمات الأساسية
من بين المعايير الأساسية هي تلك التي سيقوم العميل بتغييرها بشكل متكرر ولن تعمل الماكينة بشكل طبيعي بسبب التغييرات غير السليمة
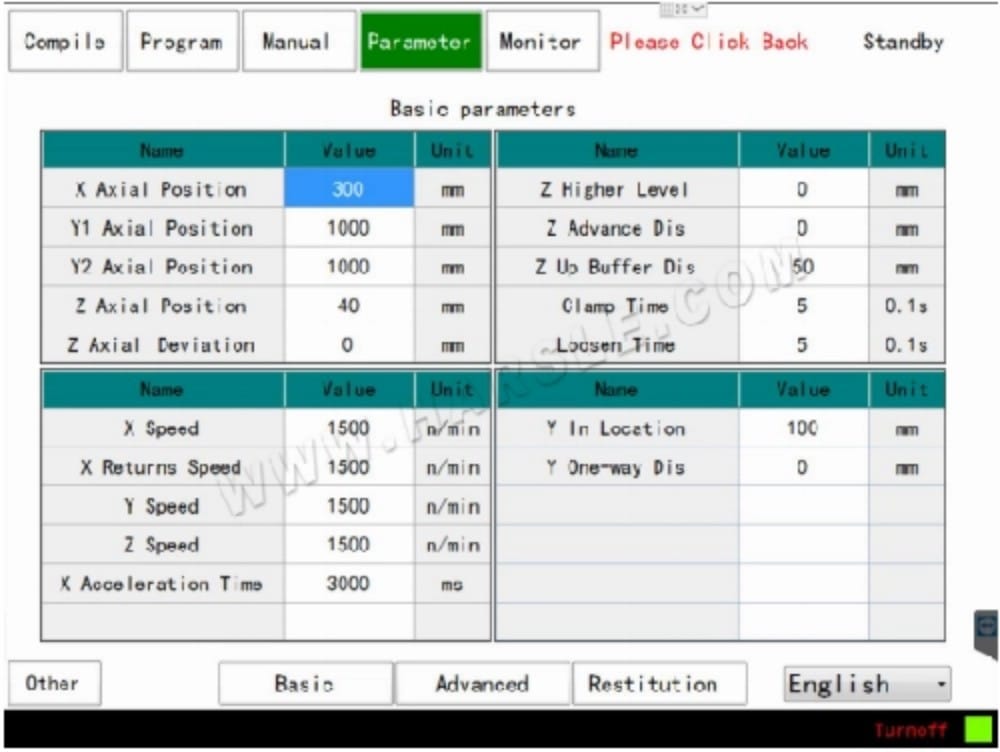
تعيين موضع أصل المحور X: يكون موضع المرجع للمحور X في موضع جميع أسطح العمل العلوية لحامل الأداة
ضبط موضع الأصل لمحور Y1: موضع المرجع لمحور Y1 هو موضع المشبك المثبت
تعيين موضع أصل المحور Y2: نفس موضع المرجع للمحور Y1
تعيين موضع الأصل للمحور Z: موضع المرجع للمحور Z موجود على الجدول
ضبط سرعة حفر المحور X: السرعة التي يتحرك بها المحور X للأمام تلقائيًا
ضبط سرعة العودة للمحور X: سرعة العودة التلقائية للمحور X
تعيين ارتفاع ارتفاع المحور z: تعيين موضع ارتفاع المحور z أثناء الحفر التلقائي، وهو بشكل عام نفس "تعيين موضع أصل المحور z"
تعيين مسافة التقدم الأقل لمحور Z: تعيين مسافة القطع أمام محور Z عند عودة محور x ملاحظة: كلما كانت هذه المعلمة أكبر، كان القطع قبل محور Z مبكرًا
زمن تثبيت المشبك المتحرك: زمن تثبيت المشبك المتحرك. لا يمكن تحريك المحور السيني إلا بعد تثبيت المشبك المتحرك.
زمن تحرير المشبك المتحرك: زمن تحرير المشبك المتحرك. لا يمكن تحريك المحور الصادي إلا بعد تحرير المشبك المتحرك.
تعيين موضع تغيير أداة المحور Y: يتوافق زر تغيير الأداة في الوضع اليدوي والتشغيل التلقائي مع موضع حركة المحور Y
ضبط مسافة التموضع أحادي الاتجاه: يمكن للتموضع أحادي الاتجاه أن يلغي الخلوص العكسي للماكينة، ويجب أن تكون مسافة التموضع أحادي الاتجاه أكبر من الخلوص الميكانيكي المحتمل
تحديد المواقع أحادي الاتجاه: اضبط 0 لتعطيل تحديد المواقع أحادي الاتجاه، واضبط 1 لتمكين تحديد المواقع أحادي الاتجاه
2.5.2 المعلمات المتقدمة
ترتبط المعلمات الموجودة في المعلمات المتقدمة بدقة التشغيل وسلاسة الماكينة، وبالتالي فإن السلطة أعلى من المعلمات الأساسية، ويُحظر على غير المحترفين تعديلها
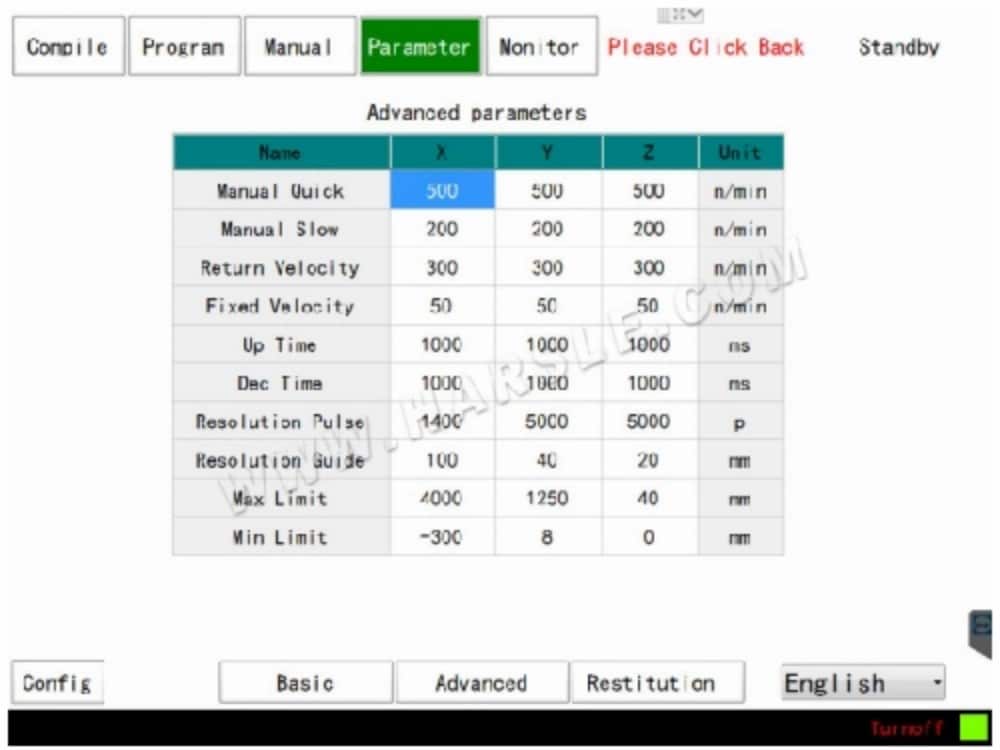
التشغيل اليدوي السريع: في التشغيل اليدوي، عند تحديد السرعة العالية، سيتم تنفيذ التشغيل اليدوي للأمام والخلف بسرعة يدوية سريعة
السرعة البطيئة اليدوية: في التشغيل اليدوي، لا يتم تحديد السرعة العالية، ويتم التشغيل اليدوي للأمام والخلف بسرعة بطيئة يدوية
سرعة العودة إلى الأصل: عندما يعود المحور إلى الأصل، تكون السرعة التي يقترب بها المحور من الأصل
سرعة الأصل الثابتة: عندما يعود المحور إلى الموضع الأصلي، تكون سرعة المحور الذي يغادر الأصل في الاتجاه المعاكس بعد لمس مفتاح الأصل
زمن التسارع: الفترة من السرعة ٠ إلى السرعة المحددة. كلما زادت هذه القيمة، زادت مسافة التسارع، وأصبح التسارع المقابل أكثر سلاسة.
زمن التباطؤ: هو الوقت الذي يستغرقه المحور للتقليل من السرعة المحددة إلى السرعة 0. كلما كان الضبط أكبر، كلما كانت مسافة التباطؤ أكبر، وكان التباطؤ المقابل أكثر سلاسة
دقة النبضة: عدد النبضات لدورة واحدة للعمود، يتم تحديدها بواسطة معلمات محرك المؤازرة
دقة الرصاص: المسافة المقابلة لدورة واحدة من العمود، والتي يتم تحديدها من خلال المعلمات الميكانيكية
الحد الأقصى للضعف: الحد الأقصى للموضع الذي يمكن أن يتحرك إليه العمود
الحد الأدنى للضعف: الحد الأدنى للموضع الذي يمكن أن يتحرك إليه العمود
2.5.3 واجهة التكوين
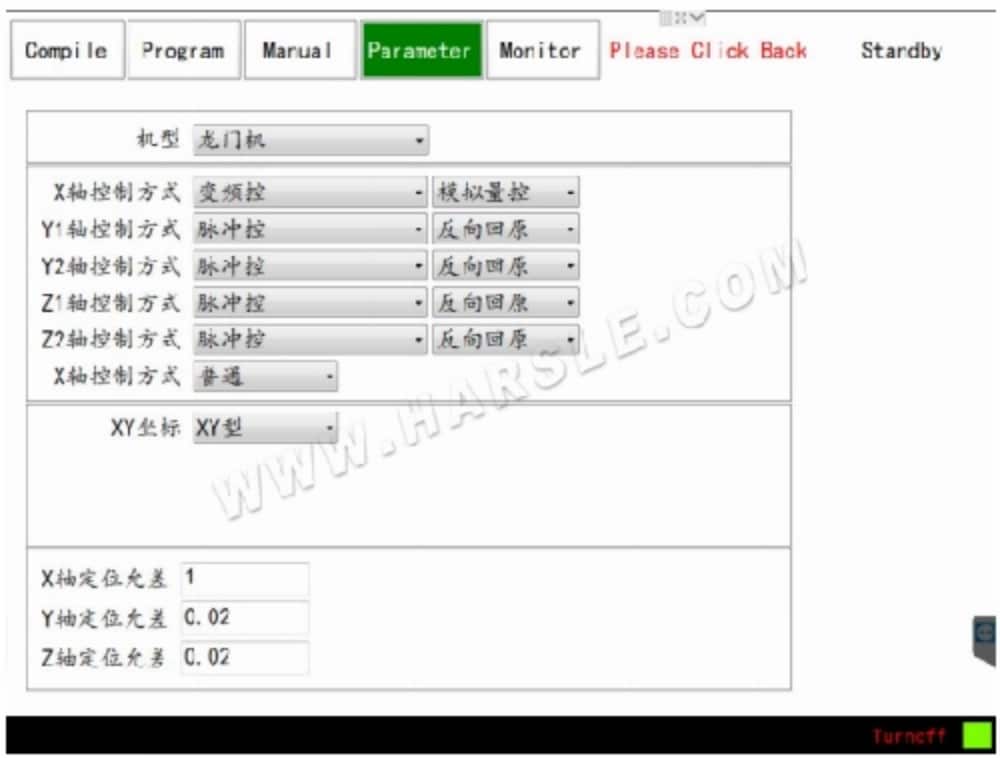
يمكن للعميل اختيار النموذج والتكوين وفقًا للأجهزة المختلفة في هذه الواجهة.
2.5.4 معلمات التعويض
معامل التعويض هو تعويض منصة العمل. قد يحدث تشوه طفيف في الرف بعد فترة طويلة. يمكن لمعامل التعويض تعويض تشوه الرف من خلال النظام.

افتراضيًا، يبدأ من الموضع 0. يمثل الموضع المُدخل في السطر الأول المسافة من 0 إلى موضع الإدخال الحالي. قيمة التعويض هي قيمة التعويض المُدخلة بعد السطر الأول. يمثل الموضع المُدخل في السطر الثاني المسافة من موضع الإدخال في السطر الأول إلى موضع الإدخال الحالي. قيمة التعويض هي قيمة التعويض المُدخلة بعد السطر الحالي.
3. موجه الحالة
الحالة: حالة التشغيل، حالة البيانات، معلومات الخطأ
3.1 حالة التشغيل
الاستعداد: الجهاز الحالي في حالة ثابتة دون أي أمر
البدء: تعمل الماكينة تلقائيًا وفقًا لبيانات الإدخال
التوقف: اضغط على زر التوقف، تتوقف الماكينة أولاً، ثم تعود إلى الوضع الأولي
إيقاف الطوارئ: اضغط على زر إيقاف الطوارئ لإيقاف الماكينة تمامًا
3.2 حالة البيانات
البيانات فارغة: لم يتم إدخال بيانات البرمجة
المسافة الإجمالية للفتحة كبيرة جدًا: لا يمكن أن يكون عرض اللوحة المتراكم بواسطة بيانات الإدخال أكبر من الحد الأقصى لمحور Y
الفتحة الأولى صغيرة جدًا: لا يمكن أن تكون مسافة الفتحة في خط الإدخال الأول أقل من الحد الأدنى لمحور Y
عمق الأخدود أكبر من العمق الإجمالي: لا يمكن أن يكون عمق الأخدود للصف الحالي أكبر من العمق الإجمالي
ضبط عمق الأخدود كبير جدًا: لا يمكن أن يكون عمق الأخدود قبل تقليل سمك اللوحة أقل من الحد الأدنى لمحور Z
3.3 معلومات الخطأ
إيقاف الطوارئ: لا يتم سحب زر إيقاف الطوارئ لأعلى، ويتم مسح معلومات الخطأ بعد السحب لأعلى
يرجى الضغط على زر واحد للعودة إلى الأصل: بعد إيقاف تشغيل النظام وإعادة تشغيله، سيطلب منك الضغط على زر واحد للعودة إلى الأصل، وتشغيل مضخة الزيت، والنقر فوق زر واحد للعودة إلى الأصل في التشغيل التلقائي أو التشغيل اليدوي، وسيتم مسح معلومات الخطأ بعد الضغط على زر واحد للعودة إلى الأصل
عطل مضخة الزيت: عطل مرحل حراري لمضخة الزيت، تحقق مما إذا كان عطل محرك مضخة الزيت أو عطل مرحل حراري، امسح معلومات العطل بعد فصل مرحل حراري
خطأ في مصدر المحور السيني: عندما يكون الموضع الحالي للمحور السيني أكبر من 10 مم، تُصادف إشارة مصدر المحور السيني، وسيُطلب منك تحديد هذا الخطأ. تحقق مما إذا كان مفتاح مصدر المحور السيني يُظهر خطأً أو أن عدد المُشفِّر غير صحيح، ثم اضغط على زر الإيقاف لمسح معلومات الخطأ.
فصل ترميز المحور x: تم الكشف عن فشل الترميز في العد بشكل طبيعي، تحقق مما إذا كانت القيمة الحالية للمحور x طبيعية على الشاشة اليدوية، واضغط على مفتاح الإيقاف لمسح معلومات الخطأ
عكس مشفر المحور x: تم الكشف عن أن اتجاه العد للمشفر غير متوافق مع اتجاه التشغيل، قم بتوصيل a وB للمشفر بشكل عكسي، واضغط على مفتاح الإيقاف لمسح معلومات الخطأ
اتصال HMI غير طبيعي: يتم فقدان بيانات الاتصال.
تحقق من سلامة خط الاتصال بين الكمبيوتر العلوي ووحدة التحكم السفلية. اضغط على زر الإيقاف لمسح معلومات العطل.
عطل العمود: تحقق من رمز معلومات العطل الخاص بمحرك العمود.
وفقًا لحل مشكلة محرك العمود، اضغط على زر الإيقاف لتصحيح عطل محرك العمود. في حال عدم وجود عطل، سيتم تصحيح معلومات العطل.
عطل في اتصال العمود: يتم التحكم في عمود هذا النظام عن طريق الاتصال. في حال عدم استقبال وحدة التحكم لإشارة العمود، ستُبلغ عن عطل في الاتصال. تحقق
تأكد من سلامة خط الاتصال وضبط معلمات العمود. بعد عودة الاتصال إلى طبيعته، سيتم مسح معلومات العطل.
حد العمود: عندما يكون الموضع الحالي للعمود أقل من الحد الأدنى في معلمات النظام، يُطلب تحديد الحد الأدنى للعمود. عندما يكون أكبر من الحد الأقصى، يُطلب تحديد الحد الأقصى للعمود. تحقق.
إذا كان الموضع المحدد يتجاوز الحد المسموح به. بعد أن يكون الموضع الحالي ضمن الحد المسموح به، سيتم مسح معلومات الخطأ.
Ⅸ الالتزام بخدمة ما بعد البيع
بالنسبة لخدمة المبيعات، تقسم شركتنا إلى ثلاثة أجزاء: ما قبل البيع، أثناء البيع وما بعد البيع، التزامنا بالخدمة: ضمان لمدة عام وخدمة مدى الحياة.
⒈ خدمة ما قبل البيع
شركتنا مسؤولة عن تزويد المستخدمين بتحليل الجدوى وخطة تكوين المعدات الموثوقة قبل البيع، وتوفير حلول معقولة ومناسبة وفقًا للموقف المحدد للمستخدمين، والقيام بعمل جيد كمستشار مشتريات للعملاء.
⒉الخدمة في البيع
المورد مسؤول عن تركيب المعدات وتشغيلها، بينما يوفر المشتري الرافعات والأدوات العامة. تصحيح أخطاء وتدريب موظفي التشغيل والصيانة لدى المورد. تقديم الدعم الفني والتدريب التقني للمستخدمين وفقًا لاحتياجاتهم، والتواصل معهم في الوقت المناسب أثناء عملية الإنتاج، وضمان قدرة المشغلين على التشغيل والصيانة باستقلالية ومهارة قدر الإمكان.
⒊ خدمة ما بعد البيع
شركتنا مسؤولة عن تقديم الخدمات للمستخدمين خلال فترة الضمان وخارجها. خلال خدمة ما بعد البيع الأولى، يجب على موظفي التشغيل (الصيانة) إجراء توقيع تأكيد المستخدم على ورقة تركيب وتشغيل المعدات وتوقيع تأكيد المستخدم لمشغل المعدات على ورقة تدريب المعدات. في الخدمة المستقبلية، يجب أن يكون لدى موظفي التشغيل (الصيانة) تقرير مكتوب عن التشغيل أو الصيانة في كل مرة، وسيتم الاحتفاظ بجميع البيانات كملفات العميل للسجل. بالنسبة للمستخدمين بعد فترة الضمان، توفر شركتنا أيضًا خدمة ما بعد البيع في الوقت المناسب وعالية الجودة، وتضمن توفير قطع الغيار وقطع الغيار المستهلكة، وتجمع التكلفة بشكل مناسب لضمان الاستخدام العادي للمستخدمين.
يتولى فنيو التشغيل وموظفو خدمة ما بعد البيع في الشركة عملية تشغيل وصيانة المعدات. وتُعتمد إرشادات الأعضاء. في حال احتياج العملاء إلى دعم فني، يُرجى التواصل مع قسمنا الفني في الوقت المناسب.