








Was ist die Krönung einer Abkantpresse?
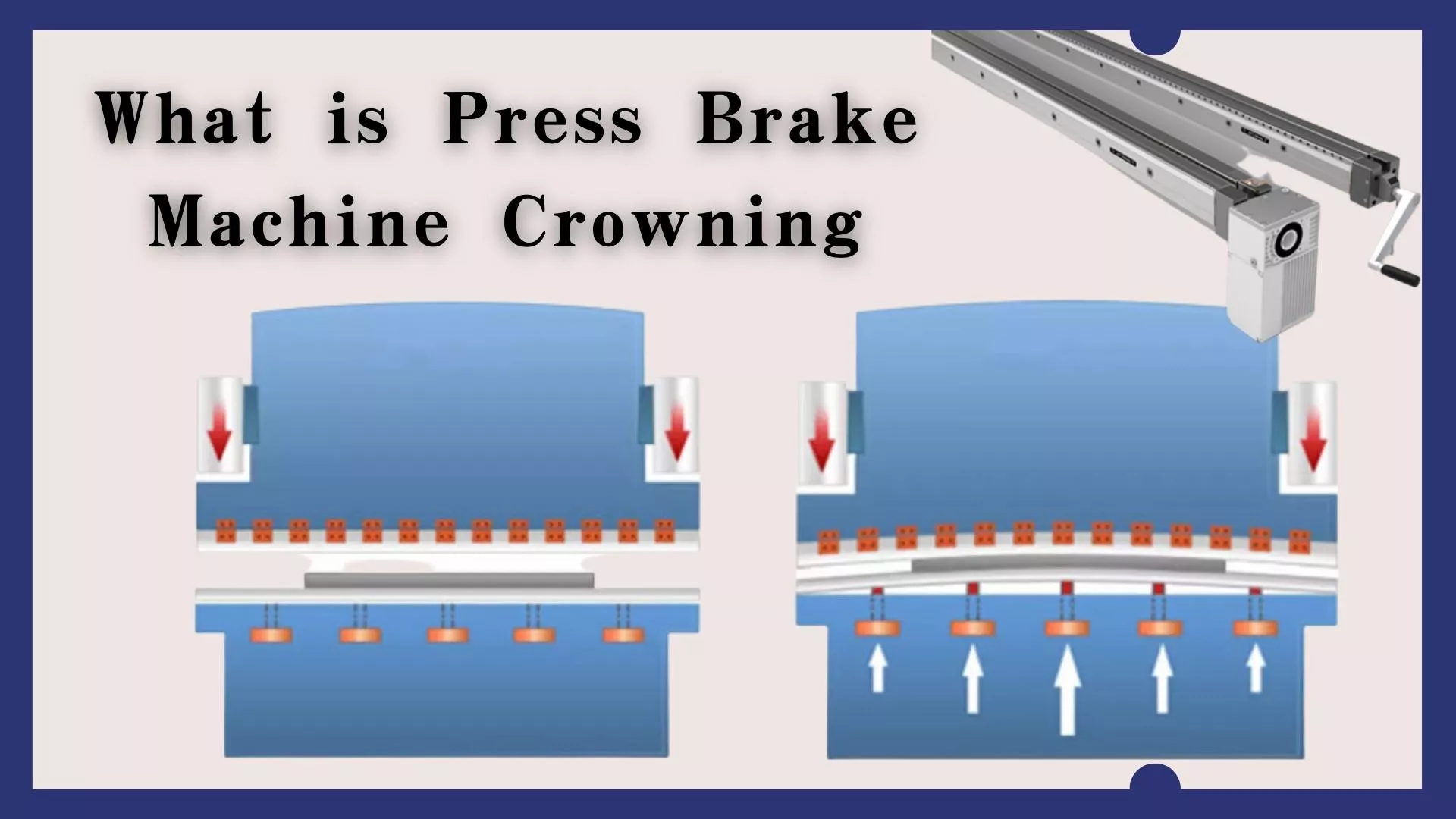
Einführung in die Krönung der Abkantpresse:
Abkantpresse Die Abkantpresse ist eine Maschine, die in der Metallverarbeitung zum Biegen und Formen von Blechen eingesetzt wird. Sie besteht aus einem Bett, einem Stößel und einer Matrize, die Druck auf das Blech ausüben und die gewünschte Form erzeugen. Eine der wichtigsten Komponenten einer Abkantpresse ist die Matrize, die die endgültige Form der Biegung bestimmt.
Allerdings verbiegt sich die Matrize unter Belastung, was zu Ungenauigkeiten im Endprodukt führen kann. Um dem entgegenzuwirken, sind viele Abkantpressen mit Bombiersystemen ausgestattet, die die Durchbiegung der Matrize kompensieren. In diesem Artikel erfahren Sie, was Bombierung an Abkantpressen ist, warum sie wichtig ist und wie sie funktioniert.

Was ist die Krönung einer Abkantpresse?
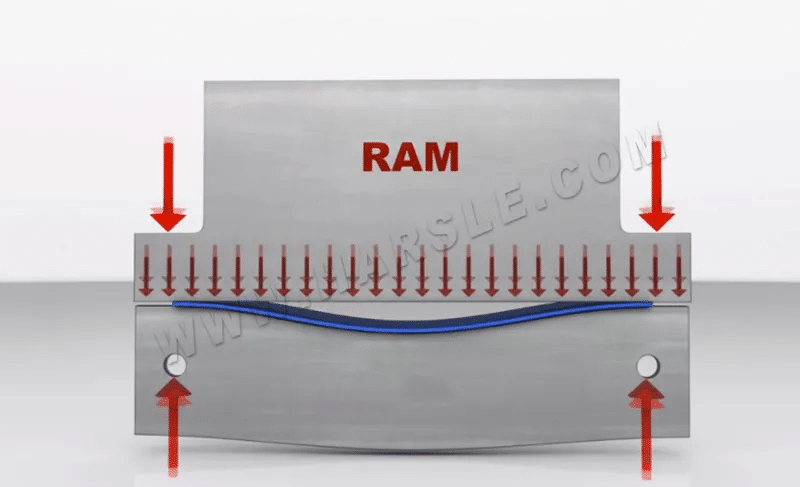
Abkantpressenbombierung Bezeichnet den Vorgang, die Form des Bettes einer Abkantpresse anzupassen, um die durch die Blechlast verursachte Durchbiegung der Matrize auszugleichen. Die Bombierung ist notwendig, da die Matrize beim Biegen durch die Krafteinwirkung auf das Blech zur Durchbiegung neigt und der Biegewinkel dadurch vom vom Bediener vorgegebenen Winkel abweicht. Bombierung trägt dazu bei, dass das Endprodukt präzise ist und den gewünschten Spezifikationen entspricht.
Die Krönung kann auf verschiedene Arten erfolgen, abhängig von der Konstruktion des AbkantpresseEine gängige Methode ist die Verwendung von Hydraulikzylindern, um die Position des Betts relativ zur Matrize anzupassen. Dies ermöglicht dem Bediener, die Form des Betts zu optimieren und so die Durchbiegung der Matrize auszugleichen. Andere Methoden umfassen die Verwendung von Unterlegscheiben oder Keilen zur Anpassung der Position von Matrize oder Bett oder die Verwendung eines CNC-Systems zur automatischen Anpassung der Bombierung basierend auf Dicke und Art des zu biegenden Materials.
Warum ist die Krönung einer Abkantpresse wichtig?
Die Bombierung der Abkantpresse ist wichtig, da sie dazu beiträgt, die Genauigkeit des Endprodukts zu gewährleisten und die gewünschten Spezifikationen zu erfüllen. Ohne Bombierung kann die Durchbiegung der Matrize zu Ungenauigkeiten im Biegewinkel führen, was in vielen Anwendungen nicht akzeptabel ist. Darüber hinaus kann die Durchbiegung der Matrize dazu führen, dass der Biegeradius vom angegebenen Wert abweicht. Dies kann dazu führen, dass Teile nicht richtig zusammenpassen oder die Maßanforderungen nicht erfüllen.
Ungenauigkeiten im Endprodukt können zudem zu erhöhten Ausschussraten und Nacharbeiten führen, die kostspielig und zeitaufwändig sein können. Durch den Einsatz von Bombierung zum Ausgleich der Durchbiegung der Matrize können Hersteller die Anzahl der Ausschussteile reduzieren und die Gesamtqualität des Produkts verbessern.
Wie funktioniert die Krönung einer Abkantpresse?
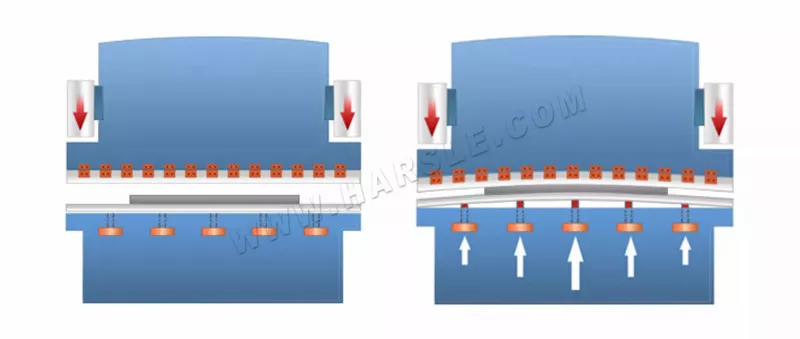
Unter Abkantballigkeit versteht man das Anbringen einer leichten Wölbung am Bett einer Abkantpresse. Dies geschieht, um die natürliche Durchbiegung auszugleichen, die entsteht, wenn die Maschine beim Biegen Kraft auf das Werkstück ausübt. Durch die Balligkeit wird sichergestellt, dass das Werkstück über seine gesamte Länge gleichmäßig gebogen wird und nicht nur an den Enden, wo die Maschine die größte Kraft ausübt.
Der Bombierungsprozess umfasst typischerweise eine Reihe hydraulischer oder mechanischer Anpassungen am Bett der Abkantpresse. Dazu können Unterlegscheiben oder die Höhenverstellung einzelner Bettabschnitte gehören, um eine leichte Krümmung zu erzeugen. Der erforderliche Bombierungsgrad hängt von Faktoren wie der Dicke und Art des zu biegenden Materials sowie der Länge des Werkstücks ab.

Sobald das Abkantbett gewölbt ist, kann der Bediener die Position des Stößels anpassen, um sicherzustellen, dass die Kraft beim Biegen gleichmäßig auf das Werkstück verteilt wird. Dies hilft, Fehler wie Verbiegungen, Verdrehungen oder ungleichmäßige Dicke zu vermeiden, die auftreten können, wenn auf einen Abschnitt des Werkstücks übermäßige Kraft ausgeübt wird.
Insgesamt ist das Bombieren der Abkantpresse ein wichtiger Prozess, um konsistente und genaue Biegeergebnisse zu gewährleisten, insbesondere bei dickeren oder längeren Werkstücken.