








Biegeprobleme bei Abkantpressen

Biegeprobleme an Abkantpressen können die Effizienz von Blechbearbeitungsprozessen, bei denen präzises Biegen in verschiedene Formen entscheidend ist, erheblich beeinträchtigen. Obwohl Abkantpressen hocheffiziente Maschinen sind, stehen Bediener häufig vor Herausforderungen, die die Produktivität beeinträchtigen und die Genauigkeit reduzieren können. Einblicke in diese häufigen Biegeprobleme und ihre praktischen Lösungen gewährleisten reibungslose Abläufe und gleichbleibend hochwertige Ergebnisse bei der Metallbearbeitung. In diesem Blogbeitrag beleuchte ich die häufigsten Biegeprobleme an Abkantpressen und gebe klare, umsetzbare Tipps zu deren effektiver Lösung.
Biegen Probleme und Lösungen
1.Rückfederung
Eine der häufigsten Abkantpresse Eine der häufigsten Biegeproblemen ist die Rückfederung. Diese tritt auf, wenn sich das Metall dem Biegen widersetzt und nach dem Lösen des Drucks in seine ursprüngliche Form zurückkehrt. Die Rückfederung ist auf die Elastizität des Materials zurückzuführen und kann das Erreichen präziser Biegewinkel erheblich erschweren. Das Ausmaß der Rückfederung hängt von verschiedenen Faktoren ab, darunter Materialart, Dicke, Biegeradius und Werkzeug.

Lösung:
Um die Rückfederung zu reduzieren, gibt es verschiedene Strategien. Eine Möglichkeit besteht darin, den Biegewinkel leicht zu vergrößern, um den Rückfederungseffekt zu kompensieren. Eine andere Strategie ist die Verwendung eines kleineren Biegeradius, der die elastische Verformung reduziert und die Biegegenauigkeit verbessert. Darüber hinaus können der Einsatz hochwertiger Werkzeuge und die Anpassung der Abkantpresse-Einstellungen ebenfalls zur Reduzierung der Rückfederung beitragen.

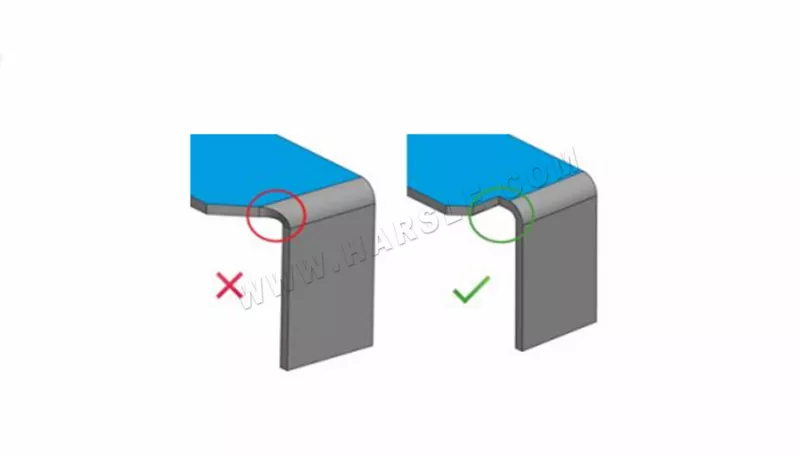
2. Risse und Brüche
Ein weiteres häufiges Problem beim Abkanten ist die Bildung von Rissen oder Brüchen im Material. Dies geschieht, wenn das Material während des Biegevorgangs überbeansprucht wird, was zu strukturellem Versagen führt. Risse und Brüche treten am häufigsten bei spröden Materialien wie Edelstahl oder Aluminium auf, können aber auch bei anderen Materialien auftreten.
Lösung:
Um Rissen und Brüchen vorzubeugen, ist die Wahl der richtigen Werkzeuge und Biegeprozessparameter wichtig. Biegeparameter wie Kraft, Hublänge und Geschwindigkeit sollten sorgfältig abgestimmt werden, um eine Überbeanspruchung des Materials zu vermeiden. Auch die Wahl des richtigen Biegeradius und die korrekte Ausrichtung und Klemmung des Materials tragen zur Vermeidung von Rissen und Brüchen bei.

3. Inkonsistenter Biegewinkel
Inkonsistente Biegewinkel sind ein häufiges Problem beim Abkanten und können dazu führen, dass Teile nicht den erforderlichen Spezifikationen entsprechen. Dieses Problem kann verschiedene Ursachen haben, darunter Schwankungen in der Materialstärke, Werkzeugverschleiß und falsche Biegeparameter.
Lösung:
Um gleichmäßige Biegewinkel zu erzielen, ist es wichtig, dass das Material vor Beginn des Biegeprozesses richtig vorbereitet und ausgerichtet ist. Die Werkzeuge sollten regelmäßig überprüft und bei Bedarf ausgetauscht werden, um ihren einwandfreien Zustand sicherzustellen. Darüber hinaus sollten die Einstellungen der Abkantpresse sorgfältig angepasst werden, um den gewünschten Biegewinkel zu erreichen. Der Biegeprozess sollte genau überwacht werden, um sicherzustellen, dass die Parameter während des gesamten Produktionslaufs konstant bleiben.

4. Ungleichmäßiges Biegen
Ungleichmäßige Biegung entsteht, wenn das Material entlang seiner Länge in unterschiedlichen Winkeln gebogen wird. Dieses Problem kann verschiedene Ursachen haben, darunter unsachgemäßes Spannen, ungleichmäßiger Werkzeugverschleiß und Schwankungen in der Materialstärke.
Lösung:
Um eine gleichmäßige Biegung zu erreichen, ist es wichtig, dass das Material vor Beginn des Biegevorgangs richtig eingespannt und ausgerichtet ist. Die Werkzeuge sollten regelmäßig überprüft und bei Bedarf ausgetauscht werden, um ihren einwandfreien Zustand sicherzustellen. Zusätzlich können die Anpassung der Abkantpresse und die Verwendung geeigneter Werkzeuge zu einer gleichmäßigen Biegung beitragen.
5. Oberflächenschäden
Oberflächenschäden sind ein weiteres häufiges Problem beim Abkanten. Sie können auftreten, wenn das Material während des Biegevorgangs zerkratzt, beschädigt oder anderweitig beschädigt wird. Dieses Problem kann verschiedene Ursachen haben, darunter unsachgemäßes Spannen, zu hoher Werkzeugdruck und die falsche Werkzeugauswahl.
Lösung:
Um Oberflächenschäden zu vermeiden, ist es wichtig, sicherzustellen, dass das Material vor Beginn des Biegevorgangs richtig vorbereitet und eingespannt wird.

6. Überbeugen
Überbiegungen treten auf, wenn der Biegewinkel den gewünschten Winkel überschreitet. Dies kann durch falsche Werkzeugeinstellungen oder falsche Programmierung verursacht werden. Überbiegungen können zu Ausschussteilen und höheren Kosten führen.
Lösung:
Um Probleme mit Überbiegungen zu beheben, überprüfen Sie zunächst die Werkzeugkonfiguration. Stellen Sie sicher, dass Ober- und Unterwerkzeug korrekt ausgerichtet sind und die richtigen Werkzeuge verwendet werden. Überprüfen Sie die Programmierung und stellen Sie sicher, dass die Biegewinkel korrekt sind.

7. Unterbiegung
Unterbiegung liegt vor, wenn der Biegewinkel kleiner als der gewünschte Winkel ist. Dies kann durch falsche Werkzeugeinstellung, unzureichende Biegekraft oder falsche Programmierung verursacht werden. Unterbiegung kann zu Teilen führen, die nicht den erforderlichen Spezifikationen entsprechen, und kann zu zusätzlicher Bearbeitungszeit führen.
Lösung:
Um Probleme mit der Unterbiegung zu beheben, überprüfen Sie zunächst die Werkzeugkonfiguration. Stellen Sie sicher, dass Ober- und Unterwerkzeug korrekt ausgerichtet sind und die richtigen Werkzeuge verwendet werden. Überprüfen Sie die Biegekraft und passen Sie sie gegebenenfalls an. Überprüfen Sie die Programmierung und stellen Sie sicher, dass die Biegewinkel korrekt sind.
Abschluss
Biegeprobleme an Abkantpressen können Effizienz, Qualität und Gesamtproduktivität erheblich beeinträchtigen. Das Verständnis der Ursachen und die Umsetzung gezielter Lösungen tragen dazu bei, eine gleichbleibende Leistung und präzise Ergebnisse zu gewährleisten. Die proaktive Wartung Ihrer Abkantpresse und die Befolgung der oben genannten Lösungen reduzieren Ausfallzeiten, senken die Betriebskosten und gewährleisten hochwertige Biegeergebnisse.











