








7 wichtige Lösungen für Biegeprobleme

In meiner Erfahrung mit der Metallverarbeitung bin ich auf verschiedene Biegeprobleme die Produktivität und Qualität beeinträchtigen können. Im Laufe der Jahre habe ich sieben wichtige Lösungen identifiziert, um Biegen Probleme, die zur Prozessoptimierung und Ergebnisverbesserung beitragen können. Das Verständnis dieser Lösungen ermöglichte mir eine effektive Fehlerbehebung und Leistungssteigerung bei Biegevorgängen. In diesem Artikel stelle ich sieben wichtige Lösungen für Biegeprobleme vor und gebe Einblicke, die sowohl Anfängern als auch erfahrenen Profis helfen können, Herausforderungen zu meistern und präzise Biegungen in ihren Projekten zu erzielen.
1. Auf beiden Seiten der Ecke des Blechs nach BiegenDas Metallmaterial ragt durch die Extrusion hervor. Die Breite ist größer als die Originalgröße, und die Größe des Vorsprungs hängt von der Dicke des verwendeten Materials ab. Je dicker das Material, desto größer der Vorsprung. Um dies zu vermeiden, können Sie vorab auf beiden Seiten der Biegelinie einen Halbkreis anfertigen. Der Durchmesser des Halbkreises beträgt vorzugsweise mehr als das 1,5-fache der Materialdicke. Wenn das Kantenmaterial zum Zurückfalten vorgesehen ist, wird dieselbe Methode verwendet.
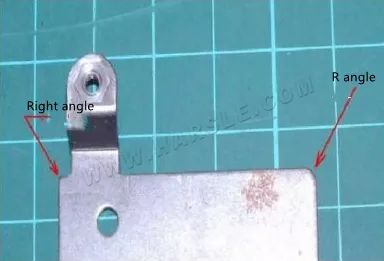
2. Beim Biegen des Blechs ist der innere R-Winkel vorzugsweise größer oder gleich der Hälfte der Materialstärke. Wenn Sie keinen R-Winkel verwenden, verschwindet der rechte Winkel nach mehrmaligem Stanzen allmählich und der R-Winkel bildet sich auf natürliche Weise. Danach ist die Länge des R-Winkels auf einer oder beiden Seiten des R-Winkels etwas länger.

3. Das Blech verformt sich nach dem Biegen unter Krafteinwirkung leicht. Um eine Verformung zu vermeiden, können an der Biegestelle Verstärkungsrippen in einem 45-Grad-Winkel angebracht werden. Die Festigkeit wird erhöht, indem andere Teile nicht beeinträchtigt werden.

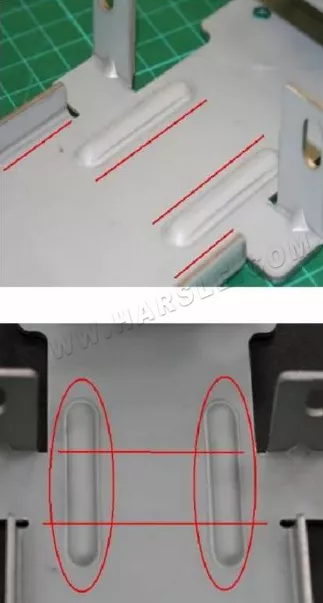
4. Blechteile lassen sich im Allgemeinen nicht so leicht gerade halten, wenn sie lang und schmal sind. Außerdem neigen sie dazu, sich unter Belastung zu verformen. Um die Festigkeit und Geradheit zu erhalten, falten wir daher eine Kante zu einem L oder zwei Kanten zu einer runden Form. Oftmals lassen sich die L- und Rundformen jedoch nicht durchgehend verbinden. Was tun, wenn sie aufgrund bestimmter Faktoren unterbrochen werden? Die richtige Anzahl an Rippen erhöht die Festigkeit.
5. Es ist besser, im Übergang zwischen der ebenen Fläche und der Biegefläche ein schmales Loch zu haben oder den Rand der Öffnung nach dem Biegen zurückzuziehen. Andernfalls entstehen Grate. Die Breite des schmalen Lochs sollte größer als das 1,5-fache der Fleischdicke sein. Vergessen Sie beim Zeichnen nicht, den R-Winkel zu markieren. Die männlichen und weiblichen Formen von rechtwinkligen oder spitzwinkligen Formen können leicht brechen. Das Aufhängen und Schleifen wird in Zukunft zusätzliche Verluste verursachen.

6. Wenn keine besonderen Anforderungen an die Ecke des Blechs im 90-Grad-Winkel bestehen, behandeln Sie sie unbedingt als geeigneten R-Winkel. Denn der rechte Winkel an der Kante des Blechs kann leicht scharfe Spitzen verursachen und den Stab schneiden. Bei der weiblichen Form neigt die rechtwinklige Spitze aufgrund von Spannungskonzentrationen zu Rissen. Die männliche Form kann an der Spitze leicht reißen, sodass die Form repariert werden muss und die Massenproduktion verzögert wird. Selbst wenn sie nicht reißt, bildet sie durch Verschleiß mit der Zeit einen R-Winkel, der zu Graten und Produktfehlern führt.
7. Saum
Er kann in einen einseitigen und einen zweiseitigen Rabatt unterteilt werden. Wenn Genauigkeit erforderlich ist, ist es am besten, den zweiseitigen Rabatt zu verwenden, der eine höhere Genauigkeit aufweist.
Die Höhe der gefalteten Kante sollte vorzugsweise größer als 3 mm sein. (T: 1,0–1,2 mm) Andernfalls wird die Größe aufgrund einer zu kleinen Klemmgröße instabil.

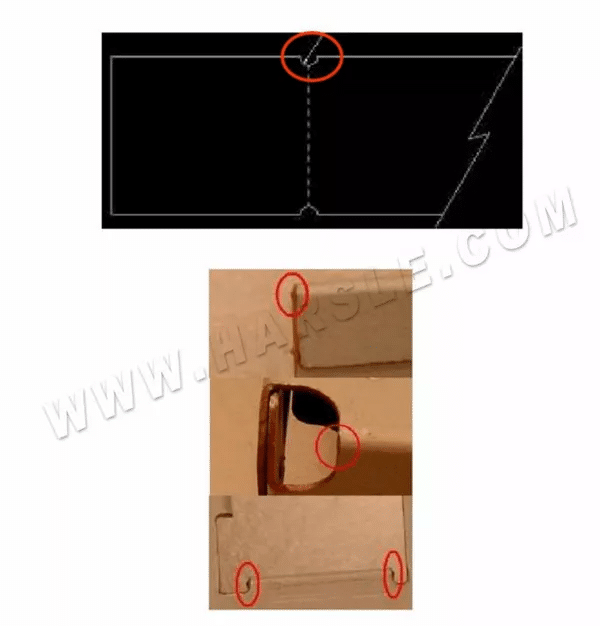
● l Beim Falten der Kante sollten die Teile an der Seitenwand oder die inneren Vorsprünge nicht zu nahe an der Bodenfläche liegen, vorzugsweise mehr als 10 mm. Andernfalls sind die Ecken unter den Vorsprüngen größer als die R-Winkel auf der linken und rechten Seite ohne Patrize. Der R-Winkel ist nicht durchgehend, was das Erscheinungsbild beeinträchtigt. Die Lösung kann darin bestehen, vor dem Biegen eine Vertiefung entsprechender Länge in die Faltlinie zu stanzen, um das Erscheinungsbild zu verbessern.

● l Beim Falten der Kante sollte die Öffnung an der Seitenwand nicht zu nahe an der Bodenfläche liegen, vorzugsweise mehr als 3 mm, da sich die Öffnung sonst durch das Biegen verformt. Die Lösung kann darin bestehen, vor dem Biegen ein Langloch mit einer Länge gleich der Öffnung und der 1,5-fachen Materialstärke an der Faltlinie auszustanzen. Dadurch kann die Verwicklung abgeschnitten werden, ohne das Erscheinungsbild der Öffnung zu beeinträchtigen.

Biegeprobleme stellen in verschiedenen Branchen eine große Herausforderung dar und beeinträchtigen die Leistung und Langlebigkeit von Strukturen und Komponenten. Durch die Implementierung der 7 wichtige Lösungen für BiegeproblemeIngenieure und Konstrukteure können diese Probleme wirksam minimieren, indem sie sorgfältige Materialauswahl, optimiertes Design, Verstärkungstechniken, geeignete Stützsysteme, moderne Fertigungsverfahren, regelmäßige Wartung und die Finite-Elemente-Analyse einsetzen. Diese Strategien gewährleisten nicht nur die strukturelle Integrität, sondern verbessern auch die allgemeine Effizienz und Sicherheit und ermöglichen so robustere und zuverlässigere Anwendungen.











