








Entwurf der Steuerung der Scherwinkeleinstellung durch das Hydrauliksystem einer Guillotine-Schermaschine
In meiner Erfahrung mit Guillotine-Schermaschinen habe ich mich auf die Gestaltung der Steuerung konzentriert Scherwinkeleinstellung durch hydraulische Systeme. Dieser Aspekt ist entscheidend für präzise Schnitte und eine höhere Gesamteffizienz in der Metallverarbeitung. Die Möglichkeit, den Scherwinkel dynamisch anzupassen, ermöglicht mehr Flexibilität bei der Handhabung unterschiedlicher Materialien und Materialstärken. In diesem Artikel gebe ich Einblicke in die Konstruktion, Vorteile und Funktionsweise hydraulischer Systeme zur Scherwinkelanpassung und zeige, wie diese Fortschritte die Leistung in industriellen Anwendungen steigern können.
Übersicht über die Scherwinkeleinstellung

Mit der Entwicklung der chinesischen Fertigungsindustrie. Die Entwicklung von Schermaschinen hat sich zunehmend zur tragenden Säule des Maschinenbaus entwickelt. Universelle Hochleistungs-Schermaschinen werden häufig in der Luftfahrt, der Automobilindustrie, in Landmaschinen, Motoren, Elektrogeräten, Instrumenten, medizinischen Geräten, Haushaltsgeräten, Eisenwaren und anderen Branchen eingesetzt. In den letzten Jahren hat sich mit der Entwicklung der Formen- und Stanztechnik das Anwendungsspektrum von Schermaschinen kontinuierlich erweitert, und die Zahl steigt stetig.
Das Design des Schermaschinensystems ist unterschiedlich. Wenn das System die Änderung des Scherwinkels steuert, ändert sich der Winkel des gesamten Werkzeughalters. Die Änderung des Scherwinkels stellt hohe Anforderungen an die Genauigkeit des Blechmaterials. Die Spezifikationen der Bleche sind für verschiedene Zwecke unterschiedlich.
Hydrauliksystem
Das schematische Diagramm des Hydrauliksystems ist in Abbildung 1 dargestellt.
(1) Leicht drücken. Das Öl aus dem Ölpumpenmotorsatz 1 wird durch das Hauptdruckventil 7 zum Druckaufbau, durch das Patronenventil 8 und das Rückschlagventil 10 in den Nähfuß geleitet. Da das Folgeventil 12 einen bestimmten Folgedruck aufweist, wird der Druckwinkel gesenkt, die obere Kammer des Zylinders wird nicht aufgebaut und der Messerhalter bewegt sich nicht, was zu einer leichten Druckwirkung führt.
(2) Abschaltung. Nach dem Ablassen des Drucks öffnet das Öl das Folgeventil 12, und die obere Kammer des Zylinders baut Druck auf. Das Öl in der unteren Kammer des kleinen Zylinders fließt durch das hydraulische Steuerventil in der unteren Kammer 5. Das Sicherheitsventil in der unteren Kammer 4. Das Rückschlagventil 9 kehrt zum Öltank zurück. Das Öl in der Folgekammer bleibt von der unteren Kammer des großen Zylinders bis zur oberen Kammer des kleinen Zylinders unverändert.
(3) Rücklauf. Nach Abschluss des Schervorgangs wird das Öl von der Ölpumpenmotoreinheit 1 über das Hauptdruckventil 7 und das Unterkammer-Einsteckventil 6 in die untere Kammer des kleinen Zylinders geleitet. Das Öl in der oberen Kammer des großen Zylinders gelangt über das Ölrücklaufventil 13 in die obere Kammer. Das Öl im Presswinkel wird über das Pressfuß-Rücklaufventil 11 in den Tank zurückgeführt.
(4) Der Scherwinkel wird größer. Der Ölpumpenmotorsatz 1 gelangt nach Druckaufbau durch das Umschaltventil 3 der unteren Kammer in die untere Kammer des kleinen Zylinders. Das Öl in der Reihenkammer wird über ein Scherwinkelsteuerventil 2 gesteuert, um das abzudichtende Scherwinkelventil 14 zu steuern. Die große Kammer des Zylinders bleibt unverändert. Der Scherwinkel wird kleiner.
(5) Der Scherwinkel wird kleiner. Der Ölpumpenmotorsatz 1 gelangt nach Druckaufbau über das Umschaltventil 3 der unteren Kammer in die obere Kammer des kleinen Zylinders. Das Öl in der Reihenkammer wird über ein Scherwinkelsteuerventil 2 gesteuert, um das abzudichtende Scherwinkelventil 14 zu steuern. Die große Kammer des Zylinders bleibt unverändert. Der Scherwinkel wird größer.
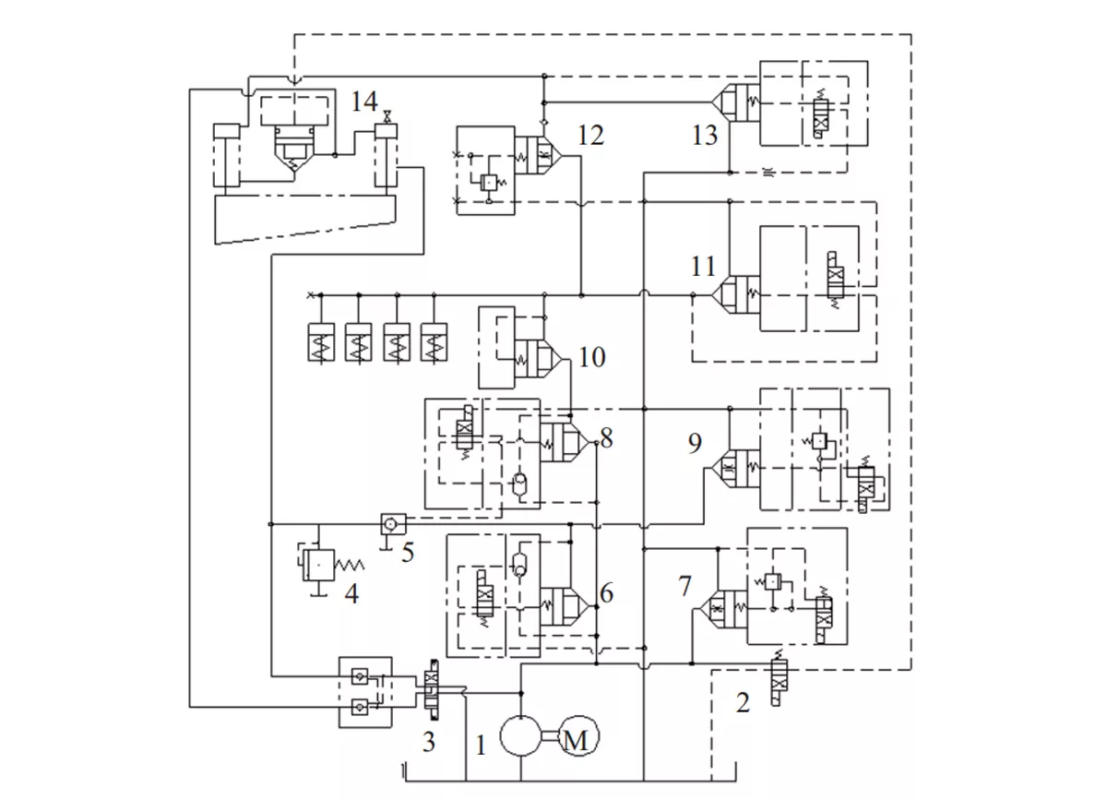
1. Ölpumpenmotoreinheit 2. Scherwinkel-Steuerventil 3. Wegeventil Untere Kammer 4. Sicherheitsventil Untere Kammer 5. Hydraulisches Steuerventil Untere Kammer 6. Patronenventil Untere Kammer 7. Hauptdruckventil 8. Patronenventil 9. Gegendruckventil 10. Einwegventil 11. Fußdruck-Rücklaufventil 12. Folgeventil 13. Ölrücklaufventil Oberer Hohlraum 14. Scherwinkelventil
Die Änderung der Scherwinkeleinstellung des Systems erfolgt über die Einsteckventilsteuerung, um die Werkzeugmaschine bei Scherwinkeländerungen sehr präzise zu verändern. Die herkömmliche Schermaschine nutzt zur Steuerung das Flächenverhältnis zwischen den Ölzylindern. Bei Scherwinkeländerungen kommt es zu unterschiedlich starken Veränderungen. Da die Funktion des Patronenventils dem Schaltelement des Logiksystems ähnelt, ist die Spulenstruktur eine Kegeldichtung, und der Ölweg wird durch die Kegeldichtung unterbrochen, um sie vom herkömmlichen Wegeventil zu unterscheiden.
Ein Patronenventil kann nicht nur verschiedene Aktionsanforderungen eines gewöhnlichen Hydraulikventils erfüllen, sondern weist auch einen geringeren Strömungswiderstand und eine größere Strömungskapazität als ein gewöhnliches Hydraulikventil auf. Es ist schneller, hat eine gute Abdichtung und weniger Leckagen, ist einfach aufgebaut und leicht herzustellen, funktioniert zuverlässig und ist ein Ventil, das vielseitig einsetzbar ist und sich leicht integrieren lässt. Die Anforderungen an eine niedrige Viskosität sind nicht hoch und durch die Verwendung von Patronenventilen werden die Größe und das Gewicht der Installation erheblich reduziert.
Patronenventile und integrierte Systeme stellen als neue Generation der hydraulischen Steuerungstechnologie eine Weiterentwicklung und Ergänzung traditioneller hydraulischer Steuerungskomponenten dar. Sie werden derzeit in zahlreichen Anwendungen im Maschinenbau, der Metallurgie, der chemischen Industrie und der Schifffahrtsindustrie eingesetzt. Dabei kommen verstärkt integrierte Systeme mit Patronenventilen zum Einsatz. Hybride integrierte Systeme, d. h. das Hauptsystem besteht hauptsächlich aus Patronenventilen, während das Hilfssystem herkömmliche Hydraulikventile verwendet.
Durch die Ausnutzung der jeweiligen Vorteile kann ein Patronenventil als steuerbarer hydraulischer Widerstand hinzugefügt oder gesteuert werden. Das Steuersignal ist einstellbar und kann auch durch hydraulische und mechanische Rückmeldesignale des Stellantriebs beeinflusst werden. Es kann nur den Betriebszustand eines Ölkreislaufs steuern: Wenn der Ölkreislauf unterbrochen ist, ist der hydraulische Widerstand unendlich; der Ölkreislauf wird gedrosselt, wenn der Flüssigkeitswiderstand zwischen null und unendlich liegt. Daher
Ein Patronenventil kann nur einen Zweiwegekreislauf bilden.
Zur Änderung der Scherwinkeleinstellung verwendeten wir ein Patronenventil zwischen den Zylinderreihen, das durch ein Wegeventil gesteuert wurde. Die gleichzeitige Steuerung des Ölein- und -ausflusses in die beiden Ölkammern bildet einen Ölrücklaufkreislauf mit Wegeventilsteuerung und bildet ein einziges Hydrauliksystem zur Änderung des Scherwinkels. Keine Auswirkungen auf andere Aktionen. Die Steuerung erfolgt bei Änderung des Scherwinkels. Die Genauigkeit ist hoch, wenn der Scherwinkel geändert wird, und die Genauigkeit beim Schneiden des Blechs wird deutlich erhöht, wodurch die Kundenanforderungen erfüllt werden.
Berechnung hydraulischer Systemkomponenten
(1) Berechnung des Zylinderdrucks
P=S/A=24000/0,00089=27 (Pa)
Wie aus der obigen Formel ersichtlich ist, wird die Festlegung des Druckwerts durch das Vorhandensein einer Last verursacht. Auf der effektiven Arbeitsfläche desselben Kolbens gilt: Je größer die Lastkraft, desto größer der Druck, der zum Überwinden der Lastkraft erforderlich ist.
(2) Strömung zwischen Reihenkammern: Die obere Kammer des großen Zylinders und die untere Kammer des kleinen Zylinders sind in Reihe geschaltet
Q =V/T =π/4D²v ×10³=0,785 ×0,175 ×3,06 ×1000=420 (L/min)
In der Formel: V ist das Volumen des effektiven Querschnitts des Öls, das in einer Zeiteinheit durch den Zylinder fließt, also der Verbrauch.
(3) Kolbenbewegungsgeschwindigkeit
Bei ausgefahrenem Kolben: ν=4Qην/πD ×10-3=4 ×420 ×
1/3,14×0,175×0,001=0,09 (m/min)
Beim Einfahren der Kolbenstange: ν=4Qην/π (D2- d2)×10-3
=4×420×1/3,14×(0,1752- 0,0982)×0,001=0,01(M/min)
(4) Innendurchmesser des Zylinders
D = (√4P1/πP )×10-3m = (√ 4×2000/3,14×21) ×
0,001 = 0,23 (m)
Abschluss
Die Entwicklung eines Hydrauliksystems zur Steuerung der Scherwinkeleinstellung in Tafelscheren erfordert eine sorgfältige Prüfung der Komponenten, Steuerungsmechanismen und Sicherheitsfunktionen. Durch die Optimierung dieser Elemente können Hersteller die Leistung und Vielseitigkeit ihrer Scheren steigern und so hochwertige Schnitte und einen effizienten Betrieb gewährleisten.
Die oben genannte Technologie bietet deutliche wirtschaftliche Vorteile. Sie macht die Werkzeugmaschine stabiler und zuverlässiger und verhindert die Veränderung des Scherwinkels beim Blechschneiden. Das neue System nutzt eine digitale Anzeige zur Parametereinstellung und bietet dadurch eine sehr hohe Stabilität. Dank der verbesserten Genauigkeit und dynamischen Leistungsindikatoren ermöglicht das System unterschiedliche Winkel zum Blechschneiden entsprechend den Kundenanforderungen. So kann die Werkzeugmaschine nicht nur die Genauigkeit verbessern, sondern auch die Anforderungen verschiedener Kunden erfüllen. Die Lebensdauer der Ölpumpe wird erhöht und die Öltemperatur gesenkt, um einen langen Dauerbetrieb des Systems zu gewährleisten.











