Analyse des Scherprozesses der Schermaschine
Nach meiner Erfahrung in der Arbeit mit SchermaschinenIch habe mich intensiv mit der Analyse des Scherprozesses beschäftigt, um die Effizienz und Präzision in der Metallverarbeitung zu steigern. Das Verständnis der Mechanik des Scherprozesses ist entscheidend für optimale Leistung und hochwertige Schnitte. Durch die Untersuchung von Faktoren wie Klingendesign, Materialeigenschaften und Maschineneinstellungen konnte ich wichtige Verbesserungspotenziale identifizieren. In diesem Artikel teile ich meine Erkenntnisse zur Analyse des Scherprozesses der Schermaschine und liefere wertvolle Informationen, die sowohl Einsteigern als auch erfahrenen Profis helfen können, ihre Arbeit zu verbessern.
Blech und Platte Schermaschinen werden in vielen Fertigungs- und Blechbearbeitungsvorgängen verwendet. Vor der Auswahl einer Schermaschine müssen mehrere Faktoren bewertet werden, darunter der Scherentyp, die erforderliche Kapazität, Möglichkeiten zur Produktivitätssteigerung und die Sicherheit.
Der Scherentyp wird durch viele Faktoren bestimmt, darunter die Materiallänge, die verarbeitet werden kann, und die Dicke und Art des Materials, das geschnitten werden kann.
Schermaschinen können nach ihrer Konstruktion und den verwendeten Antriebssystemen in verschiedene Typen unterteilt werden. Bei elektrischen Beplankungsscheren sind zwei Konstruktionstypen üblich: die Guillotine (auch Schieberschere genannt) und die Schwenkbalkenschere.
Schubbemessung
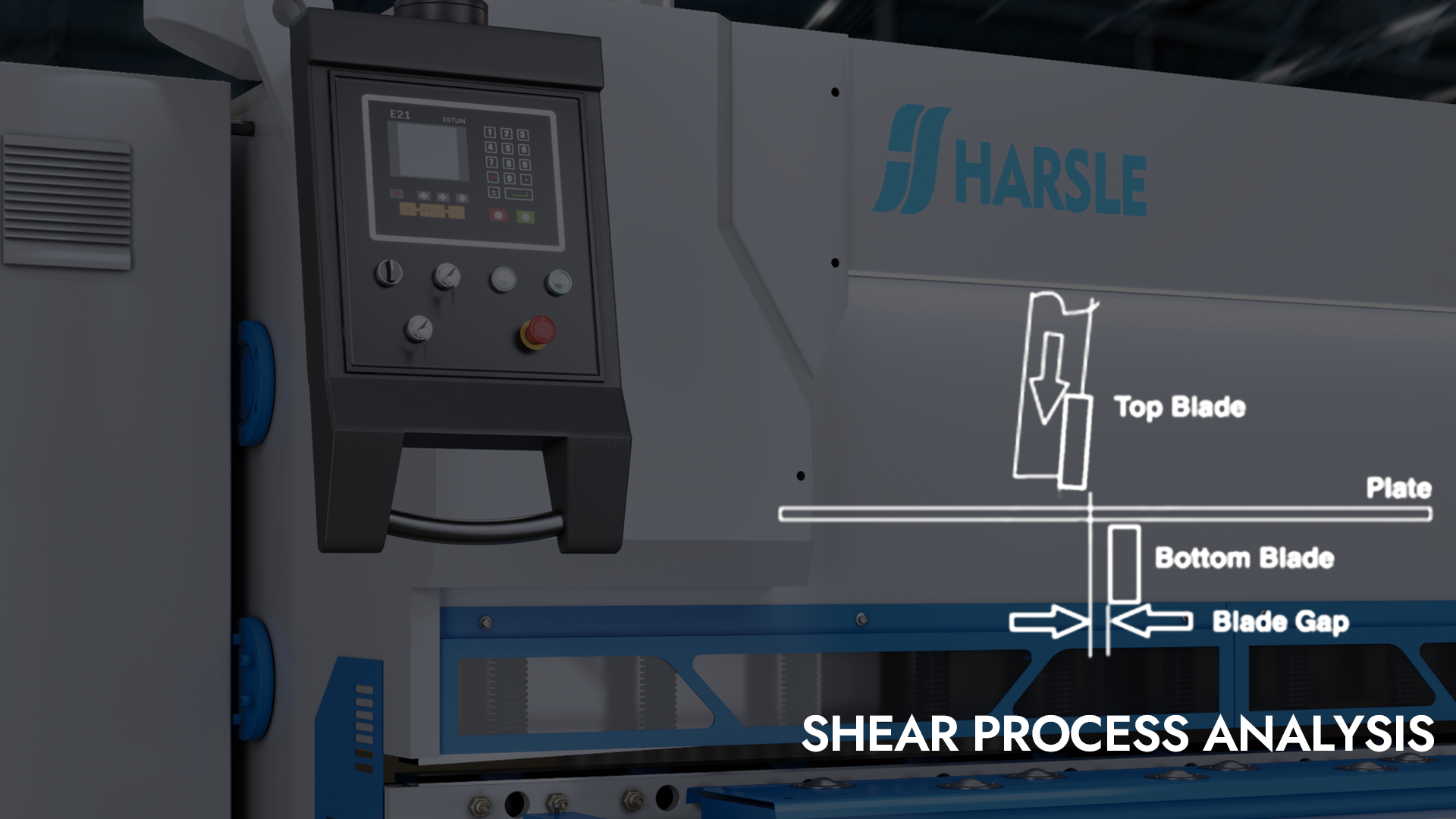
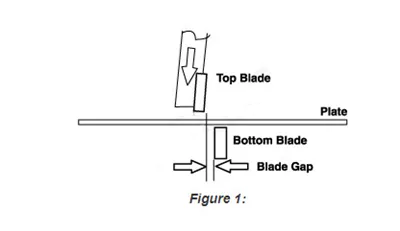
Die Guillotine-Konstruktion (siehe Abbildung 1) verwendet ein Antriebssystem, um das bewegliche Messer während des gesamten Hubs nach unten und in eine Position nahezu parallel zum festen Messer zu drücken. Guillotine-Maschinen benötigen ein Führungssystem, um die Messerbalken beim Vorbeilaufen in der richtigen Position zu halten.
Bei der Schwenkbalkenkonstruktion (siehe Abbildung 2) wird das bewegliche Blatt mithilfe eines Antriebssystems auf Rollenlagern nach unten geschwenkt. Dadurch entfallen Keile oder andere Vorrichtungen, um die Blätter beim Vorbeilaufen in der richtigen Position zu halten.

Scherenantriebssysteme
Das Antriebssystem treibt die Klinge durch das Material und führt so einen Schnitt aus. Antriebssysteme lassen sich in fünf Grundtypen einteilen: Fuß- oder manuelle Antriebssysteme, pneumatische Antriebssysteme, mechanische Antriebssysteme, hydromechanische Antriebssysteme und hydraulische Antriebssysteme.
Fußschere.
Eine Fußschere wird aktiviert, indem der Bediener auf ein Pedal tritt, um den Sägebalken nach unten zu bewegen und einen Schnitt auszuführen. Fußscheren werden üblicherweise bei Blechbearbeitungen mit einer Kapazität von bis zu ca. 16 Gauge und Längen von bis zu 2,44 m eingesetzt, wobei Maschinen mit einer Kapazität von 2,44 m nicht so häufig sind wie Maschinen mit kürzerer Kapazität.
Luftscherung.
Um eine Druckluftschere zu verwenden, tritt der Bediener auf ein Pedal, das die Druckluftzylinder aktiviert und einen Schnitt ausführt. Zum Antrieb einer Druckluftschere wird Werkstattluft oder ein freistehender Luftkompressor verwendet.
Druckluftscheren werden in Werkstätten zum Schneiden von Materialien bis zu einer Stärke von ca. 14 Gauge und einer Länge von bis zu 12 Fuß eingesetzt. Druckluftscheren verfügen über einen einfachen Antrieb und bieten einen Überlastschutz. Der Überlastschutz ist für einen ordnungsgemäßen Betrieb und in der Regel für senkrecht nach unten gerichtete Lasten ausgelegt. Selbst beim Schneiden einer Materialstärke, die innerhalb der Maschinenkapazität liegt, kann die Maschine beschädigt werden, wenn das Material ohne Niederhalter geschnitten wird oder der Klingenspalt nicht richtig eingestellt ist. Dies gilt auch für hydraulische Maschinen.
DMechanische Schere mit Direktantrieb. Diese Schere wird durch Betätigen eines Pedals betätigt, um den Motor zu starten, der den Balken zum Schneiden nach unten bewegt. Am Ende des Zyklus schaltet sich der Motor ab, und der Klingenbalken kehrt zum oberen Ende des Hubs zurück. Diese Konstruktion eignet sich für Scheren, die nicht ständig im Einsatz sind, da die Maschine nur bei Aktivierung Strom verbraucht.
Fußschere. Eine Fußschere wird aktiviert, indem der Bediener auf ein Pedal tritt, um den Sägebalken nach unten zu bewegen und einen Schnitt auszuführen. Fußscheren werden üblicherweise bei Blechbearbeitungen mit einer Kapazität von bis zu ca. 16 Gauge und Längen von bis zu 2,44 m eingesetzt, wobei Maschinen mit einer Kapazität von 2,44 m nicht so häufig sind wie Maschinen mit kürzerer Kapazität.
Druckluftschere. Um eine Druckluftschere zu verwenden, tritt der Bediener auf ein Pedal, das die Druckluftzylinder aktiviert und einen Schnitt ausführt. Zum Antrieb einer Druckluftschere wird Werkstattluft oder ein freistehender Luftkompressor verwendet.
Druckluftscheren werden in Werkstätten zum Schneiden von Materialien bis zu einer Stärke von ca. 14 Gauge und einer Länge von bis zu 12 Fuß eingesetzt. Druckluftscheren verfügen über einen einfachen Antrieb und bieten einen Überlastschutz. Der Überlastschutz ist für einen ordnungsgemäßen Betrieb und in der Regel für senkrecht nach unten gerichtete Lasten ausgelegt. Selbst beim Schneiden einer Materialstärke, die innerhalb der Maschinenkapazität liegt, kann die Maschine beschädigt werden, wenn das Material ohne Niederhalter geschnitten wird oder der Klingenspalt nicht richtig eingestellt ist. Dies gilt auch für hydraulische Maschinen.
Mechanische Schere mit Direktantrieb
Diese Schere wird durch Betätigen eines Pedals betätigt, um den Motor zu starten, der den Balken zum Schneiden nach unten bewegt. Am Ende des Zyklus schaltet sich der Motor ab, und der Klingenbalken kehrt zum oberen Ende des Hubs zurück. Diese Konstruktion eignet sich für Scheren, die nicht ständig im Einsatz sind, da die Maschine nur bei Aktivierung Strom verbraucht.
Bewertung von Scheren
Ein Aspekt bei der Bewertung von Scheren ist die für bestimmte Arbeiten erforderliche Kapazität. In den Maschinenspezifikationen fast aller Scheren sind Kapazitäten für Baustahl und Edelstahl aufgeführt. Um die Anforderungen eines Herstellers mit denen der Maschine zu vergleichen, müssen die Materialspezifikationen des Herstellers mit der Kapazität der Maschine verglichen werden.
Einige Scherkapazitäten sind für Weichstahl ausgelegt, der eine Zugfestigkeit von 60.000 Pfund pro Quadratzoll (PSI) aufweisen kann, während andere für A-36-Stahl oder 80.000 PSI Zugfestigkeit ausgelegt sind. Die Kapazitäten für Edelstahl sind fast immer geringer als die für Weich- oder A-36-Stahl. Für manche Metallverarbeiter mag es überraschend sein, dass bestimmte Aluminiumsorten zum Scheren genauso viel Kraft benötigen wie zum Schneiden von Stahl. Bei Bedenken hinsichtlich der Kapazität wenden Sie sich am besten immer an den Hersteller der Schere.
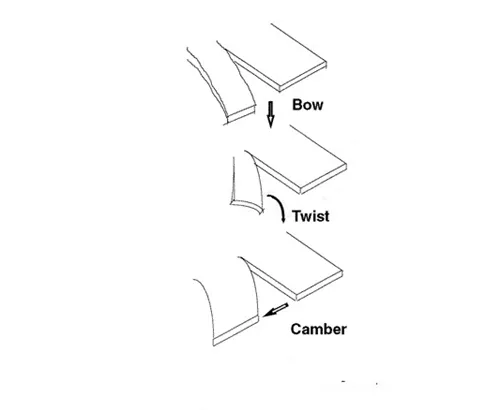
Der Spanwinkel des Sägeblatts (der Winkel, in dem das bewegliche Sägeblatt am festen Sägeblatt vorbeiläuft) ist entscheidend für die Schnittqualität. Generell gilt: Je niedriger der Spanwinkel, desto besser die Schnittqualität. Probleme mit der Schnittqualität, wie z. B. Krümmung, Verdrehung und Wölbung (siehe Abbildung 3), treten bei kürzeren Werkstücken (bis zu 10 cm Länge) auf, die nach dem Schneiden hinter die Schere fallen. Maschinen mit niedrigeren Spanwinkeln benötigen mehr Leistung als solche mit höherer Schnittgeschwindigkeit.
Einige Guillotine-Maschinen verfügen über einen variablen Spanwinkel, der an die Länge des zu schneidenden Teils angepasst werden kann. Um zu beurteilen, ob diese variable Spanwinkelkonstruktion für einen Hersteller die bessere Option ist, müssen Art und Dicke des zu schneidenden Materials, die zu schneidende Länge, der hinter der Schere liegende Materialanteil und der für den Auftrag verfügbare Spanwinkel ermittelt werden.
Wenn beispielsweise ein fester Spanwinkel einen festen Spanwinkel von 1 1/3 Zoll hat und die Maschine mit einstellbarem Spanwinkel einen Bereich von 1 bis 3 Grad hat, wobei die 3-Grad-Einstellung für die 1/4-Zoll-Dicke verwendet wird, erzeugt der feste Spanwinkel bei einem 3-Zoll-Streifen eine bessere Schnittqualität. Die Maschine mit variablem Spanwinkel hingegen kann bei einem 1/2-Zoll-Streifen aus 24-Gauge-Material eine bessere Schnittqualität erzielen.
Generell sollte man bei Streifen, die dünner als das Achtfache der Materialstärke sind (Beispiel: ein 2-Zoll-Streifen aus 1/4-Zoll-Stahl), keinen guten Schnitt erwarten. Maschinen mit variablem Spanwinkel finden sich in der Regel in Werkstätten mit höheren Kapazitätsanforderungen, z. B. 1/2 Zoll und mehr. Bei diesen schwereren Maschinen ermöglicht die Änderung des Spanwinkels bessere Schnitte bei einer Vielzahl von Materialstärken und -arten.
Wichtige Faktoren, die den Scherprozess beeinflussen
1. Klingendesign
Das Design der Klingen ist entscheidend für den Scherprozess. Klingen müssen scharf, gut ausgerichtet und aus langlebigen Materialien gefertigt sein, um wiederholtem Gebrauch standzuhalten. Es gibt verschiedene Klingendesigns, darunter gerade und abgewinkelte Klingen, die jeweils für bestimmte Anwendungen geeignet sind. Eine gut gepflegte Klinge kann die Schneidleistung deutlich verbessern und die Wahrscheinlichkeit von Materialverformungen verringern.
2. Materialeigenschaften
Die Art des zu schneidenden Materials spielt beim Schervorgang eine wichtige Rolle. Faktoren wie Dicke, Härte und Duktilität können das Scherverhalten des Materials beeinflussen. Beispielsweise erfordern härtere Materialien möglicherweise mehr Kraft und spezielle Klingen, um einen sauberen Schnitt zu erzielen, während weichere Materialien zwar leichter scheren, aber bei unsachgemäßer Handhabung auch zu Verformungen neigen können.
3. Maschineneinstellungen
Die Einstellungen der Schermaschine, einschließlich Klingenabstand, Schnittgeschwindigkeit und Druck, müssen für jeden einzelnen Auftrag richtig kalibriert werden. Ein falscher Klingenabstand kann zu minderwertigen Schnitten führen, während eine ungeeignete Schnittgeschwindigkeit zu übermäßigem Verschleiß der Klingen oder zu Materialrissen führen kann. Die regelmäßige Anpassung dieser Einstellungen an das Material und das gewünschte Ergebnis ist für eine optimale Leistung entscheidend.