








Grundlegendes Tutorial für CNC-Biegemaschinen in Blechfabriken
Wenn Sie nach einer klaren, leicht verständlichen Tutorial zum CNC-BiegenDann sind Sie hier genau richtig. Als Redakteur bei HARSLE unterstütze ich regelmäßig Bediener und Betriebsleiter bei der grundlegenden Funktionsweise von CNC-Biegemaschinen. In diesem Handbuch erkläre ich die Einrichtung, die grundlegende Bedienung und die Wartung von CNC-Abkantpressen. So können Sie die Genauigkeit verbessern, die Produktivität steigern und die Lebensdauer der Maschine verlängern. Egal, ob Sie Anfänger sind oder Ihr Wissen auffrischen möchten, hier finden Sie wertvolle Informationen.
Schlag von CNC-Biegemaschine
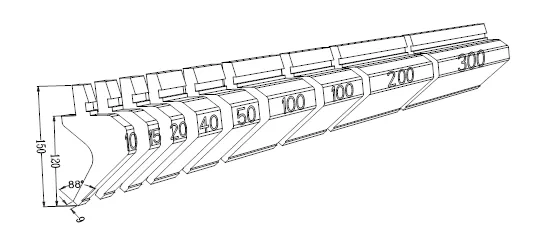
Der Stempel wird auch CNC-Biegemaschinenmesser genannt und ist in zwei Typen unterteilt: Integraltyp und geteilter Typ. Länge des Integraltyps: 415 mm und 835 mm.
Teillängen: 10, 15, 20, 40, 50, 100 (linkes Horn), 100 (rechtes Horn), 200, 300 (mm); mit geteilten Formen zu unterschiedlichen Biegelängen kombinierbar.
Der Stempel wird in vier Typen unterteilt: gerades Messer, Biegemesser, Bogenmesser und Spezialmesser.
1. Arten von Langmessern und Verarbeitungseigenschaften
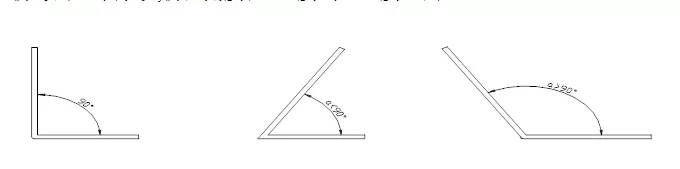
Geeignet zum Biegen und für symmetrische Produkte, die vordere und hintere Richtung können die Position vermeiden, die Werkzeugdicke beträgt 6 mm, sodass die Biegeöffnung nur 6 mm klein sein kann.
Werkzeuganalyse: Aus dem Simulationsdiagramm der Werkzeugbiegung ist ersichtlich, dass die Vorder- und Rückseite des Werkzeugs vermieden werden können, die Länge von Z und W jedoch geringer ist als die Länge von X und Y. Der Messerspitzenwinkel dieses Werkzeugs beträgt 88 Grad und der Messerspitzenwinkel R beträgt 0,2. Darüber hinaus ist die Verwendung von Werkzeugen mit Winkeln von 30 Grad und 45 Grad üblich.
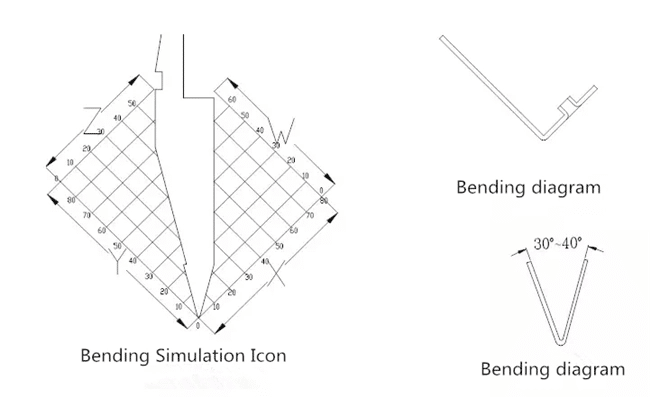
Werkzeuganalyse: Messerspitzenwinkel 30 Grad, Messerspitzen-R-Winkel 0,67, sodass Sie einen Winkel von 30 Grad bis 180 Grad biegen können. Mit dem kleinen Winkel der Messerspitze können Sie dem Knospenloch oder der Mutter usw. ausweichen. Und kann auch als tiefe Einsatzform verwendet werden. Sowohl vordere als auch hintere Werkzeuge können vermieden werden.
2. Biegemessertypen und Verarbeitungseigenschaften
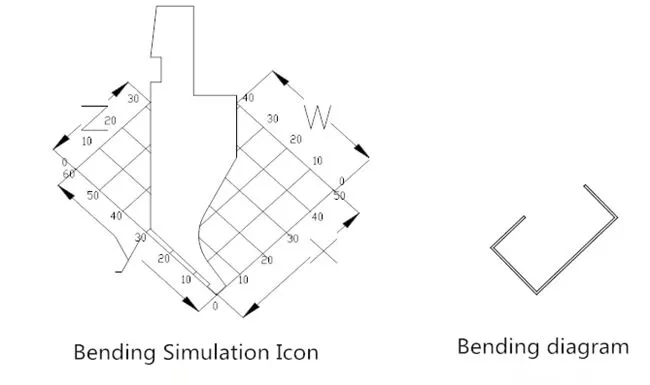
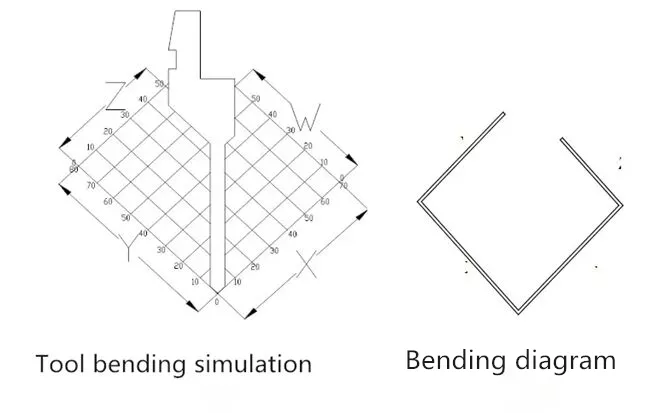
Werkzeuganalyse: Das Werkzeug nutzt während des Biegevorgangs hauptsächlich die Ausweichfunktion in W-Richtung. Bei X>15 mm wird der Ausweicheffekt immer schlechter. Bei Y>30 ist die Biegebedingung erfüllt, andernfalls schlägt das Werkzeug zurück. Das Werkzeug wird allgemein als kleines Biegemesser bezeichnet.
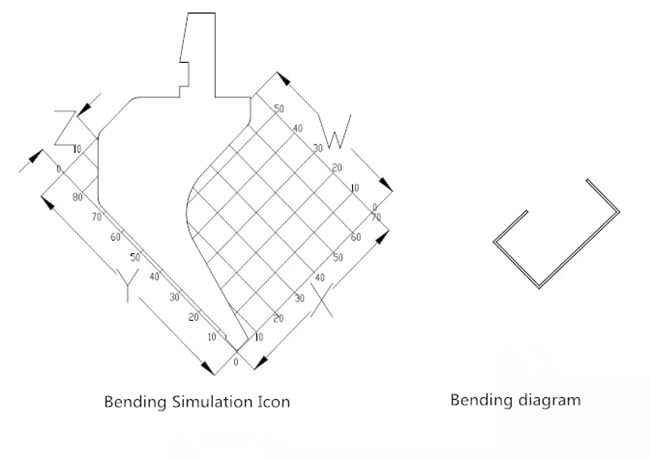
Werkzeuganalyse: Das Werkzeug nutzt während des Biegevorgangs hauptsächlich die Ausweichfunktion in W-Richtung. Bei X>25 mm wird der Ausweicheffekt immer schlechter. Bei Y>75 ist die Biegebedingung erfüllt, andernfalls schlägt das Werkzeug zurück. Das Werkzeug wird allgemein als großes Biegemesser bezeichnet.
3. Art des Lichtbogenmessers und Verarbeitungseigenschaften

Werkzeuganalyse: Das Bogenmesser wird in feste und bewegliche Typen unterteilt. Das Bogenmesser soll die Verarbeitungsbedingungen einer unterschiedlichen Bogenbiegung erfüllen, indem es die Rundstange ersetzt. Wenn das X-förmige Messer X10>10MM ist, wird dies vermieden. Der Biteffekt ist der gleiche wie bei der kleinen Machete. Die gängigen Auswahlkriterien für die V-Nut der Matrize sind der Durchmesser des Bogens plus zwei Plattendicken.
4. Arten von Spezialmessern und Verarbeitungsmerkmale
Zu den Spezialmessern für Abkantpressen gehören versetzte Stempel und Matrize, Falzstempel und Matrize sowie einige Stempel in Sonderformen.
● Der vorhandene versetzte Stempel und die Matrize sind in zwei Typen unterteilt: 415 mm und 835 mm. Die Größe der geteilten Form entspricht der des Werkzeugs. Die Biegeform der Zeichnungsspezifikation wird gebildet. Wenn die Dicke des Blechs jedoch groß ist, z. B. T = 2,0, ist die Bildung aufgrund der stärkeren Einkerbung und der Einschränkungen der Form selbst schwierig.

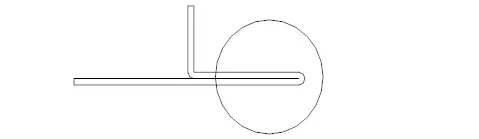
● Der Stempel des Falzstempels und der Matrize ist eine flache Matrize, und die Matrize kann durch eine gewöhnliche Biegematrize ersetzt werden, die V-Nut sollte jedoch vermieden werden. Es wird hauptsächlich für die Verarbeitung von Abflachungen auf der toten Seite, Nietmuttern usw. verwendet.
Matrize einer CNC-Biegemaschine
1. Arten von Abkantwerkzeugen: Biegen, Einsetzen, Falzen usw.
⑴ Biegewerkzeug
Die Auswahl des Biegewerkzeugs einer CNC-Biegemaschine richtet sich hauptsächlich nach der Dicke des zu bearbeitenden Produkts. Der neue Standard für die Werkzeugauswahl der Yi Xin Company liegt derzeit bei 6T, was dem Standard für Arbeiten im Feld unter normalen Umständen entspricht. Bei der Bearbeitung großer oder kleiner V-Nuten muss der Biegekoeffizient entsprechend angepasst werden.
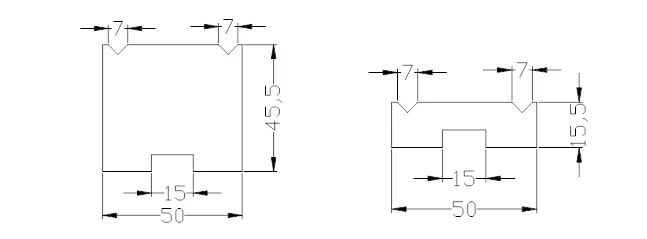
Formanalyse: Das Bild zeigt einen der Matrizentypen. Zu den V-Nut-Typen gehören hauptsächlich 4V, 6V, 7V, 8V, 10V, 12V, 16V, 25V und einige spezielle große V-Nut-Biegemesser. Die Matrize wird je nach Höhe in zwei Typen unterteilt: 46 hoch und 26 hoch.
⑵ Tiefe Matrize einsetzen

Formanalyse: In der Abbildung ist eine der V-Nut-Arten dargestellt. Die V-Nut-Arten sind hauptsächlich 4V, 6V, 8V, 12 und einige spezielle tiefe Einsatzmatrizen, die zum Biegen in jedem Winkel zwischen 30 und 180 Grad geeignet sind.
⑶ Falzmatrize
Derzeit verfügt das Unternehmen nicht über eine spezielle Falzmatrize, diese wird in der Regel durch eine Biegematrize ersetzt.
2. Formgebungsverfahren der Abkantpresse
⑴ L-Biegeverarbeitung
Bei den Grundformen der Biegung liegt der Biegewinkel zwischen 30 Grad und 180 Grad.
Beim Biegen des spitzen Winkels müssen Sie die tiefe Matrize und den spitzen Stempel einsetzen und beim Biegen um 90 Grad oder einen stumpfen Winkel können Sie jede beliebige Formverarbeitung wählen.
① Das Prinzip der L-Biegeverarbeitung
A: Basierend auf dem Prinzip zweier hinterer Messlehren (zwei Punkte) und Positionierung durch die Form des Werkstücks.
B: Wenn ein hinterer Anschlag in Position ist, achten Sie auf die Schräge und darauf, dass das erforderliche Biegemaß auf derselben Mittellinie liegt.
C: Wenn die kleine Biegung gemacht wird, ist die Verarbeitung in umgekehrter Position optimal.
D: Es ist besser, die Mitte der Regel entsprechend der hinteren Regel abzusenken (die Regel lässt sich nicht leicht anheben, nachdem die Position fixiert wurde).
E: Es ist besser, sich auf die Seite zu verlassen, die der Regel am nächsten liegt.
F: Es ist besser, sich auf die lange Seite zu verlassen.
G: Verwenden Sie die Schablone als Hilfsposition (die Abschrägung und die unregelmäßige Seite sind gebogen).
② Vorsichtsmaßnahmen bei der Verarbeitung interner CNC-Biegemaschinen
A: Beim Zusammenbau der Form wird die Biegung durchgeführt und die hintere Lehre muss zurückgezogen werden, um zu verhindern, dass sich das Werkstück während des Biegevorgangs verformt.
B: Wenn der innere Teil des großen Werkstücks gebogen wird, ist es aufgrund der großen Form des Werkstücks und der kleinen Biegefläche schwierig, das Messer und die Biegefläche zu überlappen, was die Positionierung des zu biegenden Werkstücks erschwert oder die Biegung des Werkstücks beschädigt.
③ L-Vorsichtsmaßnahmen bei der Formbiegeverarbeitung
A: Wenn die kleine Größe gebogen wird, ob der Stempel und die hintere Lehre stören.
B: Wenn die Lochposition näher an der Biegelinie liegt oder die Biegekantengröße weniger als eine halbe V-Nut beträgt, achten Sie auf das Biegezugmaterial.
④ Spezielles Biegeverfahren für die L-Biegeverarbeitung
A: Exzentrisches Biegeverfahren
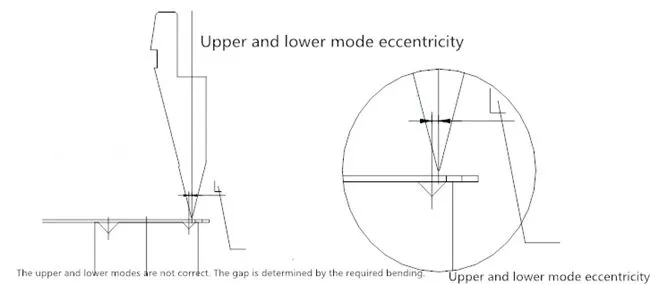
Prozessanalyse:
Beim exzentrischen Biegen unterscheidet man zwischen positiver und negativer Belastung der Matrize. Bei der Bearbeitung wird das Ziehmaterial entweder auf der Innen- oder Außenseite der Biegelinie platziert, um einen Unterschied zu erzielen. Darüber hinaus ist das exzentrische Biegen ein spezielles Bearbeitungsverfahren, das gewisse Gefahren birgt und unter besonderen Umständen nicht angewendet werden sollte.
B: Linienbiegemethode
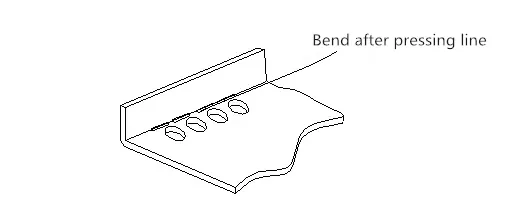
Prozessanalyse:
Aufgrund der Scherwirkung beim exzentrischen Biegen werden einige Produkte mit hohen Oberflächenanforderungen nicht verwendet. Der Zeitpunkt des Pressens und Biegens ist der gleiche wie beim exzentrischen Biegen. Vor dem Biegen können Sie zum Falten einen 88-Grad-Schneider oder eine spezielle Pressform verwenden. Drücken Sie die Linie an der Biegelinie und biegen Sie mit der normalen Form.
C: kleine V-Biegung, großer Winkel, großer V-Druck.
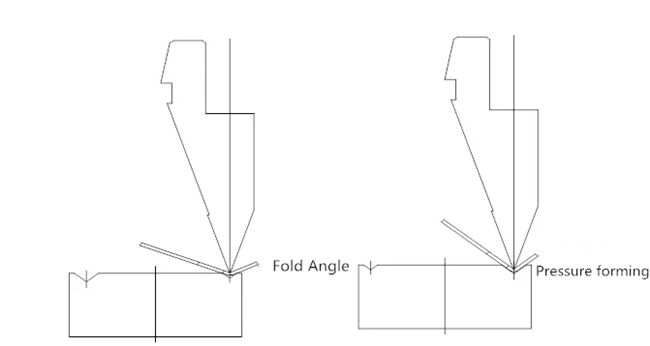
Prozessanalyse: Verwenden Sie zunächst einen kleinen V-Schlitz, um in einen großen Winkel zu biegen, und verwenden Sie dann die normale Form zum Biegen. Mit dieser Verarbeitungsmethode können Sie die geringe Ausdehnungsgröße vermeiden, die durch das direkte Biegen des kleinen V-Schlitzes verursacht wird.
D: plus Biegung des Dichtungsstreifens

Die oben genannten vier Verarbeitungsmethoden können auch kombiniert werden, wodurch der Formeffekt noch optimaler wird.
Prozessanalyse: Diese Verarbeitungsmethode eignet sich besser für Produkte mit strengeren Anforderungen an die Form des Werkstücks. Darüber hinaus ist es in den meisten Fällen auf die Probenverarbeitung beschränkt.
⑵ Z-Biegeverarbeitung
Definition: Jede Biegung, die in eine Umkehrung geformt wird, ist eine Z-Biegung.
Bearbeitungsbereich der Standardbiegung: Höhe der Z-Biegung > Randabstand der V-Nut plus T.
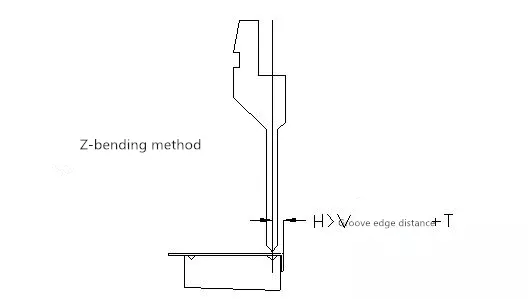
Die Mindestgröße der Bearbeitung wird durch die Bearbeitungsform begrenzt, und die maximale Bearbeitungsgröße wird durch die Form der Bearbeitungsmaschine bestimmt.
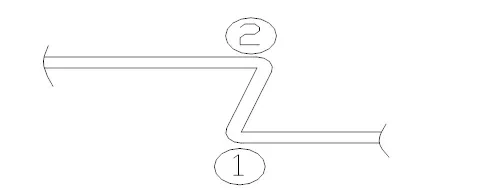
① Z-Verarbeitung Z-Schritte
A: Zuerst wird die L-Biegung gemäß der L-Biegeverarbeitungsmethode verarbeitet;
B: Verarbeitung von Z-Biegung durch L-Biegung;
(Oder führen Sie eine Z-Biegung auf der anderen Seite der L-Biegung durch.)
② Z-Verarbeitung Z-Biegeprinzip
A: Es ist praktisch, sich auf die Position und gute Stabilität zu verlassen.
B: Im Allgemeinen ist die Position dieselbe wie beim L-Biegen;
C: Bei der Bearbeitung der zweiten Position müssen das Werkstück und die Matrize eben sein.
③ Vorsichtsmaßnahmen bei der Z-Verarbeitung
A: Der Bearbeitungswinkel der L-Biegung muss vorhanden sein und beträgt im Allgemeinen 89,5 Grad bis 90 Grad.
B: Nachdem das Lineal eingestellt ist, ziehen Sie es zurück, um eine Verformung des Werkstücks zu verhindern.
④ Z-allgemeine Verarbeitungsmethoden
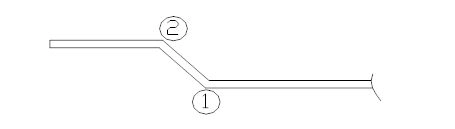
A: Beachten Sie die Verarbeitungsreihenfolge in der folgenden Abbildung, zuerst Biegung 1 und dann Biegung 2.
B: Zuerst wird die L-Biegung durchgeführt, dann wird die Z-Biegung durchgeführt. Überprüfen Sie, ob der Z-Biegevorgang die Maschinenplattform beeinträchtigt.
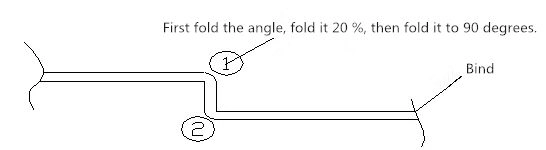
a: Bei Störungen zuerst 1 in einem großen Winkel biegen, dann 2 biegen, dann 1 unter Druck setzen;
b: Wenn keine Störungen vorliegen, führen Sie gemäß der allgemeinen Z-Biegeverarbeitungsmethode zuerst Biegung 1 und dann Biegung 2 durch.
C: Zwei spitze Winkel Z-Biegung, zuerst 90 Grad biegen, dann Einstecktiefe 2, Einstecktiefe 1.
⑤ Spezielle Verarbeitungsmethoden für Z-Biegen:
A: Exzentrische Bearbeitung des Untergesenks;
B: Bearbeitung mit kleiner V-Nut;
C: zuerst den großen Winkel biegen und dann Druck ausüben;
D: Wählen Sie die Schleifmatrize aus.
⑥ Andere Z-Biegeverarbeitungsmethoden:
A: Verarbeitung mit Offset-Form;
B: Durch einfaches Formen geformt.
⑶ N-Biegeverarbeitung
Definition: Zweimalige kontinuierliche Bearbeitung in derselben Bearbeitungsfläche für die N-Biegebearbeitung.
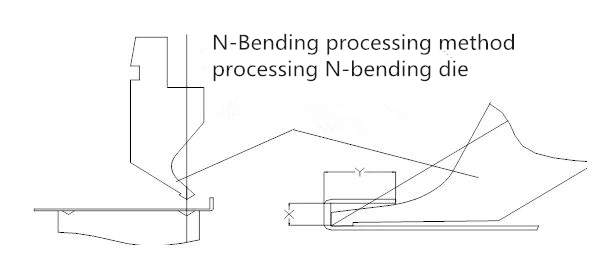
① Allgemeine Überlegungen zur Verarbeitung von N-Biegungen:
A: Der erste Faltverarbeitungswinkel sollte kleiner oder gleich 90 Grad sein;
B: Nachdem die zweite Falte verarbeitet wurde, sollte die Lehre auf der bearbeiteten Oberfläche basieren.
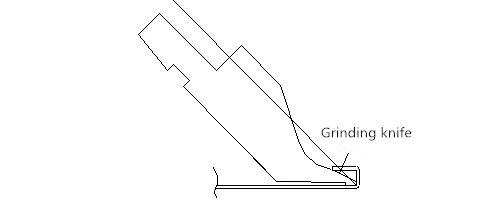
② N-spezielle Verarbeitungsmethoden:
A. Wenn die N-Biegung der oberen Form in Y-Größe geringfügig ist ==> N-Biegung biegen und dann Falzstempel und Matrizenformung verwenden
B. Wenn die N-Biegung der Y-Größenstörung sehr groß ist
==>A biegt die Linie und biegt sie bis zur Interferenz. Nachdem B gebogen ist, wird B gefaltet und dann (Saumstempel und Matrize + Polsterung) geformt.

C: Mit einem Schleifmesser bearbeitet.
⑷ Lichtbogenverarbeitung
Die Kreisbogenbearbeitung wird in zwei Arten unterteilt: Rundung mit Biegematrize und Bearbeitung mit Kreisbogen. Das Bogenmesser wird in zwei Arten unterteilt: fest und rund.
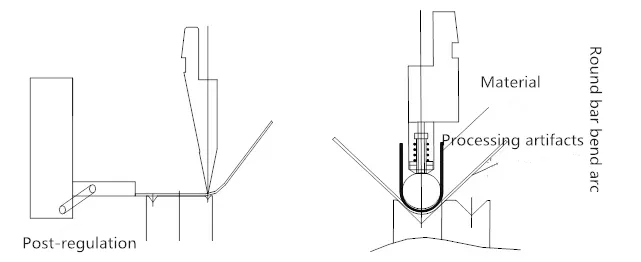
① Vorsichtsmaßnahmen bei der Verarbeitung:
A: Bei der Bearbeitung mit einer 90-Grad-Matrize kann es vorkommen, dass die Bearbeitung nicht richtig durchgeführt werden kann. Daher muss von Hand gedrückt werden oder, wenn die Bedingungen es zulassen, mit einer 88-Grad-Matrize.
B: Die Erkennungsvorrichtung wird hauptsächlich verwendet, um die Erscheinungsgröße des Werkstücks sicherzustellen.
C: Verarbeitung eines 90-Grad-Bogens, die Auswahl der Matrize ist 2 (R+T).
3. Biegeprozess-Layout
⑴ Die Grundprinzipien der Biegeprozessgestaltung
A. Biegen von innen nach außen
B. Kleine bis große Biegung
C. Biegen Sie zuerst die allgemeine Form und dann die komplexe Form
D. Das Biegen vor dem Prozess hat keinen Einfluss auf das Prinzip des Nachprozesses
⑵ Beispiel für ein Prozesslayout
Unabhängig von der Komplexität des Werkstücks sind verschiedene Bearbeitungsmethoden erforderlich. Daher ist es notwendig, die Funktionsweise der einzelnen Biegemethoden zu beherrschen und zu lernen, sie in Kombination anzuwenden, um die Biegung im Betrieb an unterschiedliche Werkstückformen anpassen zu können.

3. Die Wahl des Positionierungsbenchmarks

A. Positionierung auf der nächstgelegenen Seite;
B. Positionierung mit breiten Seiten;
C. Versuchen Sie, den kumulativen Fehler zu reduzieren, indem Sie die Kanten falten, ohne sie zu falten oder zu biegen.
D. Die Anzahl der gestanzten Werkstücke, Positionierung ohne Grate und Fugen;
E. Positionierung mit geringer Verformung des Werkstücks;
F. Versuchen Sie, zwei aufeinanderfolgende feste Positionen zu wählen.
G. An beiden Enden der Form können zusätzliche Positionierungselemente wie Magnete angebracht werden.
H. Verwenden Sie bei unregelmäßigen Werkstücken einen Laser, um die Positionierungsvorrichtung zu schneiden.
I. Große Winkel oder U-förmige Biegungen wählen keine Positionierung.
4. Grundsätze für die Auswahl von Arbeitsmaschinen vor Ort
A. Wählen Sie die Maschine entsprechend der Biegebreite aus.
B. Wählen Sie eine Maschine entsprechend der Länge der Biegung aus.
C. Wählen Sie die Maschine entsprechend dem zum Biegen erforderlichen Druck aus.
D. Wählen Sie die Maschine entsprechend der Anzahl der Verarbeitungsstationen aus.
E. Je nach Typ der Maschine vor Ort wird die Nummer der Maschine ausgewählt.
F. Wählen Sie die Maschine entsprechend den speziellen Anforderungen der Form aus.
G. Wählen Sie die Maschine entsprechend der Vermeidungsanforderung aus.
H. Wählen Sie die Maschine entsprechend dem Bewegungsbereich der Post-Regel aus.
I. Wählen Sie die Maschine entsprechend der Form der Pfostenregel aus.
5. Die Kontrollmethoden der Biegegröße
A. Vermeiden Sie kumulative Fehler und messen Sie die entfaltete Größe für jede Verarbeitung.
B. Vermeiden Sie es, sich gegen die Biegekante zu lehnen, um einen großen Winkel zu vermeiden.
C. Es muss sich um ein Produkt handeln, das gegen die Kante gebogen wurde, und der Winkel der ersten Falte sollte etwas weniger als 90 Grad betragen;
D. Bestimmen Sie die Genauigkeit des Messgeräts vor der Verarbeitung.
E. Führen Sie vor der formellen Verarbeitung eine erste Inspektion durch und führen Sie während der Verarbeitung eine gründliche Inspektion durch.
F. Wählen Sie entsprechend den Präzisionsanforderungen der verarbeiteten Produkte die geeignete Maschine aus.
G. Vermeiden Sie die Auswahl von Werkzeugen mit unterschiedlichen Kernen. Stellen Sie vor der Bearbeitung sicher, dass die Stanzpunkte auf derselben Linie liegen.
H. Wählen Sie eine gute Verarbeitungsmethode und eine gute Prozesslayoutmethode, um die Verarbeitungsschwierigkeiten zu vereinfachen.
I. Genaue Position, es gibt eine abnormale Position, die sofort erkannt werden muss.











