








Die Berechnungsmethode für das Biegen großer Bögen in der Blechverarbeitung

Nach meiner Erfahrung in der Blechbearbeitung ist das Verständnis der Berechnungsmethode für das Biegen großer Bögen entscheidend für präzise und qualitativ hochwertige Ergebnisse. Das Biegen großer Bögen stellt besondere Herausforderungen dar, die eine sorgfältige Berücksichtigung von Faktoren wie Materialeigenschaften, Biegeradius und Werkzeugspezifikationen erfordern. Im Laufe der Jahre habe ich einen systematischen Ansatz zur Berechnung der notwendigen Parameter für erfolgreiches Biegen großer Bögen entwickelt. In diesem Artikel teile ich meine Erkenntnisse zur Berechnungsmethode für das Biegen großer Bögen in der Blechbearbeitung und gebe praktische Tipps und Techniken, die Bedienern helfen können, ihre Biegegenauigkeit und -effizienz zu verbessern.
Im Bereich der BlechbearbeitungBiegen ist nicht nur eine mechanische Aktion, sondern eine Kunstform. Jede Kurve, jeder Bogen birgt das Potenzial, ein flaches Stück Metall in ein funktionales Bauteil oder ein beeindruckendes Kunstwerk zu verwandeln. Unter diesen Biegungen sticht das Biegen großer Bögen als technische Herausforderung und kreatives Unterfangen hervor. Heute vertiefen wir uns in die komplexen Berechnungsmethoden hinter dem Biegen großer Bögen und erkunden, wie Handwerker Geometrie und Präzision nutzen, um Metall in anmutige Kurven zu formen.
●Großbogenbiegen verstehen
Hier ist eine Aufschlüsselung der wichtigsten Aspekte, die zum Verständnis des Biegens großer Bögen erforderlich sind:
Materialien: Das Biegen mit großen Bögen kann auf eine Vielzahl von Materialien angewendet werden, darunter Metalle wie Stahl, Aluminium und Kupfer sowie Kunststoffe und Verbundwerkstoffe. Die Materialwahl hängt von Faktoren wie Festigkeitsanforderungen, Flexibilität und der beabsichtigten Anwendung ab.
Biegemethoden: Für das Biegen großer Bögen werden verschiedene Methoden verwendet, die sich jeweils für unterschiedliche Materialien und Biegeanforderungen eignen. Einige gängige Techniken sind:
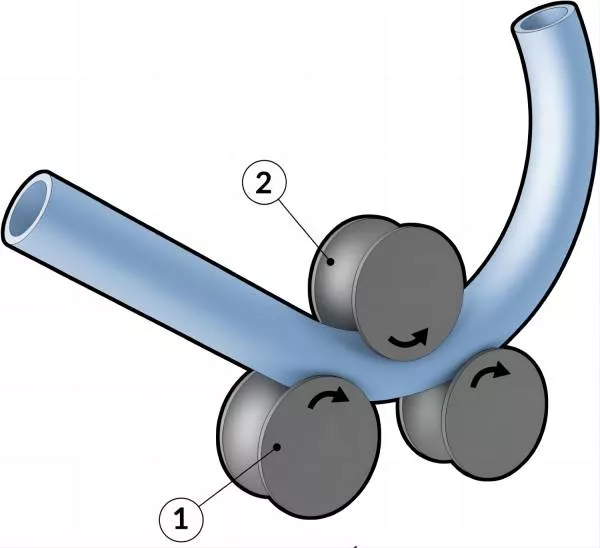
●Rollbiegen: Bei dieser Methode wird das Material zwischen Walzen hindurchgeführt, die es schrittweise in die gewünschte Krümmung biegen. Das Rollbiegen eignet sich für lange, kontinuierliche Biegungen und wird häufig für Bleche und Platten verwendet.
●Pressbiegen: Beim Pressbiegen wird mit hydraulischen oder mechanischen Pressen Kraft auf das Material ausgeübt, wodurch es um eine Matrize oder Form gebogen wird. Pressbiegen eignet sich zum Formen engerer Radien und komplexer Formen.
●Induktionsbiegen: Bei diesem Verfahren wird mithilfe von Induktionsspulen ein bestimmter Bereich des Materials erhitzt, wodurch das Material weicher wird und sich um eine Form biegen lässt. Induktionsbiegen wird häufig zum Biegen von Rohren und Schläuchen verwendet.
Ausrüstung: Für das Biegen großer Bögen sind in der Regel spezielle Geräte wie Biegemaschinen, Walzen, Pressen, Matrizen und Formen erforderlich. Die Wahl der Ausrüstung hängt von Faktoren wie dem zu biegenden Material, der gewünschten Krümmung und dem Produktionsvolumen ab.
Überlegungen: Beim Biegen großer Bögen müssen mehrere Faktoren berücksichtigt werden, darunter:
●Materialeigenschaften: Verschiedene Materialien weisen unterschiedliche Grade an Elastizität, Duktilität und Kaltverfestigungsverhalten auf, was den Biegeprozess beeinflussen kann.
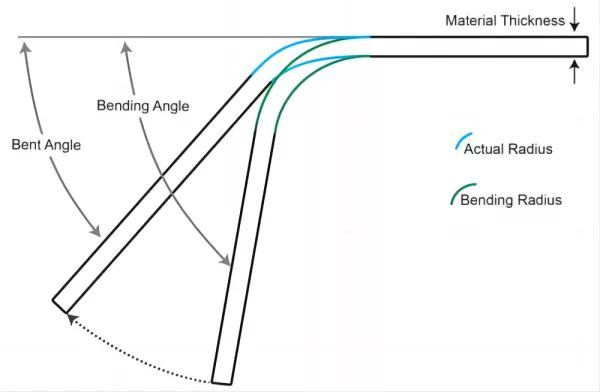
●Biegeradius: Der Radius der Biegung bestimmt die Krümmung des Endprodukts und beeinflusst die Wahl der Biegemethode und -ausrüstung.
●Rückfederung: Nach dem Biegen können einige Materialien eine Rückfederung aufweisen, d. h. sie kehren teilweise in ihre ursprüngliche Form zurück. Dieses Phänomen muss bei der Konstruktion und Herstellung gebogener Komponenten berücksichtigt werden.
Anwendungen: Das Biegen großer Bögen wird in zahlreichen Anwendungen eingesetzt, darunter bei der Herstellung von Strukturkomponenten, Architekturelementen, Rohrleitungssystemen und Automobilteilen. Es ermöglicht die Herstellung geschwungener und skulpturaler Formen, die mit anderen Methoden nur schwer oder gar nicht zu erreichen wären.
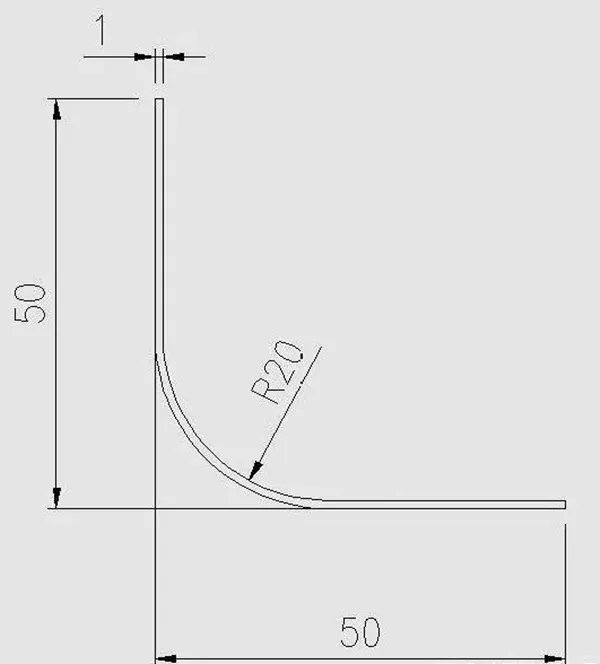
●Bogenlänge
In der obigen Abbildung wird die Länge anhand der Daten in der Abbildung berechnet. Die Länge des Bogens wird anhand der Länge der neutralen Schicht berechnet. Sie kann nicht anhand der Bogenlänge der äußeren oder inneren Öffnung berechnet werden, da die Größe sonst ungenau wäre. Die neutrale Schicht ist die Länge der Schicht, die beim Biegen des Blechs theoretisch weder gedehnt noch gestaucht wird. Wird als ungefaltete Länge verwendet. Wie wird die neutrale Schicht verwendet? Beim Biegen von Blechen mit großen Bögen befindet sich die neutrale Schicht in der Mitte der Blechdicke, wenn die Rundung R geteilt durch die Blechdicke 6,5-mal so groß ist.
Daher ergibt sich die Berechnung der Länge des Blechbogens in der folgenden Abbildung zu 3,14*(20+0,5)/2=32,2, wobei 20 der Biegeradius und 0,5 die Hälfte der Blechdicke ist. Warum wird durch 2 geteilt? Da der Radius berechnet wird, der dem Umfang eines Halbkreises entspricht, beträgt unsere Biegung 90 Grad, was dem Umfang eines Viertelkreises entspricht. Andere Winkelberechnungsformeln können zuerst durch 180 geteilt und dann mit dem Biegewinkel multipliziert werden.
●Berechnen Sie die Anzahl der Biegemesser
Bei der Berechnung der Anzahl der Biegemesser, die für das Biegen großer Bögen erforderlich sind, müssen verschiedene Faktoren berücksichtigt werden, wie z. B. der Bogenradius, die Materialstärke und die gewünschte Präzision der Biegung.
Lassen Sie uns den Berechnungsprozess aufschlüsseln:
1. Berechnung der Bogenlänge: Zunächst wird die Länge des zu biegenden Bogens berechnet. Diese lässt sich mit der Formel für den Kreisumfang ermitteln:

2. Biegemesserlänge: Die Biegemesser sollten einen großen Teil des Bogens abdecken, um ein gleichmäßiges Biegen zu gewährleisten. Normalerweise ist die Länge jedes Biegemessers etwas größer als die Bogenlänge.
3. Überlappungsfaktor: Um eine nahtlose Biegung zu gewährleisten, ist eine Überlappung zwischen benachbarten Biegemessern erforderlich. Diese Überlappung gleicht etwaige Lücken oder Unregelmäßigkeiten im Biegeprozess aus.
4. Berechnen Sie die Anzahl der Biegemesser: Teilen Sie die Gesamtbogenlänge durch die effektive Länge jedes Biegemessers und berücksichtigen Sie dabei den Überlappungsfaktor.
Kennt man die Länge des Biegebogens, kann man die Anzahl der Messer berechnen. Im Allgemeinen bewegen wir uns bei jeder Biegung um 2 mm. Die Berechnung lautet: 32,2/2=16. Dezimal gerundet.
●Berechnen Sie den Biegewinkel
Um den Biegewinkel beim Biegen großer Bögen zu berechnen, müssen wir die Bogenlänge und den Radius des Bogens berücksichtigen. Der Biegewinkel kann mit der Formel ermittelt werden.

Wenn man weiß, dass der zu fertigende Biegewinkel 90 Grad beträgt und die Anzahl der Biegemesser 16 ist, kann man berechnen, dass jeder Biegewinkel gleich ist: 90/16 = 5,63 Grad. Dann verwendet man 180 Grad minus 5,63 Grad, und der Einstellwinkel der Biegemaschine beträgt: 180-5,63 = 174,37 Grad.
Die Anzahl der oben genannten Biegemesser wird anhand des Erfahrungswerts berechnet. Wenn Sie der Meinung sind, dass der Biegeeffekt von jeweils 2 mm nicht gut ist, können Sie ihn entsprechend ändern.
Werkzeuge und Techniken
Das Biegen großer Bögen erfordert oft spezielle Ausrüstung und Techniken. Hydraulische Abkantpressen, Walzmaschinen und Streckbiegemaschinen werden häufig verwendet, um präzise Biegungen über große Flächen zu erzielen. Handwerker können auch Vorrichtungen und Schablonen verwenden, um das Metall beim Biegen zu stützen und so Genauigkeit und Wiederholbarkeit zu gewährleisten.
Darüber hinaus hängt die Wahl des Werkzeugs und der Biegemethode von den spezifischen Anforderungen des Projekts ab. Ob es sich um eine sanfte Kurve für architektonische Elemente oder eine komplexe Kontur für Luft- und Raumfahrtkomponenten handelt, die Handwerker passen ihre Vorgehensweise an die individuellen Herausforderungen jeder Anwendung an.