








Berechnungsmethode der Blechabwicklung
Nach meiner Erfahrung mit Blechbearbeitung, Beherrschung der Berechnungsmethode von Blechabwicklung war für präzise Schnitte und Biegungen unerlässlich. Das Abwickeln von Blechen ist entscheidend für die Bestimmung der benötigten Abwicklung für komplexe Formen und Komponenten. Das Verständnis der Berechnung dieser Abmessungen rationalisiert nicht nur den Fertigungsprozess, sondern minimiert auch Materialverschwendung und Fehler. Im Laufe der Jahre habe ich meine Berechnungsmethode verfeinert und dabei Faktoren wie Biegetoleranzen und Materialstärke berücksichtigt. In diesem Artikel gebe ich Einblicke in die Berechnungsmethode der Blechabwicklung und praktische Tipps zur Verbesserung Ihrer Fertigungsprojekte.
1. Die Erweiterung der Segmentdifferenz
Das mithilfe der neutralen CAD-Ebene und des K-Faktors von SolidWorks berechnete Blechabwicklungsergebnis wurde durch tatsächliches Biegen überprüft. Die Ausdehnung der toten Kante beträgt tatsächlich L=A+B. Das nach A+B berechnete Ergebnis weist einen kleinen Fehler auf, der bei der tatsächlichen Bearbeitung vernachlässigt werden kann.
2. Große Bogenbiegung
Wählen Sie beim Entfalten einer großen Bogenbiegung die neutrale Ebene aus, wenn Sie Blech mit CAD entfaltet haben. Die neutrale Ebene ist die Position zwischen dem inneren und dem äußeren Kreis nach dem Biegen. Beispielsweise beträgt der äußere Biegekreis R20. Gehen Sie auf die halbe Dicke der Platte.
Wie in der Abbildung gezeigt, entsprechen die grüne Linie und die neutrale Schicht der Bogenlänge des grünen Bogens.

Natürlich berechnen einige Fabriken, dass die Biegung entsprechend der neutralen Schicht falsch ist, und passen dann die Position der grünen Linie im obigen Bild entsprechend dem Größenunterschied nach der Biegung an.
3. Stufenunterschied Biegen und Entfalten
Wir folgen im Allgemeinen dieser Formel, um die Stufendifferenz-Biegedehnung zu berechnen, wie in der folgenden Abbildung gezeigt
Erweiterte Länge L = A + B + C (Nettogröße) - Plattendicke + 0,4
Die 0,4 hinzugefügt auf der Rückseite können angepasst werden, siehe die Größenanpassung nach der Verarbeitung
4 Rechtwinkliges Biegen und Entfalten
Rechtwinkliges Biegen: Abwicklungsmaß L = Außenmaß plus minus Biegeabzug
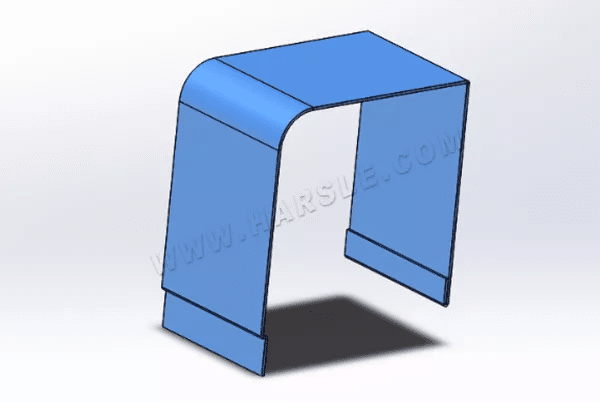
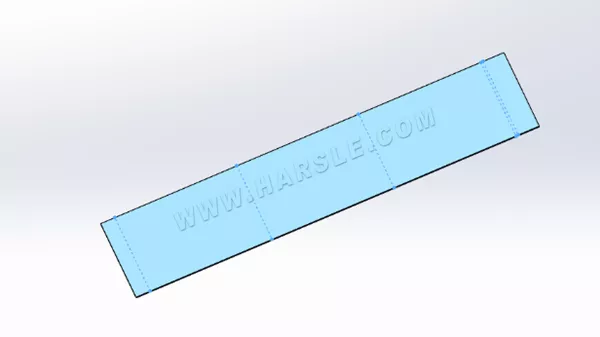
Nachdem diese 4 Methoden erklärt wurden, schauen wir uns dieses Bild an, um die Biege- und Entfaltungsgröße zu berechnen.
Schauen Sie sich zunächst die erweiterte Größe des Abschnittsunterschieds an
L1=20+120+3-1,5+0,4=141,9
Die Bogenbiegungsausbreitung ist die Länge des Umfangs eines Viertelkreises der neutralen Schicht
Der Bogenradius der neutralen Schicht beträgt 20-0,75=19,25
Erweitern Sie L2=3,14*19,25/2=30,22
Sackkanten- und rechtwinklige Erweiterung
L3=20+120+100-2,36=337,64
Die oben genannten 2,36 ist der Biegeabzug für die rechtwinklige Biegung der Plattendicke 1,5
Die Erweiterung der obigen Abbildung ist also
L=L1+L2+L3=141,9+30,22+337,64=509,76
4. 90-Grad-Biegung
Die einfachste Berechnungsmethode für den Biegekoeffizienten ist die empirische Formel für den 90-Grad-Biegekoeffizienten: die Berechnungsmethode der 1,7-fachen Materialdicke.

Beim 90°-Blechbiegen wird eine rechtwinklige Biegung um das 1,7-fache der Materialstärke reduziert. Beispiel: Das Material ist eine 1 mm dicke Eisenplatte, der Biegewinkel beträgt 90 Grad und die Biegemaße betragen 100 bzw. 50. Die Berechnungs- und Erweiterungsmethode lautet dann: 100 + 50 - 1,7 = 148,3 mm. Die Berechnung dient der Erweiterung der Länge. Diese 1,7 entspricht dem 1,6- bzw. 1,65-fachen und kann leicht angepasst werden. Da die von den einzelnen Blechfabriken verwendeten Biegewerkzeuge unterschiedlich sind, treten geringfügige Fehler auf und können ohne Anpassung verwendet werden. Bei hohen Anforderungen können Sie sie leicht anpassen.
5. Biegung von nicht 90 Grad
Hier wird ein spezieller Winkel erwähnt, mit dem der Biegefaktor einfach berechnet werden kann. Bei einem Blechbiegewinkel von 135 Grad kann der Biegefaktor um das 0,5-fache der Materialstärke reduziert werden. Beispiel: Das Material ist eine 1 mm dicke Eisenplatte, der Biegewinkel beträgt 135 Grad und die Biegemaße betragen 100 bzw. 50. Die Berechnungs- und Erweiterungsmethode lautet dann: 100 + 50 - 0,5 = 149,5 mm. Andere Blechstärken können auf die gleiche Weise berechnet werden. Gilt nur für 135 Grad, andere Winkel sind nicht verfügbar.

6. Blechrüschen
Auch beim Blechbiegen gibt es eine spezielle Winkelbiegung, den Blechfalz, auch Totkante genannt, der sich auf einfache Weise berechnen lässt.
Der Biegefaktor entspricht dem 0,4-fachen der Blechdicke. Beispiel: Das Material ist eine 1 mm dicke Eisenplatte, die Biegung ist eine tote Kante und die Biegemaße betragen 100 bzw. 10. Dann lautet die Berechnungs- und Erweiterungsmethode: 100 + 10 - 0,4 = 109,6 mm.
