








Gemeinsame Biegeform für Biegemaschine

Als erfahrener Fachmann in der Metallverarbeitung habe ich viel mit verschiedenen Werkzeugen und Geräten gearbeitet, darunter auch Biegemaschinen. Ein entscheidender Aspekt für präzise Biegungen ist die Auswahl der richtigen Ausrüstung, insbesondere der gängigen Biegeformen für Biegemaschinen. In diesem Artikel gebe ich Einblicke in die verschiedenen Arten von Biegeformen, ihre Anwendungen und wie jede Form die Effizienz und Genauigkeit Ihrer Biegeprozesse steigern kann. Das Verständnis dieser gängigen Formen ermöglicht Ihnen fundierte Entscheidungen, die zu besseren Ergebnissen in Ihren Fertigungsprojekten führen. Tauchen Sie ein in die Welt der Biegeformen!
1. Gemeinsame Biegeform
Häufig verwendet Biegeformen, wie unten gezeigt. Um die Lebensdauer der Form zu verlängern, werden die Teile so weit wie möglich mit abgerundeten Ecken entworfen.

Auch eine zu geringe Flanschhöhe, d.h. der Einsatz eines Biegegesenks, ist für die Umformung nachteilig, in der Regel gilt eine Flanschhöhe L ≥ 3t (inkl. Wandstärke).
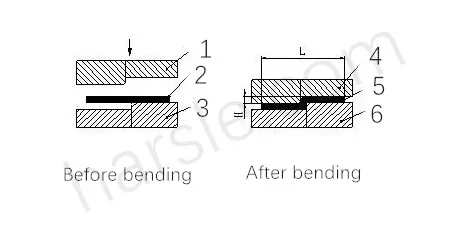
Schrittverarbeitungsmethode.
Einige flache Blechstufen in Z-Form werden gebogen. Die Hersteller verwenden häufig einfache Formen für die Bearbeitung auf Stanzmaschinen oder Hydraulikpressen. Die Chargen können auf der Biegemaschine mit der Differentialform bearbeitet werden, wie in der folgenden Abbildung dargestellt. Die Höhe H sollte jedoch nicht zu hoch sein und in der Regel (0 ~ 1,0) t betragen. Bei einer Höhe von (1,0 ~ 4,0) t sollte die Form der Be- und Entladestruktur der tatsächlichen Situation angepasst werden.
Die Höhe der Formstufe kann durch Hinzufügen eines Abstandshalters angepasst werden. Daher ist die Höhe H beliebig einstellbar. Ein Nachteil besteht jedoch darin, dass die Länge L und die Vertikalität der vertikalen Seite nicht ohne weiteres gewährleistet werden können. Bei einer großen Höhe H ist ein Biegen auf der Biegemaschine zu empfehlen.
Die Biegemaschine wird in zwei Typen unterteilt: gewöhnliche Biegemaschinen und CNC-Biegemaschinen. Aufgrund der hohen Präzisionsanforderungen und der unregelmäßigen Form der Biegung wird das Blechbiegen der Kommunikationsgeräte im Allgemeinen mit einer CNC-Biegemaschine gebogen. Das Grundprinzip besteht darin, das Biegemesser (obere Form) und die V-förmige Nut der Biegemaschine zu verwenden. Matrize), Biegen und Formen von Blechteilen.
Vorteile: bequemes Spannen, genaue Positionierung und schnelle Verarbeitungsgeschwindigkeit;
Nachteile: Der Druck ist gering, es können nur einfache Umformungen durchgeführt werden und die Effizienz ist gering.
Das Grundprinzip der Formgebung
Das Grundprinzip der Umformung ist in der folgenden Abbildung dargestellt:
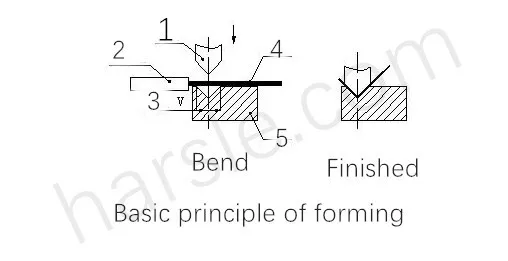
Biegemesser (Oberwerkzeug)
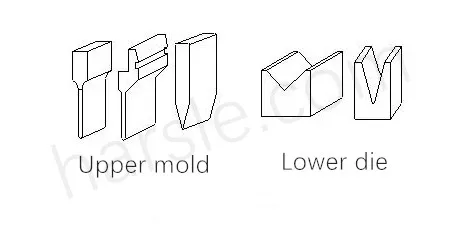
Die Form der Biegemesser ist in der folgenden Abbildung dargestellt. Die Bearbeitung richtet sich hauptsächlich nach der Form des Werkstücks. Hersteller allgemeiner Verarbeitungsmethoden bieten eine große Auswahl an Biegemessern, insbesondere hochspezialisierte Hersteller, um verschiedene komplizierte Biegungen zu verarbeiten. Maßgefertigte Biegemesser gibt es in vielen Formen und Ausführungen.
Die Unterform wird grundsätzlich mit V = 6t modelliert (t ist die Materialstärke).
Der Biegeprozess wird von vielen Faktoren beeinflusst, darunter der Bogenradius des Obergesenks, das Material, die Materialstärke, die Festigkeit des Untergesenks und dessen Größe. Um den Anforderungen der Produkte gerecht zu werden, hat der Hersteller das Biegegesenk bereits serialisiert, um die Sicherheit der Biegemaschine zu gewährleisten. Während des Konstruktionsprozesses ist ein allgemeines Verständnis des vorhandenen Biegegesenks erforderlich. Siehe oberer Teil links und unterer Teil rechts.
Das Grundprinzip des Biegeprozessablaufs:
(1) Biegen von innen nach außen;
(2) Biegen von klein nach groß;
(3) Biegen Sie zuerst die spezielle Form und dann die allgemeine Form.
(4) Nachdem der vorherige Prozess gebildet wurde, beeinflusst oder stört er den nachfolgenden Prozess nicht.
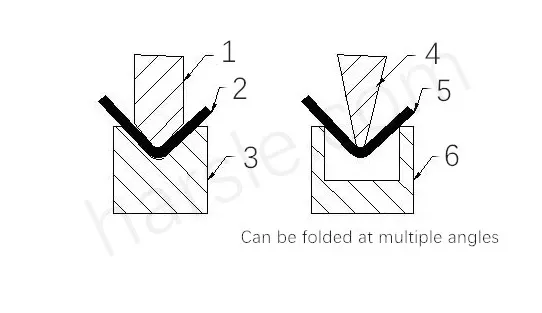
Die aktuelle Form des Biegens ist im Allgemeinen wie folgt dargestellt:
2. Biegeradius
Beim Biegen des Blechs ist an der Biegung ein Biegeradius erforderlich. Dieser sollte weder zu groß noch zu klein sein und entsprechend gewählt werden. Ist der Biegeradius zu klein, reißt die Biegung, ist er zu groß, kann die Biegung leicht zurückprallen.
Bei gewöhnlichen kohlenstoffarmen Stahlplatten, rostfreien Aluminiumplatten, Messingplatten, Kupferplatten usw. ist die Rundung 0,2 kein Problem, aber bei manchen kohlenstoffreichen Stählen, hartem Aluminium und superhartem Aluminium kann diese Biegungsrundung dazu führen, dass die Biegung bricht oder die Rundung reißt.
3. Zurückbeugen
Rückprallwinkel Δα=ba
Dabei ist b der tatsächliche Winkel des Werkstücks nach dem Rückprall;
A – der Winkel der Form.
Rückprallwinkel
Faktoren, die den Rebound beeinflussen, und Maßnahmen zur Reduzierung des Rebounds.
(1) Mechanische Eigenschaften des Materials Der Rückprallwinkel ist proportional zur Streckgrenze des Materials und umgekehrt proportional zum Elastizitätsmodul E. Bei Blechteilen mit hohen Präzisionsanforderungen sollte das Material zur Reduzierung des Rückpralls möglichst aus kohlenstoffarmem Stahl und nicht aus kohlenstoffreichem Stahl und Edelstahl bestehen.
(2) Je größer der relative Biegeradius r/t, desto geringer der Verformungsgrad und desto größer der Rückprallwinkel Δα. Dies ist ein wichtiger Aspekt. Die abgerundeten Ecken von Blechbiegungen sollten so klein wie möglich gewählt werden, was der Genauigkeit zugutekommt. Insbesondere sollte die Konstruktion großer Bögen möglichst vermieden werden. Wie die folgende Abbildung zeigt, bereiten derart große Bögen große Schwierigkeiten bei der Produktion und Qualitätskontrolle:
Erweitern Sie das Berechnungsprinzip:
1. Während des Biegevorgangs wird die äußere Schicht einer Zugspannung und die innere Schicht einer Druckspannung ausgesetzt. Eine Übergangsschicht zwischen Zug und Druck ist weder neutral noch druckbelastet. Die neutrale Schicht befindet sich im Biegeprozess. Die Länge ist dieselbe wie vor dem Biegen, daher ist die neutrale Schicht der Maßstab für die Berechnung der Länge des gekrümmten Teils.
2. Die Position der neutralen Schicht hängt vom Verformungsgrad ab. Bei großem Biegeradius und kleinem Biegewinkel ist der Verformungsgrad gering und die neutrale Schicht befindet sich nahe der Mitte der Blechdicke. Bei kleinerem Biegeradius vergrößert sich der Biegewinkel. Bei größerem Biegeradius nimmt der Verformungsgrad zu und die neutrale Schicht bewegt sich allmählich zur Innenseite des Biegezentrums. Der Abstand von der neutralen Schicht zur Innenseite des Blechs wird durch λ angegeben.
Andererseits wird mit dem Aufkommen und der Popularität der Computertechnologie zunehmend computergestütztes Design eingesetzt, um die leistungsstarke Analyse- und Rechenleistung von Computern besser nutzen zu können. Allerdings ist bei der Simulation des Biegens von Blechen oder bei der Erweiterung eine Berechnungsmethode erforderlich, um den Prozess genau zu simulieren.
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






