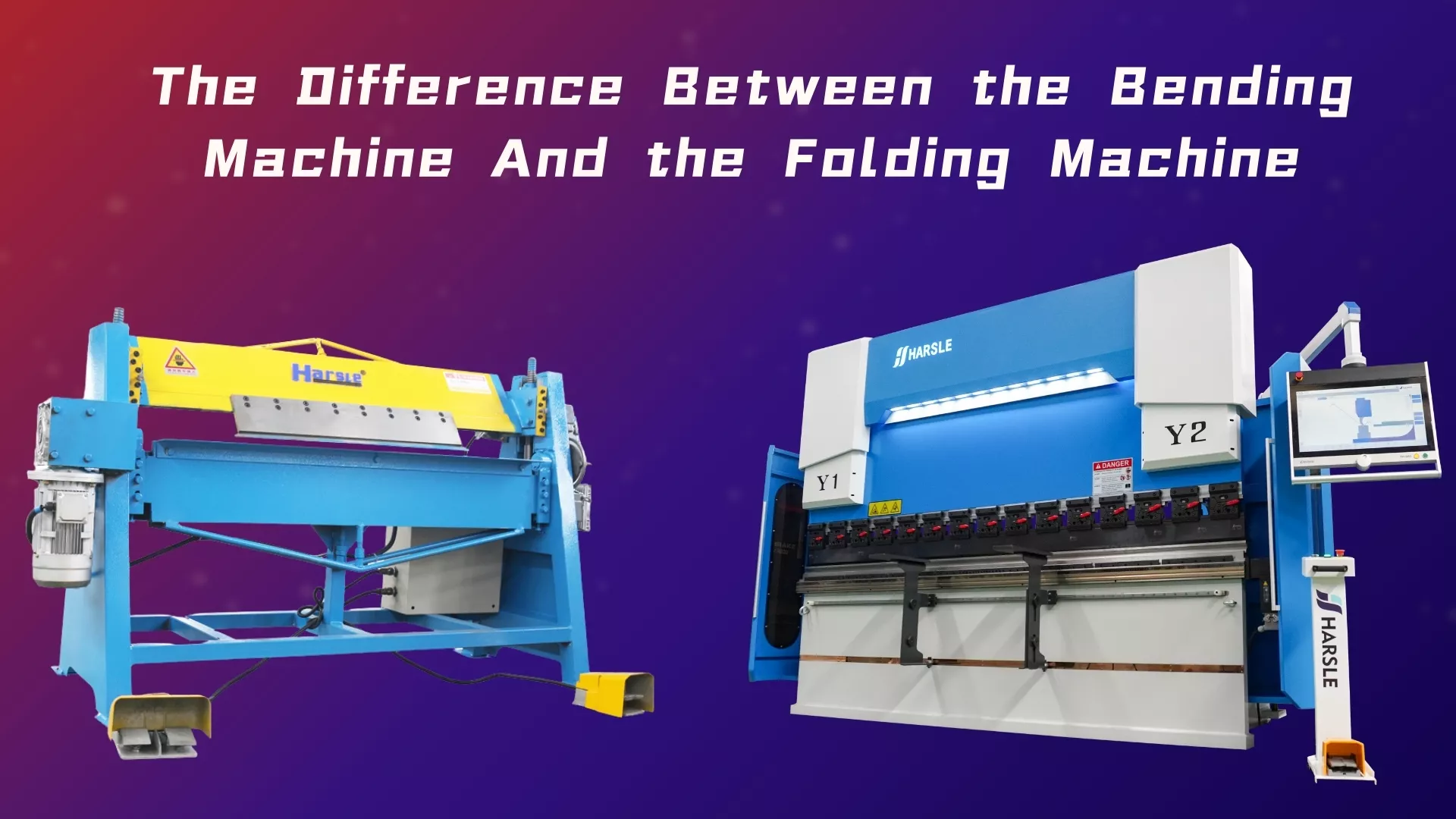
Der Unterschied zwischen Falzmaschine und Biegemaschine
Als Fachmann in der Metallverarbeitung werde ich oft mit Fragen zu den Unterschieden zwischen Biegemaschinen und Abkantmaschinen. Das Verständnis des Unterschieds zwischen Biegemaschinen und Abkantmaschinen ist entscheidend für die Auswahl der richtigen Maschine für bestimmte Anwendungen. Beide Maschinen sind zwar für die Metallformung konzipiert, funktionieren jedoch nach unterschiedlichen Prinzipien und werden für unterschiedliche Zwecke eingesetzt. In diesem Artikel erläutere ich die wichtigsten Merkmale, Vorteile und typischen Anwendungen der einzelnen Maschinentypen, um Ihnen zu helfen, fundierte Entscheidungen für Ihre Fertigungsprojekte zu treffen. Lassen Sie uns die Nuancen näher betrachten, die diese beiden wichtigen Werkzeuge voneinander unterscheiden.
Falzmaschine:
Der Klappmechanismus ist ein einfacher Biegemaschine, entweder manuell oder motorisch. Die einfache Methode besteht darin, die Stahlplatte mithilfe eines Modells mit gebogenem Radius fest auf dem Maschinentisch zu befestigen.
Der verlängerte Teil des Materials wird auf einen weiteren Tisch gelegt, der sich entlang des Biegeradius drehen lässt. Beim Anheben des beweglichen Tisches wird der Edelstahl in den gewünschten Winkel gebogen. Es ist offensichtlich, dass der Edelstahl beim Biegen auf dem Tisch gleitet. Um Kratzer auf dem Edelstahl zu vermeiden, muss die Tischoberfläche daher glatt sein. Bei der eigentlichen Verarbeitung wird die Edelstahloberfläche üblicherweise mit einer Kunststofffolie geschützt.
Der obere Balken ist typischerweise keilförmig, um einen Spalt zu bilden, sodass ein entsprechend geformter Rohling zu einem viereckigen Kasten oder Schlitz gefaltet werden kann. Faltmaschinen wurden zur Herstellung einer breiten Palette einfacher Edelstahlblechprodukte verwendet, diese Produkte werden derzeit jedoch häufiger mit Kaltbiegepressen hergestellt.

Der Unterschied zwischen dem Falt- und Biegeprinzip:
1. Die Biegemaschine steuert den Biegewinkel des Obermessers, um den Biegewinkel zu steuern. Gleichzeitig muss der Bediener beim Biegen der kurzen Seite den größten Teil des Materials außen halten. Wenn das große Werkstück gebogen wird, helfen zwei oder mehr Mitarbeiter.
2. Das Funktionsprinzip der Falzmaschine besteht darin, dass nach dem Auflegen der Platte auf die Werkbank der Seitenbalken nach unten gedrückt wird, um die Platte zu fixieren, und der faltbare Seitenbalken auf und ab gedreht wird, um das Falten zu realisieren. Bei allen Falzvorgängen einer Seite ist kein Handbuch erforderlich. Nehmen Sie an der Positionierung teil und unterstützen Sie bei Dreh- und Positionierungsarbeiten.
Der Unterschied in der Biegegenauigkeit:
1. Die Maßgenauigkeit der Biegemaschinensteuerung ist die Maßgenauigkeit der kurzen Kante der Hinteranschlagpositionierung. Nach Abschluss des Biegens summiert sich der Fehler zur Innenraumgröße. Gleichzeitig wird der Biegewinkel durch Steuerung des Pressbetrags des oberen Gesenks gesteuert. Relevant für die Materialdicke.
2. Die Maßgenauigkeit der Falzmaschinensteuerung besteht darin, die Falzkante zu vervollständigen, und die Kante wird als Positionierungsreferenz verwendet. Die Größe der Steuerung ist die vom Kunden gewünschte Innenraumgröße, und der Biegewinkel ist die direkte Steuerung des Flanschwinkels. Es spielt keine Rolle.
3. Probleme mit Kratzern auf der Materialoberfläche:
Wenn die Biegemaschine arbeitet, bewegt sich das Material im unteren Gesenk relativ zueinander und hinterlässt gleichzeitig eine Vertiefung ohne Oberflächenschutz. Gleichzeitig ist es beim Biegen eines großen Werkstücks erforderlich, es viele Male umzudrehen und zu bewegen, und es ist unvermeidlich, dass während des Vorgangs Kratzer entstehen.
Wenn die Falzmaschine arbeitet, kann durch die fehlende Relativbewegung zwischen Kantenbalkenschneider und Falzbalkenschneider und dem Material eine Oberflächenbeschädigung vollständig vermieden werden. Wenn das große Werkstück gebogen wird, weil das Blech flach ist und gleichzeitig bearbeitet wird, kann die gesamte Bearbeitung einer Seite des Werkstücks abgeschlossen werden, und die Oberflächenbeschädigung wird vollständig vermieden.
4. Die technischen Anforderungen der Arbeitnehmer sind unterschiedlich:
Die Biegemaschine stellt relativ höhere technische Anforderungen an die Bieger.
Die Programmierung der Falzmaschine kann vom Ingenieur intuitiv per Fingermalen oder Offline-Programmierung mithilfe einer Software erfolgen und per USB- oder Netzwerkverbindung in das Verarbeitungsprogramm importiert werden. Nach Abschluss der Programmierung besteht die Hauptarbeit des Arbeiters aus einfachen Be- und Entladearbeiten. Es ist nicht erforderlich, die Arbeiter geschickt zu beugen.
5.Werkzeugkonfiguration:
Wenn die Biegemaschine bestimmte Spezialbiegungen (z. B. Bögen) ausführen muss, muss sie das Werkzeug wechseln oder es auf eine andere Maschine übertragen, um den Transfer und die Zwischenlagerung des Halbzeugs zu verbessern.
Die Biegemaschine kann durch Drehen des Stanzbalkendesigns und gleichzeitiges Installieren von zwei Stanzbalkenwerkzeugsätzen konfiguriert werden, sodass alle Biegevorgänge in einer einzigen Station durchgeführt werden können. Für Bogenbiegen oder andere spezielle Biegeanforderungen ist grundsätzlich kein Werkzeugwechsel erforderlich. Die vollständige Implementierung erfolgt einfach durch Änderungen im Programm.
6. Standzeit:
Aufgrund der Relativbewegung des Werkstücks in der Matrize verschleißt das Werkzeug und muss repariert oder ersetzt werden.
Die Falzmaschine vermeidet grundsätzlich die Relativbewegung zwischen Material und Werkzeug und das Werkzeug weist über lange Zeit nahezu keinen Verschleiß auf, was die Werkzeuglebensdauer erheblich verlängert.
7.Betriebsposition:
A. Die Abkantpresse kann nur von vorne bedient werden.
B. Die Falzmaschine kann je nach Größe des Werkstücks sowohl vorne als auch hinten bedient werden, was für die Beobachtung und Verwendung praktisch ist.
8.Antriebssystem:
A. Die Biegemaschine wird hydraulisch angetrieben, was einen höheren Wartungsaufwand mit sich bringt und anfällig für Umwelteinflüsse ist.
B. Die Falzmaschine verfügt über ein vollelektrisches Antriebsdesign, das den Wartungsaufwand reduziert und nichts mit der Einsatzumgebung zu tun hat. Dadurch wird eine höhere Biegegenauigkeit erreicht.

-1300x731.jpg)