








Vier-Walzen-Walzmaschine
Vierwalzen-Walzmaschine
Eine 4-Walzen-Blechbiegemaschine, auch Vier-Walzen-Blechbiegemaschine oder Vier-Walzen-Walzmaschine genannt, ist eine Maschine zum Biegen oder Walzen von Metallplatten in zylindrische oder konische Formen. Sie funktioniert nach dem Prinzip der Materialverformung und mechanischen Manipulation. Die Maschine besteht aus vier Walzen, wobei zwei größere Unterwalzen die Platte antreiben und zwei kleinere Oberwalzen Druck ausüben und die Platte biegen. Diese Konstruktion bietet gegenüber herkömmlichen Drei-Walzen-Maschinen mehrere Vorteile, wie z. B. höhere Genauigkeit und geringeres Verformungsrisiko.
Struktur
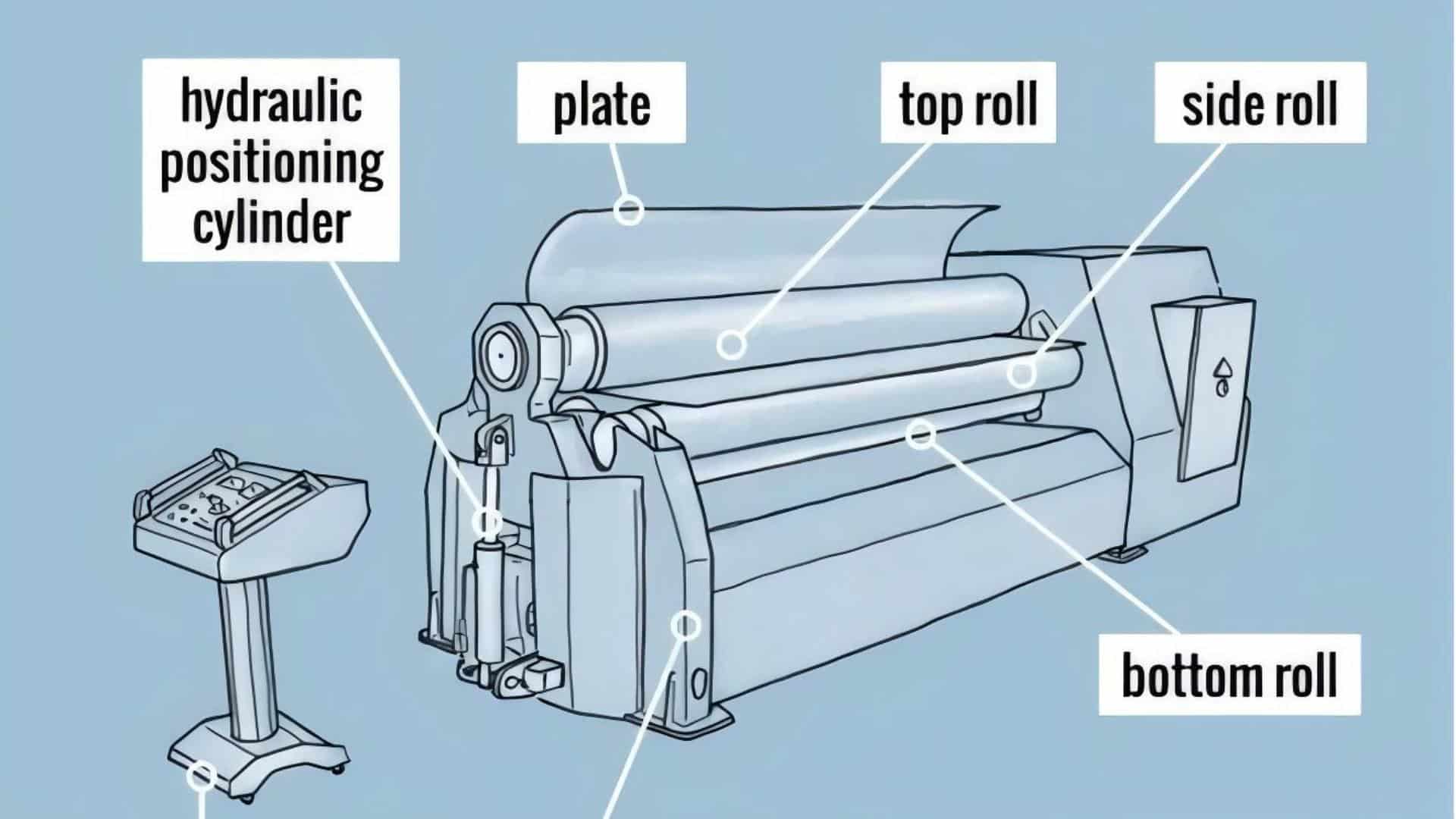
Die Abbildung 1 zeigt den Aufbau des Vier-Rollen- Walzmaschine.

Eine Vierwalzenwalzmaschine besteht im Wesentlichen aus diesen Teilen: hydraulischer Positionierzylinder, Bedienfeld, Oberwalze, Seitenwalze, Unterwalze, Maschinenrahmen.

Die Vierwalzenwalzmaschine eignet sich für die Walzformung von Blechen. Sie kann runde, gekrümmte und konische Werkstücke in einem bestimmten Bereich walzen und hat die Funktion, das Blechende vorzuwalzen. Die verbleibenden geraden Kanten sind klein und die Arbeitseffizienz hoch. Das Blech kann auf der Maschine grob nivelliert werden.
Funktionsprinzip

Die Position der oberen Walze ist fixiert, und die untere Walze bewegt sich linear nach oben, um die Stahlplatte festzuklemmen. Die Walzen auf beiden Seiten der Linie oder des Bogens werden zur Walze hin bewegt, um den Krümmungsradius der Walze anzupassen. Die Vier- und Drei-Walzen-Walze haben unterschiedliche Walzenbewegungen, das Funktionsprinzip ist jedoch dasselbe. Das Dreipunkt-Kreisprinzip wird verwendet, um das Walzen unterschiedlicher Radien durchzuführen. Die gerade Kante des Vorwalzens der Vier-Walzen-Walzmaschine und die Rundheit des Kalibrierkreises sind jedoch besser als die der Drei-Walzen-Walzmaschine.
1. Vorbereitung: Der Maschinenbediener bereitet die Metallplatte vor, indem er sicherstellt, dass sie sauber, richtig ausgerichtet und richtig zwischen der unteren und oberen Walze positioniert ist. Plattendicke, -breite und Biegeradius werden entsprechend der gewünschten Endform eingestellt.

2. Erste Positionierung: Die unteren Rollen der Maschine werden so eingestellt, dass sie das Gewicht der Platte tragen und eine erste Ausrichtung ermöglichen. Die oberen Rollen werden in die höchste Position gebracht, um das Einführen der Platte zu erleichtern.
3. Einlegen: Die Metallplatte wird durch den Einzugsspalt der Maschine zwischen Unter- und Oberwalze eingelegt. Der Bediener achtet darauf, dass die Platte zentriert und auf die Walzen ausgerichtet ist.

4. Justierung: Der Bediener passt die Positionen der unteren und oberen Walzen an den gewünschten Biegeradius und die gewünschte Krümmung an. Diese Justierung ist entscheidend, um den richtigen Biegeradius zu erreichen, ohne die Platte übermäßig zu belasten.
5. Biegen: Die hydraulischen oder mechanischen Systeme der Maschine treiben die unteren Walzen an, die wiederum die Platte vorwärts bewegen. Gleichzeitig üben die oberen Walzen Druck auf die Platte aus, wodurch diese sich um die unteren Walzen biegt. Die Platte erfährt eine plastische Verformung, während sie von einer flachen Platte in die gewünschte gebogene Form übergeht.

6. Progressives Biegen: Während sich die Platte durch die Walzen bewegt, passt der Bediener die Positionen der oberen und unteren Walzen an, um die gewünschte Krümmung und Form zu erreichen. Der Biegevorgang wird oft in mehreren Durchgängen durchgeführt, um Präzision zu gewährleisten und die Belastung der Platte zu minimieren.
7. Auslauf und Entnahme: Sobald die Platte alle Walzen durchlaufen hat und die gewünschte Form erreicht hat, verlässt sie die Maschine. Der Bediener entnimmt die gebogene Platte vorsichtig, und der Vorgang ist abgeschlossen.

Betriebsverfahren:
Maschineneinrichtung: Stellen Sie sicher, dass die Maschine ordnungsgemäß montiert und kalibriert ist. Überprüfen Sie die hydraulischen und mechanischen Systeme, Sicherheitsmechanismen und Walzenausrichtungen.
1. Plattenvorbereitung: Reinigen Sie die Metallplatte und stellen Sie sicher, dass sie die richtige Größe und Position zum Biegen hat.
2. Rolleneinstellung: Passen Sie die Positionen der unteren und oberen Rollen entsprechend dem gewünschten Biegeradius und der gewünschten Krümmung an. Informationen zu spezifischen Einstellungen finden Sie im Handbuch oder in den Richtlinien der Maschine.

3. Einsetzen der Platte: Setzen Sie die Platte in den Eingangsspalt der Maschine ein und achten Sie darauf, dass sie zentriert und ausgerichtet ist.
4. Biegevorgang: Aktivieren Sie die hydraulischen oder mechanischen Systeme, um den Biegevorgang zu starten. Überwachen Sie den Fortschritt und nehmen Sie bei Bedarf Anpassungen an den Walzenpositionen vor.
5. Progressives Biegen: Führen Sie bei Bedarf mehrere Durchgänge durch und passen Sie die Positionen der Walzen zwischen den Durchgängen an, um die gewünschte Form schrittweise zu erreichen.
6. Ausgabe und Entnahme: Sobald die Platte in die gewünschte Form gebogen ist, lassen Sie sie aus der Maschine austreten. Entnehmen Sie die gebogene Platte vorsichtig und prüfen Sie ihre Qualität.
7. Maschinenwartung: Führen Sie nach dem Biegevorgang eine routinemäßige Wartung der Maschine durch, einschließlich Reinigung, Schmierung beweglicher Teile und Behebung von Verschleiß oder Schäden.
Vorteile
Die 4-Walzen-Blechwalzmaschine ist dank ihres Rahmens, der allen Anforderungen gerecht wird, die einfachste Maschine. Die Vorteile sind vielfältig:
1. Das Vorwalzen wird stark reduziert, da das Material zwischen den beiden Mittelwalzen eingeklemmt wird.
2. Die Arbeit kann in einem einzigen Durchgang erfolgen, indem Sie die folgenden Schritte ausführen:
●Quadrieren
●Vorwalzen
●Rollen
●Schließen vor dem Rollen
3. Dank der Unterstützung der unteren Rolle (B) durch die Seitenrolle (D) wird die Platte horizontal in die Maschine eingeführt.
4. Durch die Position der Seitenrolle (C) wird die Platte rechtwinklig ausgerichtet.
5. Der Platz bis zur Maschinengrenze reduziert sich auf nur eine Seite, da in einem einzigen Schritt gekantet und gerollt werden kann.
Wir empfehlen eine 4-Rollen-Blechwalzmaschine
Für eine hohe und massive Produktion
Für die Möglichkeit der Steuerung per NC
Für die Möglichkeit, konische Walzen herzustellen


