








Hydraulische Abkantpresse - Fehlerdiagnose und Behandlungsanalyse
In meiner langjährigen Erfahrung mit hydraulische AbkantpressenIch bin auf verschiedene Fehler gestoßen, die den Betrieb stören und die Qualität der Biegungen beeinträchtigen können. Die genaue Diagnose dieser Probleme ist entscheidend, um Ausfallzeiten zu minimieren und die Produktivität aufrechtzuerhalten. Im Laufe der Jahre habe ich einen systematischen Ansatz zur Fehlerdiagnose und Behandlungsanalyse entwickelt, der es mir ermöglicht, häufige Probleme wie Hydrauliklecks, Ausrichtungsprobleme und Verschleiß an Komponenten zu identifizieren. In diesem Artikel teile ich meine Erkenntnisse zu hydraulische Abkantpresse Fehlerdiagnose und Behandlungsanalyse mit praktischen Tipps und Lösungen, die den Bedienern helfen, diese Herausforderungen effektiv zu bewältigen und die Leistung ihrer Maschinen zu verbessern.
Hydraulische Abkantpresse

Die Geschwindigkeit der Rückfahrt des Gleitblocks ist langsam, was zu einer Verringerung der Produktionseffizienz des Blechs führt Biegemaschine und die Produktionseffizienz des Unternehmens beeinträchtigen. In diesem Dokument werden die Ursachen für den Ausfall der hydraulischen Blechbiegemaschine analysiert, eine umfassende Diagnose durchgeführt und der Fehler behoben. Dies liefert neue Ideen für die zukünftige Behebung der damit verbundenen Fehler und hat praktische Bedeutung für die Verbesserung der Produktionseffizienz des Unternehmens.
Technische Parameter
Das hydraulische Blechbiegemodell ist wc67y-125t /3200, der Nenndruck beträgt 1250 kN, die Tischlänge beträgt 3200 mm, der Hub des Schiebers beträgt 120 mm, die Hubgeschwindigkeit des Schiebers ist schnell runter/rein/raus und beträgt 36/9/45 mm/s und der maximale Arbeitsdruck des Hydrauliksystems beträgt 20 MPa
Funktionsprinzip
Durch die Zusammenarbeit des hydraulischen Abkantpressenübertragungssystems und des elektrischen Steuerungssystems kann diese Maschine den Schieber den Arbeitszyklus von schnell, dann langsam, dann Druckhaltung, Druckentlastung und Rücklauf durchführen lassen, um so die Biegeanforderungen des Werkstücks zu erfüllen.
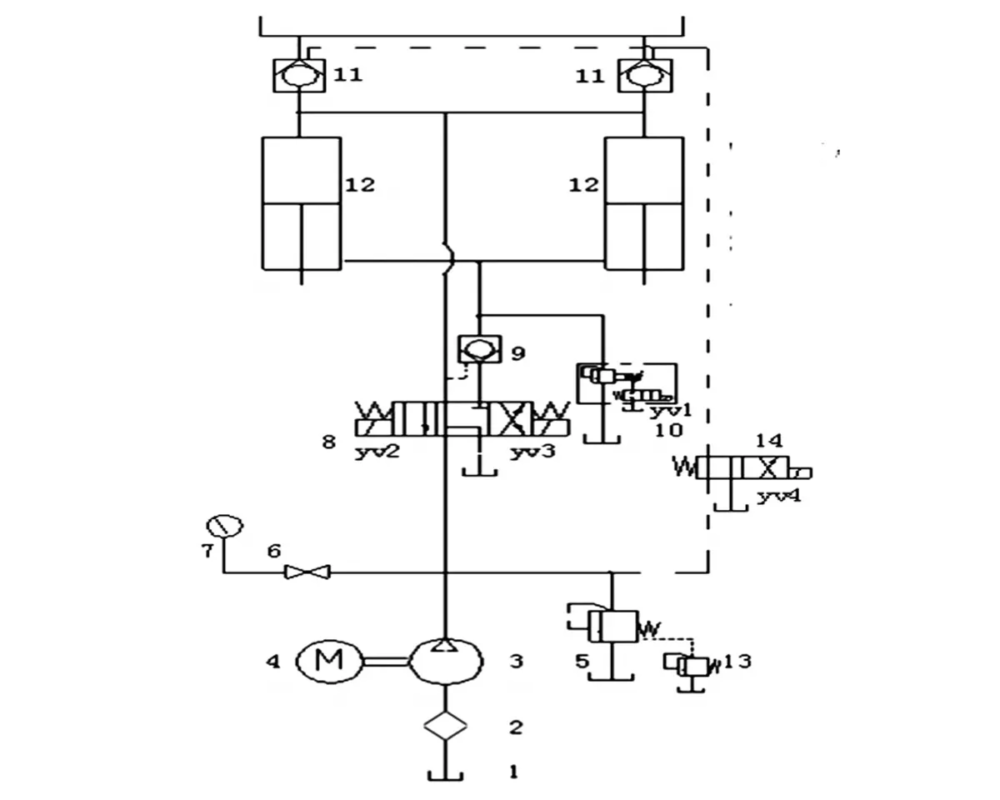
1) Schnell nach unten gleiten lassen. Magnetumkehrventil 8 YV2, elektromagnetisches Überlaufventil 10 YV1. Ölzufuhr: Das von der Ölpumpe 3 abgegebene Öl gelangt über Ventil 8 in die obere Kammer der beiden Ölzylinder 12 und drückt die Kolbenstangen der beiden Ölzylinder, um den Schieber nach unten zu bewegen. Kontrollieren Sie das Öl im Ölkreislauf, um das Flüssigkeitsregel-Rückschlagventil 9 und das Flüssigkeitsfüllventil 11 zu öffnen.
Beim Absenkvorgang des Schiebers führt Ventil 11 eine hohe Ölfüllung durch, um das schnelle Absenken des Schiebers zu ermöglichen. Ölrückführung: Das Öl in der unteren Kammer der beiden Ölzylinder wird 10 Mal durch das elektromagnetische Überlaufventil in den Öltank zurückgeführt.
2) Verlangsamen Sie den Schieber. Magnetventil 8 YV2, zwei Vierwegeventile 14 YV4. Das Öl; Das von der Ölpumpe 3 ausgegebene Öl gelangt über Ventil 8 in die obere Kammer der beiden Ölzylinder 12 und drückt die Kolbenstangen der beiden Ölzylinder, um den Schieber nach unten zu bewegen. Steuern Sie das Öl im Ölkreislauf, um das hydraulische Steuer-Einwegventil 9 zu öffnen. Ölrücklauf: Das Öl aus der unteren Kammer der beiden Ölzylinder 12 fließt über das flüssigkeitsgesteuerte Einwegventil 9 und das Magnetwegeventil 8 zurück in den Öltank.
3) Beibehaltung der Systemspannung. Gesteuert durch das Zeitrelais KTI kann die Druckhaltung des Schiebers erfolgen, um die Formgebung und Biegung des Werkstücks zu erreichen. Die Druckhaltezeit ist einstellbar.
4) Druckentlastung des Systems. Um den Rückschlag beim Rücklauf des Schiebers zu reduzieren, wird Yv2 vor dem Rücklauf des Schiebers kurzzeitig stromlos geschaltet. Zuerst erfolgt die Druckentlastung des Systems, dann der Rücklauf des Schiebers. Die Druckentlastungszeit ist einstellbar.
5) Rücklauf des Schiebers. Magnetisches Umschaltventil 8 von YV3 wird betätigt. Ölzufuhr: Das von der Ölpumpe 3 abgegebene Öl gelangt über das Magnetwegeventil 8 und das hydraulische Steuer-Einwegventil 9 in die untere Kammer der beiden Zylinder 12. Die beiden Zylinder werden durch die Kolbenstange in die Rücklaufbewegung des Schiebers versetzt. Gleichzeitig wird das Öl im Ölweg über das Zwei-Positionen-Vierwege-Umschaltventil 14 gesteuert, um das hydraulische Steuer-Einwegventil 11 zu öffnen und den Ölrücklauf aus der oberen Kammer vorzubereiten.
Ölrückführung: Das Öl in der oberen Kammer der 12 Zylinder wird über das 11-Wege-Hydrauliksteuerventil direkt in den Öltank zurückgeführt, um eine schnelle Rückführung des Schiebers zu ermöglichen.
6) Regelung des Systemarbeitsdrucks. Je nach dem von den hydraulischen Abkantpressenteilen benötigten Druck kann dieser durch Einstellen des Knopfes des Ferndruckregelventils 6 eingestellt werden. Nach der Einstellung sollte die Kappe hinter dem Knopf verriegelt und das Hochdruckventil 5 vor Verlassen des Werks eingestellt werden. Der maximale Arbeitsdruck des Systems sollte 20 MPa nicht überschreiten.
Fehlerursachenanalyse
Durch Analyse des Funktionsprinzipdiagramms und des Arbeitsprozesses des Hydrauliksystems der hydraulischen Abkantpresse können die Gründe für die langsame Rücklaufgeschwindigkeit des Schiebers folgende sein: 1) Hydraulikzylinder und Kolben sind nicht richtig abgedichtet, was zu gegenseitiger Leckage zwischen der oberen und unteren Kammer führt. 2) Das elektromagnetische Überlaufventil 10 ist blockiert und schließt nicht richtig. 3) Das hydraulische Steuer-Rückschlagventil 9 ist nicht an seinem Platz. 4) Das Verstopfen des gleichen Kerndämpfungslochs von 11 hydraulischem Steuer-Rückschlagventil führt zu einer schlechten Ölrückführung. 5) Der Lesekern 8 des magnetischen Umkehrventils ist stark abgenutzt, was zu einem Ausfall der Umkehr führt.
Fehlerdiagnose und Behandlungsmaßnahmen
1) Analysieren Sie den Betriebszustand der hydraulischen Abkantpresse. Der Gleitblock ist normal, um das Blechmaterial schnell nach unten zu drücken, und es gibt keine Leckage an der Außenfläche des Hydraulikzylinders. Daher kann ausgeschlossen werden, dass die oberen und unteren Hohlräume des Hydraulikzylinders ineinander fließen und das hydraulische Steuer-Rückschlagventil 9 nicht vorhanden ist.
2) Passen Sie den Druck des elektromagnetischen Überströmventils 10 an, wenn der Druckübergangszylinder eine Rückfahrt durchführt. Die Messwerte des Druckmessers ändern sich dementsprechend regelmäßig, sodass die Leistung des elektromagnetischen Überströmventils 10 normal ist.
3) Überprüfen und verifizieren Sie das hydraulische Steuer-Rückschlagventil 11. Es liegt keine Blockierung im Dämpfungsloch des Ventilkerns vor und das Ventil 11 öffnet und schließt an Ort und Stelle mit normaler Leistung.
Durch Prüfen, Vergleichen und Verifizieren der oben genannten Bedingungen nacheinander können wir ihren Einfluss auf den Fehler grundsätzlich ausschließen und vorläufig feststellen, dass der Fehler des elektromagnetischen Wegeventils 8 die Ursache für die langsame Rücklaufgeschwindigkeit der Biegemaschine ist. Durch die Überholung des elektromagnetischen Wegeventils 8 wurde festgestellt, dass die Oberfläche des Ventilkerns des elektromagnetischen Wegeventils 8 stark abgenutzt ist, was dazu führt, dass der Gleitblock des elektromagnetischen Wegeventils 8 beim Rücklaufprozess YV3 elektrisch rutscht. Das elektromagnetische Wegeventil und die hydraulische Einwegsteuerung benötigen Hydrauliköl.
Und die Stößelstange des unteren Teils des Zylinders 9 bis 8 treibt den Gleitblock auf dem Rückweg an. Da der Zapfen des Ventils 8 einen schweren Kernverlust aufweist, erreicht die Richtungssteuerung nicht die vorgesehene Position. Der Hydrauliköldruck zum Zurückschieben des Gleitblocks reicht nicht aus, was zu einer geringen Rücklaufgeschwindigkeit führt. Ersetzen Sie das Magnetwegeventil 8 und führen Sie einen Probelauf durch. Die Rücklaufgeschwindigkeit wird schneller und 1 funktioniert normal.
Abschluss
Zusammenfassend lässt sich sagen, dass es zur Fehlerbehebung bei der hydraulischen Abkantpresse erforderlich ist, den Aufbau und das Funktionsprinzip des Hydrauliksystems und der zugehörigen Hydraulikkomponenten zu beherrschen, die Funktionsweise jeder Hydraulikkomponente während der jeweiligen Hubarbeit der Hydraulikausrüstung gründlich zu verstehen und durch Beobachtung der Gerätestörung eine genaue Fehlersuche an der Ausrüstung durchzuführen.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




