








Grundlegende Leistungsparameter der Schermaschine

1. Grundlegende Leistungsparameter der Schermaschine
Die wichtigsten Faktoren, die die Leistung der Schermaschine bestimmen, sind: die Scherkraft der Schermaschine, die Anpresskraft, der Scherwinkel und der Hub des Obermessers.
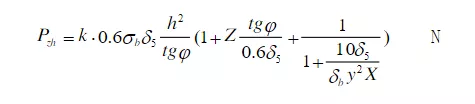
2. Scherkraftbestimmung
Die Gesamtscherkraft der Schrägkantenschere ist geringer als die der Flachklingenschere. Sie setzt sich aus drei Komponenten zusammen: der Grundscherkraft, dem Biegewiderstand des geschnittenen Blechteils und der Biegung des Blechs in der Scherzone. Die Beziehung zwischen der Gesamtscherkraft und dem Scherwinkel ist nahezu umgekehrt proportional, d. h. sie nimmt mit zunehmendem Scherwinkel ab.
3. Ermittlung der Presskraft
Während der Scherprozessübt das Obermesser einen horizontalen Vorwärtsschub T auf das Blatt aus. Um eine Verschiebung des Blattes zu verhindern, muss die Druckkraft so bemessen sein, dass die auf der Ober- und Unterseite des Blattes erzeugte horizontale Reibungskraft größer als T ist.
Wenn der Schnitt beginnt, erreicht die Schnitttiefe der oberen Klinge die Dicke der geschnittenen Platte und die durch die Ober- und Unterseite des Blechs erzeugte Reibung beträgt:
F1=μ(Ph+Py)N
Wenn die Scherung über den oben genannten Moment hinaus anhält, beträgt die Reibung auf der Oberfläche des Blechs:
F2 = μPyN
Die geringe Reibung des Bleches bleibt unverändert.
F1+F2≥T
T=0,3PhN
Daher ist μ(Ph+2Py)≥0,3Ph
Wenn μ=0,15
Py = 1/2PhN
Es ist zu beachten, dass die Presskraft mit zunehmender Gesamtscherkraft zunimmt. Allerdings besteht auch zwischen der Presskraft und der Breite der Scherplatte eine gewisse Beziehung. Bei einer großen Scherplattenbreite hat der weit vom Scherbereich entfernte Pressfuß wenig Wirkung. Die Gesamtpresskraft beträgt daher:
Py=1/2Ph b/2500 N
Wobei b die Schnittbreite (mm) ist.
Bringen Sie den Funktionswert und erhalten Sie den Py-Wert von 1,57*10,6N
4. Bestimmung des Scherwinkels
Aus der Formel der Scherkraft ist deutlich ersichtlich, dass mit zunehmendem Scherwinkel die Scherkraft abnimmt und dadurch das Gewicht der Maschine reduziert wird. Die ungünstigste Folge des vergrößerten Scherwinkels ist jedoch die starke Verformung des schmalen Streifens, gefolgt vom vergrößerten Hub des Werkzeughalters.
Durch Vergleich der Hauptparameter der inländischen und ausländischen Schermaschinen wird entschieden, den Scherwinkel auf 3° einzustellen.











