








Pneumatische Stanzmaschine: Bedienungsanleitung
Als jemand mit Erfahrung in der Arbeit mit pneumatischen Stanzmaschinen, ich weiß, wie wichtig es ist, sie richtig zu bedienen, um Effizienz und Sicherheit zu gewährleisten. In diesem Pneumatische Stanzmaschine: Bedienungsanleitung. Ich führe Sie durch die wichtigsten Schritte, um das Beste aus Ihrer Maschine herauszuholen. Von der Einrichtung der Anlage bis zum Verständnis der Bedienelemente hilft Ihnen diese Anleitung, häufige Fehler zu vermeiden und die Leistung zu maximieren. Egal, ob Sie neu im pneumatischen Stanzen sind oder eine kurze Auffrischung benötigen, diese Anleitung vereinfacht Ihre Arbeit. Los geht's!
Die pneumatische Stanzmaschine verwendet vom Kompressor erzeugtes Hochdruckgas, um Druckgas durch die Rohrleitung an das Magnetventil zu liefern, und die Wirkung des Magnetventils wird durch den Fußschalter gesteuert, um die Arbeit und Rückkehr des Zylinders zu steuern und so den Zweck des Stanzens zu erreichen.
Inhaltsverzeichnis
Technisches Prinzip
Die Druckluft kann im Vorratsbehälter gespeichert und jederzeit entnommen werden, sodass keine Energie für den Leerlauf des Motors verschwendet wird. Die Verwendung des Zylinders als Arbeitsteil und des Magnetventils als Steuerelement vereinfacht den Aufbau dieser Maschine. Sie zeichnet sich durch eine geringe Ausfallrate, hohe Sicherheit, einfache Wartung, geringere Wartungskosten und hohe Produktionseffizienz aus. Die 220-V-Stromversorgung dient zur Steuerung des Magnetventils, das einfach und bequem zu bedienen ist.
Leistungsmerkmale
Hochwertiger, geschweißter Stahlblechkörper, gehärtet (oder vibrationsgealtert) durch Kugelstrahlen, gute Steifigkeit, stabile Präzision; Kurbelwelle längs, kompakte Struktur, Kurbelwelle durch Hochfrequenz-Abschreck- und Schleifbehandlung, gutes Finish, flexible Drehung, rechteckige, sechsseitige, längliche Führung, Führungsplatte aus Bronze, hochpräzise Führung; pneumatischer Doppelausgleichszylinder, gleicht das Gewicht des Schiebers und der oberen Matrize aus, reduziert Stöße und Geräusche, beseitigt Gestänge und Schieberspalte, reduziert die Kraftteile.
Die gesamte pneumatische Stanzen Die Maschine verfügt über eine zentrale Steuerung, und der pneumatische Kreislauf wird durch importierte Sicherheitsdoppelventile gesteuert, die Spitzen-, Kriech-, Einzel- und Dauerprägung ermöglichen. Wichtige Teile wie Schieber, Führungsschiene, Arbeitstischplatte, Pleuelstange und Gelenkhülse werden alle aus Kunstharz gegossen, wodurch die Oberflächenrauheit um 1–2 Stufen und die Maßgenauigkeit um 2–3 Stufen im Vergleich zum herkömmlichen Tonsandguss verbessert werden kann. Bei Produkten mit einer Tonnage von 60 t und mehr wird die Formbeladung elektrisch eingestellt. Wichtige Teile wie pneumatische und elektrische Komponenten, Dichtungen, Knöpfe usw. werden alle importiert.
pneumatisch Stanzen Maschine Mechanische Eigenschaften
1. Verwenden Sie hochfestes Gusseisen durch Spannungsabbau, um langfristige Genauigkeit zu gewährleisten.
2. Unterstützt durch zwei Führungssäulen mit erweitertem Achsabstand sind die Steifigkeit und Präzision der Führungssäulen in Richtung der exzentrischen Belastung und der Gleitlast äußerst hervorragend.
3. Die Führungsmethode besteht in der Verwendung von Doppelsäulen als Führung. Die Länge erstreckt sich bis zur Materiallinienposition und kann während der Verarbeitung die horizontale Richtungskraftaufteilung direkt aufnehmen, um eine schnelle und hochpräzise Verarbeitung zu erreichen.
4. Durch den Einsatz der weltweit fortschrittlichsten digitalen Frequenzumwandlungstechnologie werden verschiedene Zustände auf dem Display angezeigt, um die Qualität des Produkts sicherzustellen. Darüber hinaus wird bei Auftreten eines Fehlers dieser Inhalt zur einfachen Wartung angezeigt.
5. Das Zwangskühlsystem ist so konfiguriert, dass die Stabilitätsänderung während des Hochgeschwindigkeitsbetriebs reduziert wird.

Kontrastvorteile
1. Pneumatische Stanzmaschinen sind hygienischer und sauberer. Durch den Einsatz moderner Lichtschrankentechnologie lässt sich die Sicherheit deutlich erhöhen. Computergesteuerte Zählung mit Programm ermöglicht einen unbeaufsichtigten Verarbeitungsprozess, was die Arbeitseffizienz deutlich steigert und die Produktionskosten senkt. Das Stanzen von Rohren und Platten aus Metall und Nichtmetallen erfolgt meist mit elektrischen Stanzmaschinen. Elektrische Stanzmaschinen verursachen nicht nur hohe Umweltbelastungen durch Lärm, sondern sind aufgrund ihrer komplexen Bauteile auch teuer, aufwändig zu warten, sperrig und verbrauchen viel Strom. Die Bedienung ist kompliziert, die Ausfallrate hoch und das Sicherheitsrisiko groß.

2. Die pneumatische Stanzmaschine hat einen einfachen Aufbau, niedrige Produktionskosten und nutzt pneumatische Technologie, um zu ermöglichen, dass ein Luftkompressor für mehrere pneumatische Stanzmaschinen gleichzeitig verwendet werden kann, was energiesparender ist als eine elektrische Stanzmaschine. Reduzieren Sie den Stromverbrauch. Einfache Bedienung, hohe Sicherheit, Verwendung eines Fußschalters zur Steuerung des Magnetventils, einfacher Aufbau, niedrige Ausfallrate, verbesserte Produktionseffizienz.

Anwendungsgebiete
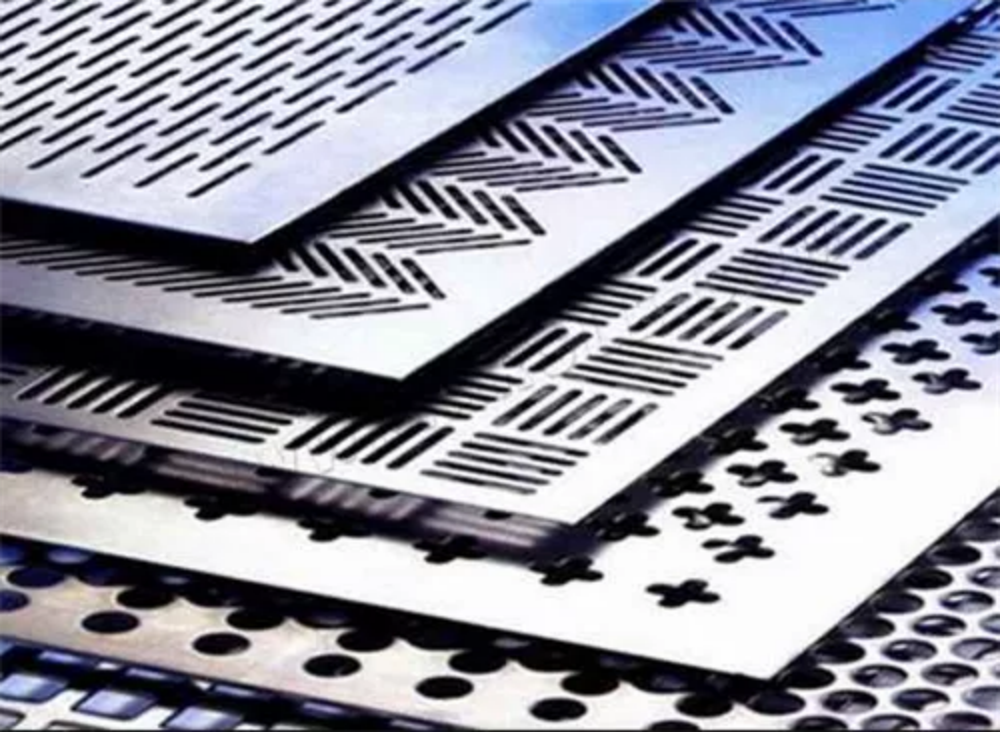
Geeignet für den pneumatischen Stanzmaschinenbereich verschiedener metallischer und nichtmetallischer Rohre und Platten.
● Maschinenbau: Stanzteile, Stanzverarbeitung, Hardware-Stanzteile, Metall-Stanzteile, Automobil-Stanzteile, Streckteile, Metall-Streckteile, Stanzblechteile.
● Haushaltswaren: Elektronik, Kommunikation, Elektrogeräte, Beleuchtung, Spielzeug, Fahrgestelle, Möbel, Sportgeräte, Grillgeschirr, Hardware, Beleuchtungshardware, elektronische Hardware, Fahrgestellschränke, Küchengeschirr, Scharniere, Splinte, Federstifte, Kraftzangen, Trockenobstzangen, Verpackungsmaterialien, Aufkleber, Handyfolien, Dichtungen, Matten, Aluminiumteile, Terminals, Lautsprechernetze
● Straßenverkehr: Transportbedarf, Fahrzeugsicherheit, Schutzbedarf, Kommunikationsprodukte für Autos und Motorräder sowie Zubehör.
● Bürobedarf: Schaltschränke, Gehäuse für Geldautomaten, Klimaanlagenkomponenten, Drucker, Kopiergestelle und verschiedene Arten von Präzisionsblechen.

Betriebsverfahren
1. Informieren Sie sich vor dem Starten der Maschine über den Namen und die Rolle der einzelnen Teile der Maschine. Weitere Informationen finden Sie im vorherigen Artikel in der öffentlichen Nummer.
2. Wenn Sie die Maschine einschalten, öffnen Sie zuerst das Luftventil an der Rückseite der Maschine und prüfen Sie dann, ob die drei Luftdruckmesser vorhanden sind (die drei Druckmesser sind: A Ausgleichsdruckmesser ist im Allgemeinen auf 0,4 MPa–0,5 MPa eingestellt, B Kupplungsdruckmesser ist im Allgemeinen auf 0,4 MPa–0,6 MPa eingestellt, C nicht einstellbarer Druckmesser ist im Allgemeinen auf 0,4 MPa angegeben). Laien können den Druckmesser nicht bewegen.
3. Schalten Sie den Hauptschalter ein und schalten Sie dann den Motorstartschalter ein, während die Anzeige HL2 leuchtet. Wenn der Hauptmotor nicht mehr rotiert, erlischt die Anzeige. Stellen Sie vor dem Maschinenbetrieb sicher, dass der Luftdruck den angegebenen Wert erreicht. Starten Sie den Motor und stellen Sie den Überlastschutzschalter in die Normalposition.
4. So wählen Sie „Kriechen“, „Einzeln“, „Kontinuierlich“, „Nicht kontinuierlich“, „Getrennt“, „Kontinuierliche Unterbrechung“.
● Inch-Bewegung: Der Drehschalter für kontinuierliche Bewegung wird in eine nicht-kontinuierliche Position gebracht und der Wahlschalter in die Inch-Bewegungsposition. Der Schnellumschalter der Konsole wird auf Inch-Bewegung eingestellt, dann drücken und schließen beide Hände den Zweihandknopf, der Zweihandknopf für die Schiebefunktion wird freigegeben und die Schiebefunktion wird gestoppt.
● Einzelbetrieb: Der Drehschalter für Dauerbetrieb wird in die Position „Nicht-Dauerbetrieb“ gestellt, der Wahlschalter in die Position „Einzelbetrieb“, der Schnellumschalter der Konsole in die Position „Getrennt“. Beim Drücken des Zweihandschalters bewegt sich der Schieber. Der Schieberhub überschreitet 135 Grad. Beim Loslassen des Zweihandschalters bewegt sich der Schieber weiter bis zum oberen Totpunkt. Liegt der Schieber innerhalb von 135 Grad, stoppt er sofort, wenn der Zweihandschalter losgelassen wird. Stellen Sie den Zweihand-/Fußschalter für die Einfußbedienung in die Fußposition. Achten Sie dabei jedoch auf die Betriebssicherheit.
● Kontinuierlich: Wenn sich der Drehschalter für kontinuierlichen Betrieb in der Position „Kontinuierlich“ befindet, befindet sich auch der Wahlschalter in der Position „Kontinuierlich“. Drücken Sie die Zweihandtaste, bewegen Sie den Schieber 5 Sekunden lang, lassen Sie die Zweihandtaste los, der Schieber läuft dieses Mal im Dauerbetrieb weiter, drücken Sie die Taste für kontinuierlichen Stopp, um den Schieber nach dem Stoppen oder wenn sich der Zweihand- oder Fußschalter in der Fußposition befindet, nicht in Dauerbetrieb zu gehen.
● Schiebereglereinstellung: Stellen Sie den Schieberegler-Einstellknopf normalerweise in die Abschaltposition und tippen Sie dann mit der Hand auf die Aufwärts- oder Abwärtstaste.

● Überlastschutz: Stellen Sie den Überlastschutzknopf normalerweise auf die normale Position. Wenn bei Überlastung die rote Anzeige aufleuchtet, stellen Sie diesen Knopf sofort auf die Rücksetzposition.
● Der Schlittenweg ist zu niedrig eingestellt, um „tot“ zu spielen: Schalten Sie sofort den Motorstartschalter aus, damit das Schwungrad der Eisenscheibe der Werkzeugmaschine vollständig stoppt, und den Drehschalter der Werkzeugmaschine. Bringen Sie das Spiel in die Rückwärtsposition, und dann bringen Sie die Schlittenführung durch langsames Spielen mit den Händen in die obere „Totpunkt“-Position von 0 Grad zurück.
● So verwenden Sie den Zähler: Wenn dieser Knopf in der Position „Ein“ losgelassen wird, beginnt der Zähler, die Anzahl der Schieberbewegungen zu zählen.
● So verwenden Sie den „Auswerfer“: Stellen Sie den Knopf im Allgemeinen auf „Auto“. Der Luftstrom wird gleichzeitig mit dem Presshub ausgeblasen. Wenn die Maschine nicht im Pressbetrieb ist und Sie den Auswerfer verwenden müssen, stellen Sie den Knopf auf „Manuell“ und tippen Sie einmal darauf. Wenn die Maschine nicht im Stanzbetrieb ist und Sie den Auswerfer verwenden möchten, stellen Sie den Knopf auf „Manuell“, tippen Sie einmal darauf und der Auswerfer bläst einmal.
● Not-Aus-Taste: Drücken Sie diese Taste während des Betriebs mit der Hand nach unten. Die Maschine stoppt dann sofort den Betrieb. Wenn die Taste nach unten gedrückt wird, verriegelt sie sich selbst. Wenn Sie den Betrieb erneut starten, müssen Sie diese Taste zurücksetzen (drehen Sie die Taste in Pfeilrichtung).
● Photoelektrische Schutzvorrichtung: Wenn die Werkzeugmaschine mit einer photoelektrischen Schutzvorrichtung ausgestattet ist, gelten die folgenden Funktionen: Wenn die photoelektrische Schutzvorrichtung eingeschaltet wird, bewegt sich der Schlitten im Bereich von 0 Grad bis 135 Grad. Wenn der Lichtstrahl der Schutzvorrichtung blockiert wird, stoppt der Schlitten sofort in jeder beliebigen Position. Die Werkzeugmaschine läuft im Kriechbetrieb und verfügt über keinen photoelektrischen Schutz.
5. Stellen Sie sicher, dass Sie alle oben genannten Punkte beherrschen. Starten Sie dann den Motor der Werkzeugmaschine. Achten Sie zunächst eine Minute lang darauf, ob das Laufgeräusch der Werkzeugmaschine normal ist, die Laufrichtung der Werkzeugmaschine stimmt und die Schmierteile der Werkzeugmaschine in Ordnung sind.

6. Nachdem die Werkzeugmaschine wieder normal funktioniert, beginnen Sie mit der Form.
● Die Arbeitsfläche muss aufgeräumt sein.
● Bereiten Sie alle für die Form verwendeten Werkzeuge vor.
● Prüfen Sie, ob der Schimmel normal ist.
● Stellen Sie den Schieberhub auf eine Position ein, die der Höhe der Form entspricht.
● Die Mitte des Schiebers und die obere Schablone der Form sollten ohne Halblücke parallel sein.
● Anschließend können Sie den Formdruckblock aufsetzen und verschrauben.
● Nachdem die Form aufgesetzt ist, klicken Sie zunächst zweimal, um zu prüfen, ob die Strichposition richtig ist.
● Bedienen Sie das Produkt mit dem Fußpedal. Das Betätigen des Fußpedals ist verboten. Die Hände müssen mehr als 5 cm von der Form entfernt sein (bei der Bedienung ist Sicherheit an erster Stelle, illegale Bedienung ist strengstens verboten. Konzentrieren Sie sich auf die Zusammenarbeit zwischen Händen und Füßen. Wenn Sie in die Form greifen müssen, um das Produkt zu entnehmen, müssen Sie eine Pinzette oder einen Magnetstab verwenden).

7. Zusätzliche Anweisungen
● Bei der Produktion müssen Sie die Zeichnungen und die technischen Anforderungen der Zeichnungen lesen und verstehen, insbesondere die perspektivische Richtung der Blechzeichnungen und den Öffnungsalgorithmus der Zeichnungen. Wenn Sie Unklarheiten feststellen, wenden Sie sich sofort an den Teamleiter oder den diensthabenden Ingenieur.
● Halbfertigprodukte werden im Produktumschlagbereich abgelegt und mit einer Karte gekennzeichnet, bevor sie zum nächsten Prozess weitergeleitet werden.
● Nach Gebrauch der Formen müssen wir prüfen, ob sie repariert oder gewartet werden müssen, bevor wir sie wieder in den Formenständer stellen. Formen, die nicht in Ordnung sind, dürfen nicht wieder in den Formenständer gestellt werden. Wir müssen einen Reparaturauftrag schreiben und ihn an die Formenabteilung senden. Wenn die Form wieder an ihren Platz gestellt wird, muss das Etikett überprüft und an der vorgesehenen Stelle angebracht werden.
● Sie müssen den Schmierteil der Maschine und die Ölzeit sowie den Namen des Schmiermittels und die Ölmethode herausfinden.












