Kalibrierung des Hinteranschlags einer Abkantpresse

Hinterer Anschlag der Abkantpresse
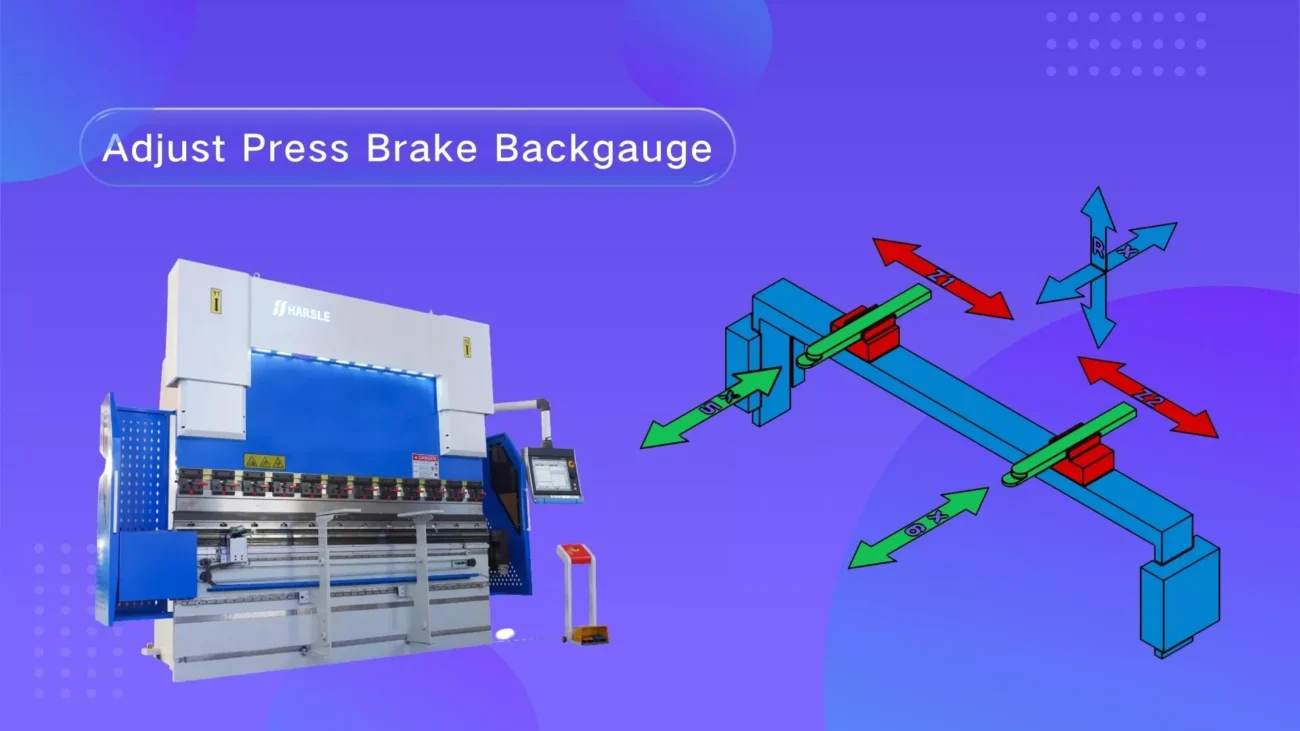
Press Brake Machine back gauge is a critical element for ensuring that the bends are precise and consistent across the length of the sheet. If the back gauge is not calibrated correctly, it can result in costly errors and time-consuming rework. A press brake is a powerful machine used in the metalworking industry for bending and shaping metal sheets and plates. One of the most important components of a press brake is the back gauge, which helps to accurately position the metal sheet for bending.

What is Press Brake Machine Back Gauge Calibration?
Press brake machine back gauge calibration is the process of aligning and verifying the accuracy of the Press Brake Machine Back Gauge. Calibration ensures that the back gauge is positioned correctly, and that it moves accurately and consistently. The process involves checking and adjusting the various components of the back gauge to ensure that they are functioning correctly and are properly aligned. The calibration process is critical for maintaining the accuracy of the press brake and for ensuring consistent results over time.

Why is Press Brake Machine Back Gauge Calibration Important?
The back gauge is a critical component of the press brake, and its accuracy is essential for producing consistent, high-quality results. If the back gauge is not calibrated correctly it can lead to errors in the bending process, resulting in parts that are out of tolerance or have inconsistent angles. These errors can lead to wasted material, scrapped parts, and costly rework. Back gauge calibration is essential for maintaining the accuracy and consistency of the press brake, reducing scrap and rework, and increasing productivity.
Steps for Back Gauge Calibration
Schritt 1: Verify the accuracy of the back gauge
Before calibrating the back gauge, it is important to verify that it is functioning correctly and accurately. This can be done by measuring the distance between the back gauge and the die at various points along the length of the bed. Use a precision measuring instrument, such as a dial indicator or a laser measurement system, to take these measurements. Compare the measured distances to the programmed values in the CNC control system. If there are any significant discrepancies, the back gauge may need to be repaired or replaced.

Schritt 2: Clean the back gauge and bed
Before adjusting the position of the back gauge, it is important to clean both the back gauge and the bed of the press brake. Use a clean, dry cloth to wipe down the surfaces, removing any debris or contaminants that may interfere with the accuracy of the measurements.
Schritt 3: Adjust the position of the back gauge
To adjust the position of the back gauge, use the CNC control system to move the back gauge to the desired position. Measure the distance between the back of the die and the back of the workpiece at various points along the length of the bed using the precision measuring instrument. Compare the measured distances to the programmed values in the CNC control system. If there are any significant discrepancies, adjust the position of the back gauge until the measured distances match the programmed values.
Schritt 4: Test the accuracy of the back gauge after adjustment
After adjusting the position of the back gauge, it is important to test its accuracy to ensure that it is functioning correctly. This can be done by measuring the distance between the back gauge and the die at various points along the length of the bed using the precision measuring instrument. Compare the measured distances to the programmed values in the CNC control system. If there are any significant discrepancies, the back gauge may need to be adjusted again or repaired.

Schritt 5: Repeat the calibration process
It is important to repeat the calibration process periodically to ensure that the back gauge remains accurate over time. The frequency of calibration will depend on a number of factors, including the frequency of use of the press brake, the complexity of the bends being produced, and the accuracy requirements of the finished product.

In summary, calibrating the back gauge of a press brake involves verifying the accuracy of the back gauge, cleaning the back gauge and bed, adjusting the position of the back gauge, testing the accuracy of the back gauge after adjustment, and repeating the calibration process periodically. By following these steps, you can ensure that your press brake is producing high-quality, accurate bends consistently over time.