








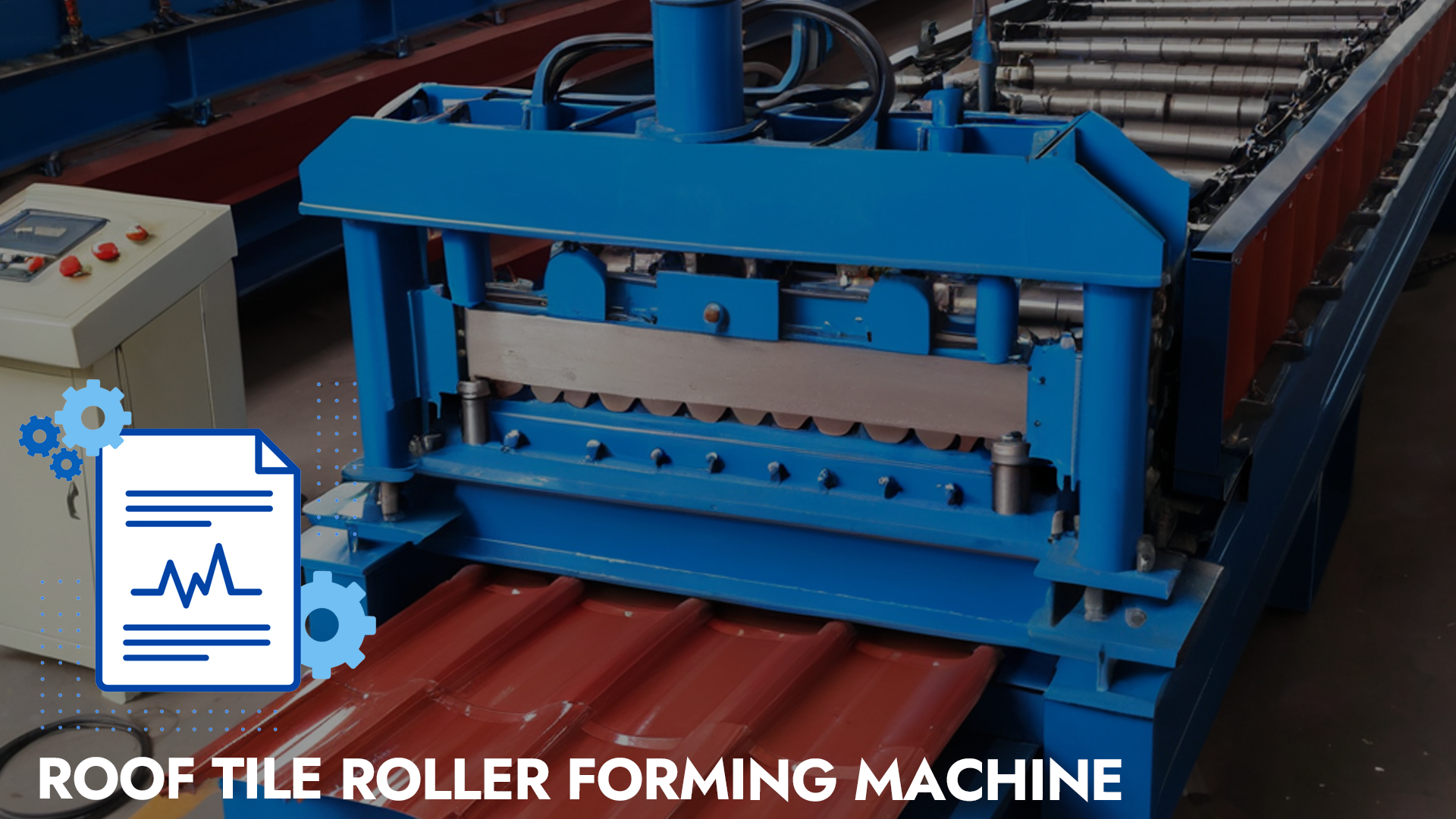
Anleitung für die Dachziegel-Rollformmaschine
Als Fachmann in der Dachdeckerbranche habe ich die Effizienz der Dachziegel zu schätzen gelernt. Rolle Formmaschine. In diesem Artikel gebe ich Ihnen wichtige Hinweise zur Bedienung und Wartung dieser leistungsstarken Maschine. Das richtige Verständnis und die richtige Anwendung der Maschine steigern nicht nur die Produktivität, sondern sichern auch die Qualität der produzierten Dachziegel. Egal, ob Sie ein erfahrener Bediener oder ein Neuling sind, diese Richtlinien vermitteln Ihnen das nötige Wissen, um die Leistung und Langlebigkeit Ihrer Dachziegel zu maximieren. Rolle Umformmaschine.
Funktionen Anwendung
Der Arbeitstisch der Dachziegelwalzformung hat sechs Prozesse, (dh sechseckige Läufer) das Drehen des Arbeitstisches, zusätzlich zu einer Ebene der mechanischen Indexierung, Positionierung, sondern auch die Einrichtung eines Satzes von Präzisionspositionierungsmechanismen, um jeden Stanzprozess vollständig sicherzustellen, die genaue Positionierung der Arbeitstischform, die Installation des oberen Matrizenschlittens ist eine Kastenstruktur, Schlittenführung und die obere Führung des Körpers, Kontaktlänge ist groß, jeder Stanzvorgang der oberen Matrize, der Prozess hat ein zweites Stanzverfahren des Schlammblocks, das heißt, wenn die obere Matrize den Ziegelrohling zum ersten Mal an Ort und Stelle drückt, hebt sich die obere Matrize um 10 mm.

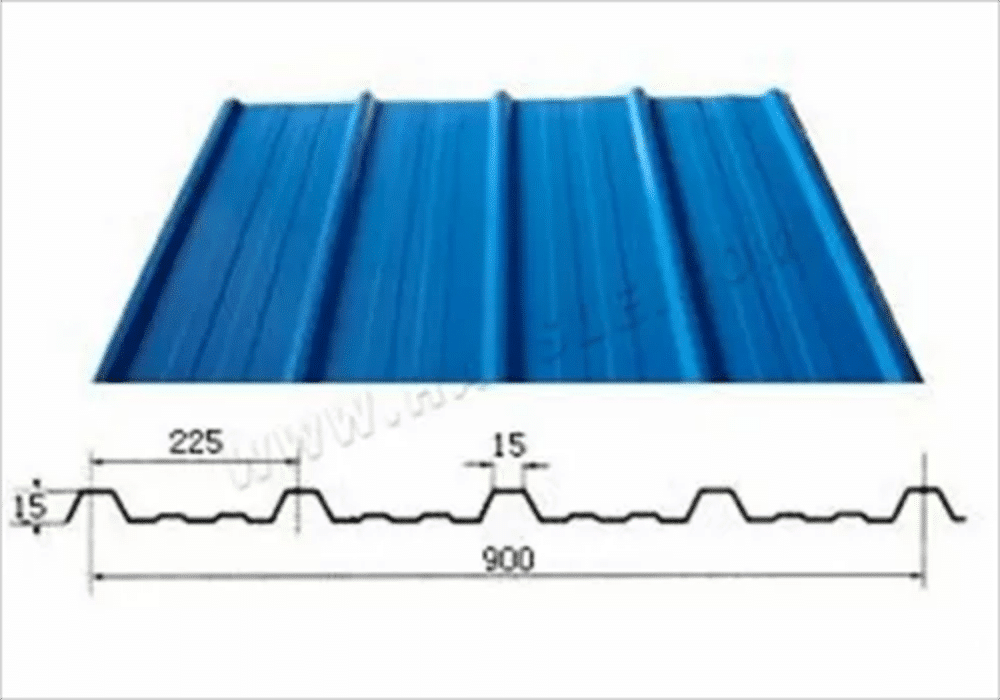
Die Herstellung von farbigen Stahlblechprodukten mit Walzmaschinen für Dachziegel findet breite Anwendung in der Bauindustrie, im Transportwesen und anderen Branchen. In der Bauindustrie werden sie hauptsächlich für Stahlkonstruktionen, Fabriken, Flughäfen, Lagerhallen, Kühlhäuser und andere Industrie- und Gewerbebauten wie Dächer, Wände und Türen verwendet. Im zivilen Bereich werden farbige Stahlbleche seltener verwendet. Die Vorteile farbiger Stahlbleche sind gute Korrosionsbeständigkeit, leuchtende Farben, schönes Aussehen, einfache Verarbeitung und Formgebung sowie die ursprüngliche Festigkeit der Stahlbleche und die geringeren Kosten.

Geführte Hochgeschwindigkeitsanlage mit vier Säulen zum Formen hochwertiger Farbfliesen: Durch den Einsatz zahlreicher fortschrittlicher Technologien wird der Hauptkörper ohne Schweißnähte aus Gussstahl gefertigt, sodass sich die gesamte Maschine nicht durch Schweißen verformt. Der Hauptkörper der Maschine wird durch die beim Schweißen entstehende Spannung verformt. Der Druckzylinder und die Hauptfliesenform der Hauptmaschine sind durch eine Führungshülse an vier 120 mm langen, massiven hydraulischen Führungssäulen befestigt. Die Hauptfliesenform läuft vertikal auf und ab, ohne dass es zu vertikalen Abweichungen kommt, wodurch die Hauptfliesenform vor allem vor Beschädigungen geschützt und ihre Lebensdauer erheblich verlängert wird.
Kaltgeformter Stahl
Kaltgeformter Stahl ist das Hauptmaterial für die Herstellung von leichten Stahlkonstruktionen und wird aus kaltgeformten Stahlblechen oder -bändern hergestellt. Seine Wandstärke kann durch C-Träger-Maschinen sehr dünn gemacht werden, was den Produktionsprozess erheblich vereinfacht und die Produktionseffizienz verbessert. Mit dem allgemeinen Warmwalzverfahren lassen sich mit kaltgeformten Buntstahlgeräten schwierige, aber dennoch gleichmäßige Wandstärken mit komplexen Querschnittsformen aus einer Vielzahl von Profilen und unterschiedlichen Materialien herstellen.
Nachdem der Schlammblock vollständig ausgepresst wurde, presst die obere Form den Ziegelblock an seinen Platz und kehrt dann in die höchste Position zurück. Dadurch hat die Form eine lange Lebensdauer und die Qualität der gepressten Produkte ist gut. Die farbigen Stahlfliesenpressen sind mit einem Schmiersystem ausgestattet, das bei laufender Maschine automatisch alle Lastlager, die Bewegungsführung des Getriebemechanismus und andere Teile schmiert.

Maschinenfunktionen
Die erste und zweite Generation der automatischen Fliesenformmaschinen verwenden alle einen schwenkzylinderbetriebenen Schieber. Der Schwenkzylinder gehört zu den Farbfliesenformmaschinen und gilt als äußerst zerbrechliches Zubehör. Eine zu hohe Formgeschwindigkeit führt zu starken Stößen und Puffervibrationen, die zu Rissen in den Fliesen führen können. Dies war ein anhaltendes Problem bei der ersten und zweiten Generation von Farbfliesenformmaschinen, weshalb die maximale Formgeschwindigkeit nur sechs Fliesen pro Minute erreichen konnte.
Die Hochgeschwindigkeits-Farbstahlpresse vom Typ HJ-10 wird von einem integrierten Ölzylinder geführt, der Schiebetisch wird durch eine intelligente hydraulische Puffertechnologie angetrieben. Die hydraulische Dämpfung des Schiebetisches ist frei einstellbar und sorgt für einen reibungslosen, sicheren und zuverlässigen Lauf. Dank modernster Technologien bietet die Maschine eine verbesserte Stabilität und Leistung im Vergleich zu früheren Generationen von Formfliesenmaschinen.
Der Maschinenkörper ist nicht geschweißt, sondern besteht vollständig aus Stahlguss. Daher treten keine Schweißspannungen auf, die zu Verformungen führen könnten. Druckzylinder und Hauptform sind über eine Führungshülse mit vier 120 mm starken hydraulischen Führungssäulen verbunden. Dies gewährleistet präzise vertikale Bewegungen und eine lange Lebensdauer der Form.

Das farbige Stahlhaus ist ein neues Konzept für Umweltschutz und wirtschaftliches Wohnen mit Leichtstahl-H-Trägern und U-Stahl als Skelett, Sandwichplatten als Wandmaterial, Standardmodulserien zur Raumkombination und verschraubten oder verschweißten Komponenten. Es lässt sich einfach und schnell auf- und abbauen, wodurch die allgemeine Standardisierung von temporären Gebäuden realisiert und das Konzept des Umweltschutzes und der Energieeinsparung sowie eine schnelle und effiziente Konstruktion etabliert werden. Damit werden temporäre Häuser in den Bereich der Serienentwicklung, integrierten Produktion, passenden Versorgung, Lagerung und mehrfachen Bearbeitung von Formprodukten eingeführt.

Die Dachziegelwalzanlage nutzt eine hochentwickelte automatische Steuerungssoftware zur Verwaltung der Produktionsinformationen. Das gesamte automatische Steuerungssystem nutzt ein hochintegriertes Netzwerk, wodurch die Leistung des automatischen Systems verbessert wird. Diese fortschrittliche Automatisierung sorgt für einen reibungsloseren Betrieb, höhere Systemstabilität und eine bessere Anpassungsfähigkeit an moderne Produktionsanforderungen in der Dachziegelindustrie.
Dachziegelwalzanlagen bieten zudem Vorteile bei Betrieb, Wartung, mechanischer Fehlersuche und Formenwechsel. Die Marktnachfrage nach diesen Anlagen konzentriert sich hauptsächlich auf mittlere und große, schwere und andere hochwertige Produkte. Um diesen Bedarf zu decken, haben chinesische Hersteller von Dachziegelwalzanlagen ihre Forschungs- und Entwicklungskapazitäten sowie ihre Innovationskraft deutlich verbessert. Die Produktstruktur wurde weiter optimiert und die allgemeine Marktwettbewerbsfähigkeit deutlich gesteigert, wodurch sichergestellt wird, dass diese Maschinen weiterhin an der Spitze der Branchenentwicklung stehen.

Gerätebetrieb und Vorsichtsmaßnahmen
Legen Sie den Rohling manuell ein und entnehmen Sie ihn. Arbeitsablauf: Prüfen Sie vor der Inbetriebnahme, ob alle Verbindungen fest sitzen und die Montageschrauben und -muttern ordnungsgemäß angezogen sind. Füllen Sie vor dem Einschalten das linke und rechte Chassis mit ausreichend Schmieröl. Starten Sie die Maschine für einen Probelauf und lassen Sie sie zunächst leer laufen. Achten Sie sorgfältig auf Vibrationen, ungewöhnliche Geräusche oder mangelnde Schmierung im Ölfenster und prüfen Sie, ob alle beweglichen Teile gut aufeinander abgestimmt sind.
Erst nach Überprüfung des ordnungsgemäßen Betriebs sollte die Form eingebaut werden. Beim Einbau der Form muss die Stromversorgung unterbrochen werden. Verwenden Sie den manuellen Motorriemen oder das große Zahnrad, um den Tisch in die richtige Position zu bringen und sicherzustellen, dass der Gleitsitz bis zum höchsten Punkt angehoben wird. Am besten platzieren Sie einen festen Gegenstand zwischen Tisch und Unterseite des Gleitsitzes, um Unfälle durch das natürliche Herunterfallen des Gleitsitzes während der Formmontage oder -einstellung zu vermeiden.
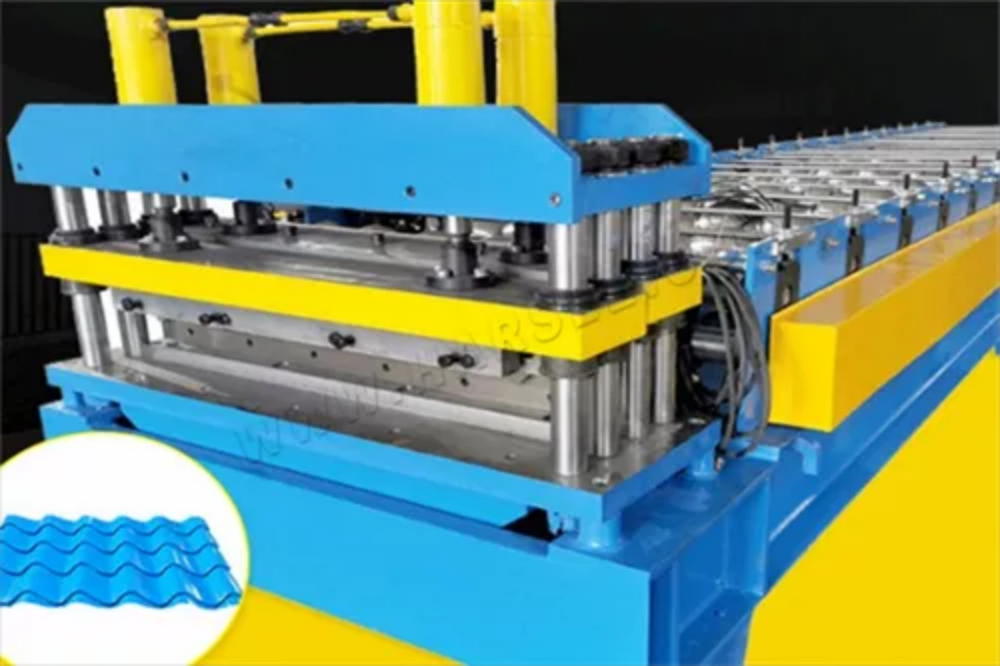
Die automatische Dachziegel-Rollformung kann allein installiert und verwendet werden, erfordert aber ein manuelles Be- und Entladen der Knüppel. Alternativ kann sie mit einem automatischen Laderahmen und einem Entladeroboter ausgestattet werden, um eine Ziegelproduktionslinie mit Extruder, Dachziegel-Rollformung, Knüppelzuführmaschine und Ziegeltablett-Förderlinie zu bilden, die überhaupt keine manuelle Bedienung erfordert. Die Maschine besteht hauptsächlich aus einem linken und rechten Körper, einer unteren Pleuelstange, einem oberen Gehäusedeckel, einem Gleitsitz, einer Sechskantführung, einer Riemenscheibe, einem Getriebemechanismus, einem Rillenradmechanismus, einem Nockenmechanismus, einer Schmierpumpe, einem Ölkreislaufsystem, einem elektrischen Steuerteil usw.
Methode zur Handhabung von Rundlauffehlern
Bei der Produktion von Dachziegel-Walzformanlagen treten zwangsläufig Probleme auf. Am häufigsten sind Abweichungen in der Farbe der Stahlplatten zu beobachten. Diese Abweichungen beeinträchtigen die Produktionseffizienz der Maschinen und die Produktqualität. Daher müssen wir wissen, wie wir diese Fehler beheben können.
Suchen Sie an der ersten und letzten Reihe der Farbstahlfliesenanlage einen symmetrischen Punkt und ziehen Sie die Sicherungsmuttern beidseitig fest. Ziehen Sie eine gerade Linie über Vorder- und Rückseite durch die Mitte der mittleren Schiene. Passen Sie den Abstand zwischen der oberen und unteren Achse an und richten Sie die Maschine anschließend entlang der geraden Linie aus. Die Behebung von Plattenabweichungen erfordert langfristige Produktionstests. Die Wahrung der Symmetrie auf beiden Seiten gewährleistet jedoch eine saubere Produktform.
Wenn das Problem weiterhin besteht, passen Sie vor dem Betrieb der farbigen Stahlfliesenpresse die beiden vier Eckenreihen des großen Rahmens an, um sicherzustellen, dass das obere Ende der unteren Achse eine einheitliche Höhe hat. Prüfen Sie, ob von der ersten bis zur letzten Reihe eine gerade Linie verläuft und ob die untere Achse horizontal ausgerichtet ist. Für einen präzisen Betrieb sollten sowohl die linke als auch die rechte Seite der unteren Achse waagerecht bleiben.
Suchen Sie an der ersten und letzten Reihe der Farbstahlfliesenanlage einen symmetrischen Punkt und ziehen Sie die Sicherungsmuttern beidseitig fest. Ziehen Sie eine gerade Linie über Vorder- und Rückseite durch die Mitte der mittleren Schiene. Passen Sie den Abstand zwischen der oberen und unteren Achse an und richten Sie die Maschine anschließend entlang der geraden Linie aus. Die Behebung von Plattenabweichungen erfordert langfristige Produktionstests. Die Wahrung der Symmetrie auf beiden Seiten gewährleistet jedoch eine saubere Produktform.

Korrektes Debuggen der Fliesenpressmaschine
Schaltschrankplatte
1. Der Ölpumpenschalter dient zum Starten und Stoppen der Ölpumpe. Schalten Sie vor dem Betrieb die Ölpumpe ein, um das Hydrauliksystem mit Druck zu versorgen. Achten Sie nach dem Betrieb der Ölpumpe darauf, ob die Laufrichtung der Ölpumpe mit der Pfeilrichtung übereinstimmt. Sollte dies nicht der Fall sein, tauschen Sie bitte zwei der drei Stromphasen des Ölpumpenmotors gegeneinander aus.
2. Unter dem Schnitt steuert die Rücklauftaste den Schneidvorgang. Wenn die Rücklauftaste nicht gedrückt wird, sollte generell geprüft werden, ob der Ölstand im Hydrauliktank zu niedrig ist. Anschließend sollte Hydrauliköl nachgefüllt werden. Wenn das Schneidmesser nach unten und zurückläuft, stoppt der Endschalter vor dem Vorgang automatisch.
3. Vorwärts- und Rückwärtsbetrieb erfolgt über den Wechselrichter-Steuerhost. Die Geschwindigkeit kann über den Hoch-/Niedriggeschwindigkeitsschalter auf dem Bedienfeld gesteuert werden. Stellen Sie den Geschwindigkeitsschalter im Automatikbetrieb unbedingt auf Hochgeschwindigkeit ein.
4. Der Benutzer sollte zunächst den Längenwert und die geplante Anzahl einstellen, dann mit der Taste [Auswählen] die Ausführungsoption auswählen und die Taste [OK] drücken, um den automatischen Betrieb zu aktivieren. Wenn die fertige Anzahl kleiner als die geplante Anzahl ist, läuft das System, bis beide gleich sind. Wenn die fertige Anzahl größer oder gleich der geplanten Anzahl ist, läuft das System und stoppt automatisch, nachdem nur ein Brett gerollt und geschnitten wurde. Drücken Sie die Taste [Zurücksetzen], um die Maschine zu stoppen.

5. Wenn der Host nicht läuft, zeigt das Display den oberen Pfeil an, was darauf hinweist, dass der Fräser unter der Obergrenze liegt. Bitte öffnen Sie die Ölpumpe, der Fräser fährt automatisch hoch und der Host beginnt zu laufen. Wenn die Hauptmaschine vor dem Stoppen nicht mit niedriger Geschwindigkeit bei 150 mm läuft, kann die Genauigkeit der Walzplatte nicht gewährleistet werden.
6. Schalten Sie die Ölpumpe während des ersten Proberollens nicht ein, um Materialverluste durch falsche Längen zu vermeiden. Drücken Sie nach dem Rollen des ersten Stücks die Reset-Taste und messen Sie die tatsächliche Länge mit einem Lineal. In den meisten Fällen liegt ein Fehler im Vergleich zur eingestellten Länge vor. Korrigieren Sie den Fehler und schneiden Sie das erste Stück mit den Tasten [Down Cut] und [Back] auf dem Bedienfeld fertig. Sollte eine feste Abweichung bestehen bleiben, korrigieren Sie diese durch Verschieben der eingestellten Länge. Beispiel: Wenn die eingestellte Länge 2000 mm beträgt, die tatsächliche Länge aber 1998 mm beträgt, setzen Sie die Länge auf 2002 mm zurück.
7. Wenn Sie den automatischen Betrieb vorübergehend unterbrechen müssen, drücken Sie die Taste [OK]. Das System hält an und merkt sich die ausgerollte Länge. Wenn der Vorgang fortgesetzt wird, drücken Sie erneut die Taste [OK]. Wenn Sie während des Betriebs die Taste [Reset] drücken, wird die ausgerollte Länge nicht gespeichert und muss unter [Fortschritt] erneut eingestellt werden.
8. Die manuelle Option dient zum Debuggen der Maschine und kann ohne den Benutzer bedient werden. Die Einstellungen in der manuellen Option stehen in direktem Zusammenhang mit der Messgenauigkeit und können vom Benutzer nicht einfach geändert werden.

Inbetriebnahme der Walzen
1. Die Mittellinie der oberen und unteren Walzen der Fliesenpresse sollte auf derselben Ebene liegen, wobei das Mittelrad vorherrschend sein sollte und die Ebenheit nicht größer als 1 mm sein sollte.
2. Der Abstand zwischen den oberen und unteren Walzen jeder Reihe der Fliesenpresse ist gleich und die Abstandsabweichung beträgt + 0,1 mm.

Verwenden Sie zum Debuggen ein herkömmliches Messgerät oder einen Stopper
Die korrekte Inbetriebnahme der farbigen Stahlfliesenpresse kann die Lebensdauer der Fliesenpresse verbessern und dem Unternehmen entsprechende Effizienz und Vorteile bringen. Ein vernünftiger und regelmäßiger Betrieb vermeidet auch das Auftreten einiger unnötiger Unfälle, sodass auch der Bediener selbst sehr gut vorgeht. Farbige Stahlfliesenausrüstung, Fliesenpressmaschine-Druckplatten-Fehlerbehebungsmethode, z. B. die Platte nach rechts, das Polster der linken Ecke oder das rechte Bodenblech flach fallen lassen.
Zuerst die Maschine der farbigen Stahlfliesenpresse vor und nach den vier Ecken der beiden Reihen vom großen Rahmen bis zur Höhe des oberen Endes der unteren Achse in gleicher Höhe ausrichten und dann von der ersten bis zur letzten Reihe eine gerade Linie finden und prüfen, ob die untere Achse in einer geraden Linie liegt. Die linke und rechte Seite der unteren Achse werden waagerecht ausgerichtet. Suchen Sie die Mitte der ersten und letzten Reihe der farbigen Stahlfliesenmaschine und befestigen Sie dann die beiden Seiten der Verriegelungsmutter vor der positiven Mitte des mittleren Rads.
1. Lösen Sie mit dem Werkzeug die Positionierungsschrauben hinter dem Untermesser, um die Mutter vorzubereiten. Passen Sie die Positionierungsschrauben dort, wo der Spalt groß ist, leicht an.
2. Heben Sie das obere Messer an, lassen Sie die Platte los und senken Sie das obere Messer ab, um zu sehen, ob es geschnitten werden kann.
3. Wenn es abgeschnitten werden kann, setzen Sie die Ersatzmutter auf. Wenn es nicht abgeschnitten werden kann, fahren Sie mit der Anpassung fort, bis es abgeschnitten ist.
4. Wenn das Einstellen der Rückseite der Schraube nicht funktioniert, müssen Sie die Vorderseite der Schraube lösen, die etwas locker ist, um eine große Anzahl von Lockerungen zu vermeiden, die durch die Fehlausrichtung des oberen und unteren Messers und das Kaumesser verursacht werden.
