Einrichtung der Schermaschinen: Zuführsystem und hintere Spur

Als Fachmann in der Fertigungsindustrie stoße ich oft auf die Feinheiten von Schermaschinen Einrichtung, insbesondere im Hinblick auf das Zuführsystem und den hinteren Anschlag. Das Verständnis dieser Komponenten ist entscheidend für die Optimierung der Leistung und die Gewährleistung der Präzision bei Schneidprozessen. In diesem Artikel teile ich meine Erfahrungen und unterstreiche die Bedeutung der richtigen Ausrichtung und Konfiguration. Egal, ob Sie ein erfahrener Bediener oder ein Neuling auf diesem Gebiet sind, die Beherrschung der Schermaschinen Durch die richtige Einrichtung können Produktivität und Produktqualität deutlich gesteigert werden. Lassen Sie uns die Grundlagen von Zuführsystemen und der Positionierung des hinteren Anschlags näher betrachten.
Bei frühen mechanischen Schermaschinen erfolgte die Einstellung der Schermaße für den Positionierungsmechanismus des hinteren Anschlags meist manuell. Für jede spezifische Spezifikation ist eine manuelle Neueinstellung erforderlich, was zu geringer Arbeitseffizienz, Zeitverlust und erheblichen menschlichen Fehlern im Einstellprozess führte. Dieses Problem tritt besonders dann auf, wenn häufige Änderungen der Bearbeitungsmaße erforderlich sind.
Die richtige Einrichtung von Schermaschinen ist entscheidend für Präzision und Effizienz in der Metallverarbeitung. In diesem Artikel untersuchen wir die wichtigsten Aspekte der Einrichtung und konzentrieren uns dabei auf das Zuführsystem und den hinteren Anschlag. Das Zuführsystem ist entscheidend für die präzise Führung des Materials in die Schermaschine. Ein gut ausgerichteter Zuführmechanismus sorgt für einen gleichmäßigen Materialfluss und reduziert das Risiko von Staus und Fehlschnitten.
Zur richtigen Einrichtung gehört die Anpassung der Vorschubgeschwindigkeit und Ausrichtung an Materialart und -stärke, was die Schnittqualität erheblich beeinflussen kann. Der hintere Anschlag ist entscheidend für die präzise Positionierung des Materials vor dem Schneidvorgang. Dieses Bauteil trägt zu gleichmäßigen Schnitten bei und minimiert Abfall. Es ist wichtig, den hinteren Anschlag basierend auf den Spezifikationen Ihres Projekts auf die richtigen Maße zu kalibrieren. Regelmäßige Kontrollen und Anpassungen können Fehler vermeiden und die Gesamtproduktivität steigern.
Einrichtung von Schermaschinen

Durch fortschreitende Verbesserungen wurden spätere Versionen der Hinteranschlagspositionierungsvorrichtung der Schermaschine so konzipiert, dass sie durch Drehen eines mit einer Leitspindel verbundenen Griffs bedient werden konnten. Diese Drehung bewegt den Gleitblock und die damit verbundene Anschlagplatte, wodurch die Position der Platte eingestellt werden konnte. Alternativ ist bei manchen Maschinen der Hinteranschlagmechanismus am Scherenkörper montiert und bewegt sich mit dem Sägeblatt mit. Diese Konstruktion bringt jedoch Probleme mit sich, wie z. B. geringe mechanische Festigkeit, Beschädigungsanfälligkeit, geringe Genauigkeit bei der Größeneinstellung und begrenzten Einstellweg.
Der automatische Vorschubmechanismus einer Blechschere nutzt typischerweise eine angetriebene Stange für den Materialtransport. Das Blech wird auf die angetriebene Stange gelegt und bewegt sich mit der Rotation der Stange vorwärts. Aufgrund des Abstands zwischen angetriebener Walze und Blechschere kann das Blech beim Verlassen der angetriebenen Walze zwar noch die Schnittmaße einhalten, sich aber nicht vorwärts bewegen. An diesem Punkt ist ein manuelles Schieben erforderlich, um den Schneidvorgang abzuschließen. Dieser Maschine mangelt es an einem hohen Maß an Automatisierung und Bedienkomfort.

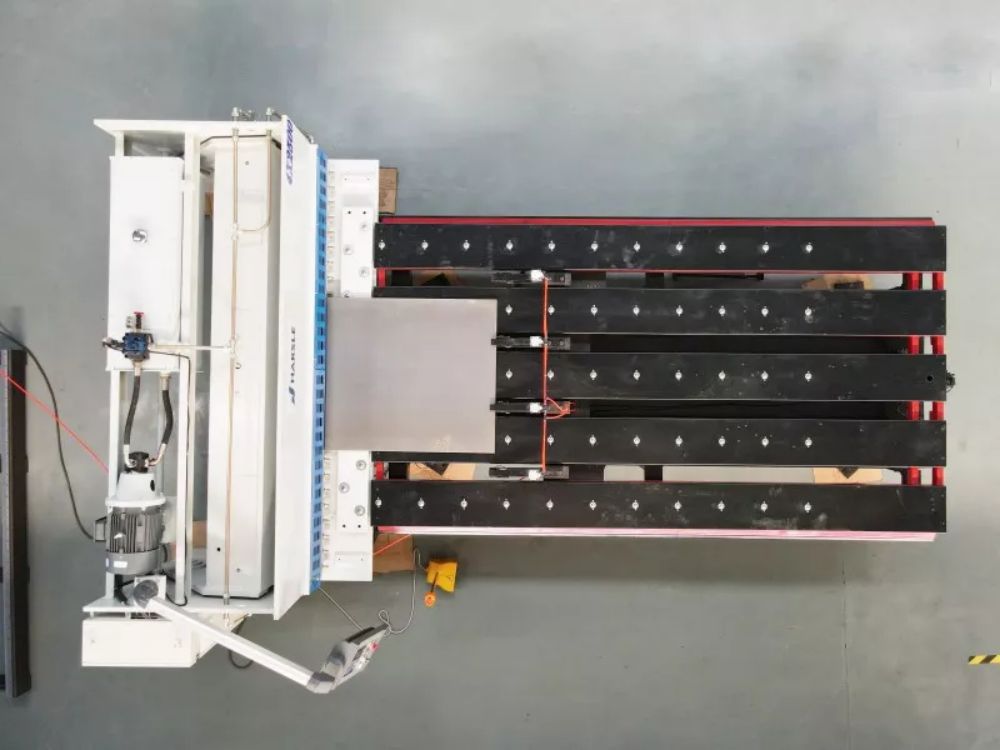
Neueste Entwicklungen bei den Vorschub- und Hinteranschlagspositionierungsvorrichtungen für Schermaschinen ermöglichen eine automatische Steuerung für präzise Positionierung. Der Aufbau ist einfach, die Bedienung komfortabel und die Schnittgenauigkeit hoch. Die gesamte Vorrichtung besteht aus einem Hinteranschlagspositionierungsmechanismus, einem Vorschubmechanismus und einem Steuerungssystem. Das Besondere am Hinteranschlagspositionierungsmechanismus ist ein horizontal bewegliches Getriebeelement auf einer Halterung.
Die Antriebskomponente umfasst einen Hubmechanismus, der mit einem um eine Scharnierachse drehbaren Tragrahmen verbunden ist. Der Tragrahmen ist mit einer Anschlagplatte ausgestattet, die mindestens einen Positionsschalter enthält. Der Zuführmechanismus besteht aus einer rollengetriebenen Zuführkomponente und einem vertikal und horizontal beweglichen Schubzuführmechanismus. Der Schubzuführmechanismus befindet sich oberhalb der rollengetriebenen Zuführkomponente.
Das Zuführsystem umfasst eine Leitspindel mit Mutter, einen Führungsrahmen und eine Sperrklinke. Ein Ende der Zahnstange mit einer Druckplatte ist auf dem Führungsrahmen positioniert und kann sich mit der Mutter auf und ab bewegen. Die Zahnstange greift in ein Zahnrad ein und bewegt sich horizontal, angetrieben vom Zahnrad. Die Sperrklinke verfügt über eine Zahnradwelle mit Zahnrädern, ein von einem Antriebsmechanismus angetriebenes Kettenrad und symmetrisch an beiden Enden der Zahnradwelle angeordnete Dreibeinstützen.
Eine Ecke des Dreibeins ist mit der Getriebewelle verbunden, eine weitere Ecke mit der Andruckrolle des rollengetriebenen Zuführelements und die dritte Ecke dient als Drehpunkt für den Walzenrahmen des rollengetriebenen Zuführelements. Es enthält außerdem eine Stützhalterung zur Unterstützung des Zuführmechanismus, deren Unterseite am Walzenrahmen angelenkt ist. Ein Stützarm der Halterung befindet sich zwischen der Schermaschine und dem rollengetriebenen Zuführelement, während der andere Stützarm zwischen den beiden Förderrollen positioniert ist und der Zahnstange des Schubzuführmechanismus zugewandt ist.

Die hintere Anschlagvorrichtung besteht im Wesentlichen aus einer Leitspindel, einer Mutter und einer mit der beweglichen Mutter verbundenen festen Platte. Die Gleitschienen des Hubmechanismus sind symmetrisch auf der festen Platte montiert, und der Hubrahmen ist auf den Gleitschienen installiert. Die Oberseite der Gleitschienen ist gelagert, auf denen eine Kipphebelwelle montiert ist.
Die Kipphebelwelle enthält ein von einem Antriebsmechanismus angetriebenes Kettenrad und ist an beiden Enden mit Kipphebeln verbunden. Das andere Ende der Kipphebel ist mit dem Hubrahmen verbunden, der unten am Tragrahmen angelenkt ist. Aufbau der Schermaschine. Auf einer Seite des Tragrahmens befindet sich eine Messplatte mit zwei Positionsschaltern, während auf der gegenüberliegenden Seite an beiden Enden Zugfedern angebracht sind, die den Tragrahmen mit dem Hubrahmen verbinden.

Das Zuführsystem und die Hinteranschlagpositioniervorrichtung der Schermaschinen sind einfach aufgebaut und können in Verbindung mit der Schermaschine verwendet werden. Es zeichnet sich durch einen hohen Automatisierungsgrad, eine komfortable Bedienung und die Koordination mit dem Steuerungssystem aus. Es ermöglicht eine automatische Zuführung und Einstellung der Anschlagplattenposition, ohne dass für die Zuführung eine manuelle Bedienung erforderlich ist.
Innerhalb des für das Scheren geeigneten Blechabmessungsbereichs kann das Blech automatisch in die Schermaschine eingezogen werden. Dies gewährleistet eine hohe Arbeitseffizienz, hohe Blechausnutzung, einen sicheren Scherbetrieb und ist weniger unfallanfällig. Die Arbeitskosten sind ebenfalls niedrig. Die Scherabmessungen werden in die Steuerung eingegeben, die Änderungen bei Bedarf automatisch anpasst. Die Positionierung des hinteren Anschlags ist bequemer und schneller und verbessert die Genauigkeit der Scherabmessungen.