








Einführung in das Biegen und Biegen von Blechen
Was ist Blechbiegen?
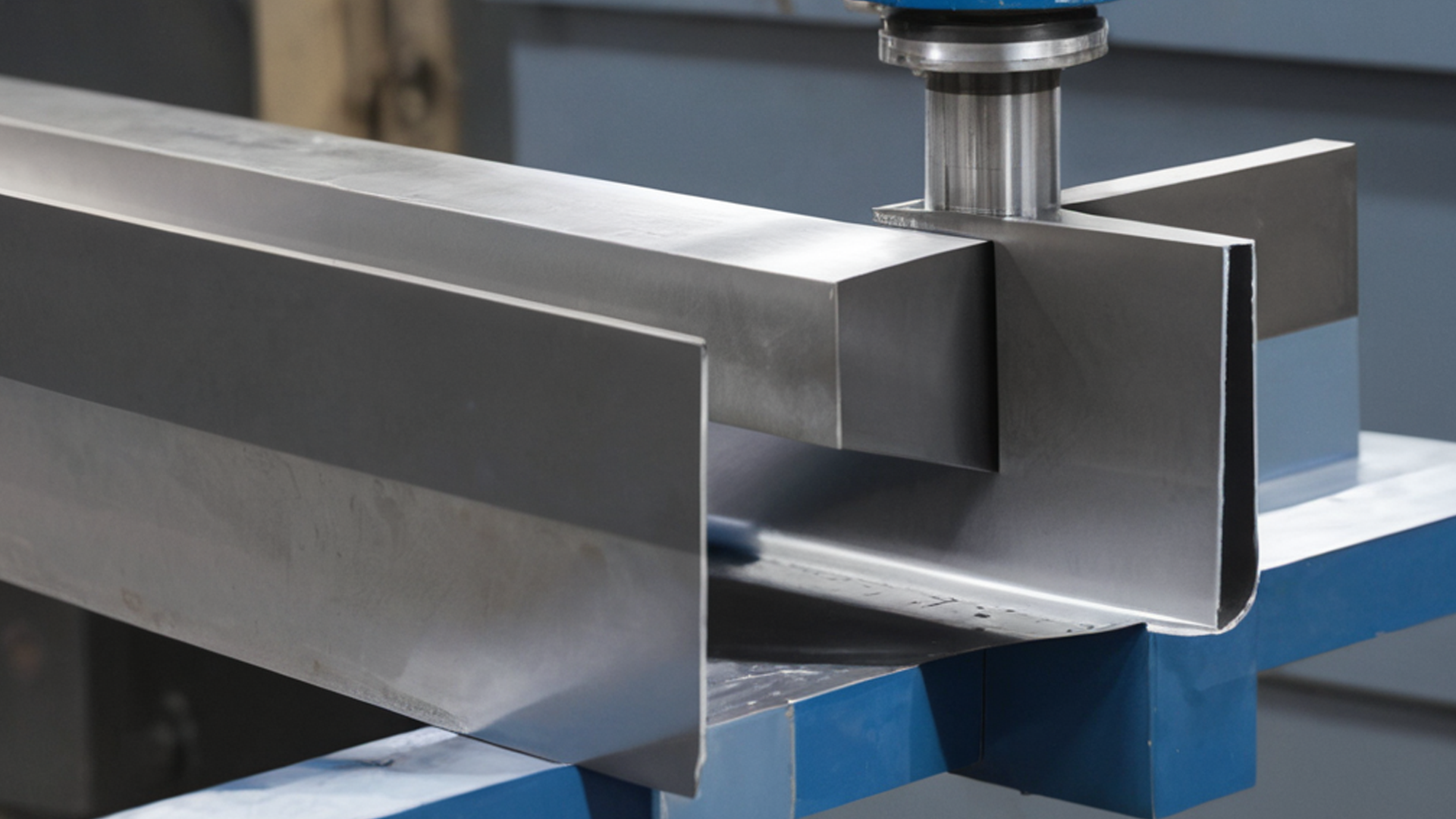
Blechbiegen ist der Vorgang, bei dem ein Metallblech durch eine Druckvorrichtung und eine spezielle Form gedreht wird, um ein flaches Blech in ein dreidimensionales Blech umzuwandeln.
Aufgrund der unterschiedlichen Materialien, Dicken, Längen und Breiten der Platten sowie der unterschiedlichen Formen und Winkel, die geformt werden müssen, gibt es Biegemaschinen mit unterschiedlicher Tonnage und Druckausrüstungsgröße, die mit unterschiedlichen Höhen, Formen und V-Größen der oberen und unteren Matrizen mit Sonderformen ausgestattet sind.
Welche Biegearten gibt es?
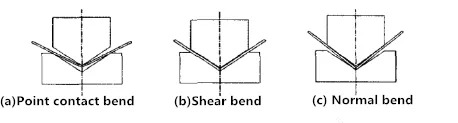
Die Biegeverarbeitung wird in drei Arten unterteilt: Teilbiegen, Nahbiegen und Stanzbiegen.
① Teilbiegung
Es handelt sich um eine Methode zum Biegen im rechten und stumpfen Winkel unter Verwendung eines oberen Gesenks unter 88° und eines unteren Gesenks von V = 12t (V steht für die Nutbreite und t für die Dicke des Materials).
② Eng gebogen
Es handelt sich um ein 90°-Winkelbiegeverfahren. Für das eng gebogene Untergesenk wird V = 6 ~ 12t gewählt.
③ Stanzbiegung
Das 90°-Obergesenk wird zum rechtwinkligen Biegen verwendet. (Es handelt sich um eine Standard-Rechtswinkelbiegung). Das Stanzbiege-Untergesenk hat eine Kraft von V = 5 ~ 6 t.
Allgemeine Biegereihenfolge:
1. Zuerst die kurze Seite, dann die lange Seite: Generell gilt: Bei Biegungen an allen vier Seiten ist es für die Bearbeitung des Werkstücks und die Montage des Biegegesenks von Vorteil, zuerst die kurze Seite und dann die lange Seite zu biegen.
2. Zuerst der Rand, dann die Mitte: Normalerweise wird grundsätzlich vom Rand des Werkstücks zur Mitte des Werkstücks gefaltet.
3. Teilweise und dann ganz: Wenn es innerhalb oder außerhalb des Werkstücks Strukturen gibt, die sich von anderen Biegungen unterscheiden, werden diese Strukturen im Allgemeinen zuerst gebogen, bevor andere Teile gefaltet werden.
4. Berücksichtigen Sie die Störungen und ordnen Sie die Biegereihenfolge angemessen an: Die Biegereihenfolge ist nicht statisch, und die Verarbeitungsreihenfolge sollte entsprechend der Form der Biegung oder des Hindernisses auf dem Werkstück entsprechend angepasst werden
Gründe für Biegeeindrücke:
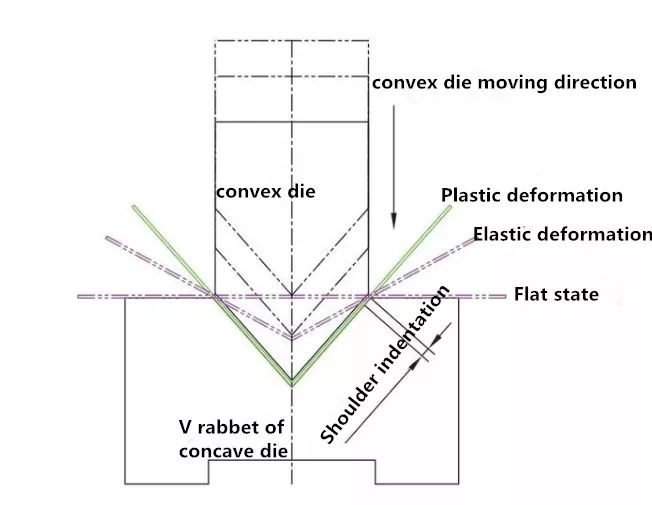
Blechbiegen ist der Umformungsprozess eines Metallblechs unter dem Druck eines Stempels oder einer Matrize eines Biegemaschine, erfährt zunächst eine elastische Verformung und tritt dann in eine plastische Verformung ein. Zu Beginn der plastischen Biegung kann sich das Blech frei biegen. Durch den Druck des Stempels oder der Matrize auf das Blech nähern sich das Blech und die Innenfläche der V-Nut der Matrize allmählich an, während der Krümmungsradius und der Biegekraftarm allmählich reduziert werden. Stellen Sie an drei Punkten vollständigen Kontakt mit der Platte her, und zu diesem Zeitpunkt ist eine V-förmige Biegung abgeschlossen.
Da das Blech beim Biegen durch den Druck des Biegewerkzeugs elastisch verformt wird, verrutscht der Kontaktpunkt zwischen Blech und Werkzeug im Verlauf des Biegevorgangs. Während des Biegevorgangs durchläuft das Blech zwei verschiedene Phasen der elastischen und plastischen Verformung. Während des Biegevorgangs wird Druck gehalten (Form und Blech haben drei Kontaktpunkte). Es bilden sich drei Vertiefungen. Diese Vertiefungen entstehen in der Regel durch die Platte und die V-förmige Schulter des Werkzeugs und werden daher als Schultervertiefungen bezeichnet.

Faktoren, die die Biegeeindrücke von Blechen beeinflussen
1 Einfluss der Biegemethode
Da die Biegemethode unterschiedlich ist, ist auch der Kontaktgrad zwischen der Platte und der Matrize unterschiedlich und daher ist auch die Wahrscheinlichkeit einer Einkerbung unterschiedlich.
2 Einfluss der Plattenhärte
3 Einfluss der Matrizenstruktur
4 Maschinen- und Formgenauigkeit
Möglichkeiten zur Reduzierung der Einrückung
1 Verwenden Sie Anti-Eindruck-Pads
2 Single V weibliche stempelfeste Gummihülse
3 Stück Urethan und AT-Pad
4 Hartgummi-Unterstempel
5 Keine Einkerbung untere Matrize
